
一种机翼型叶片加工成型方法.pdf

雨巷****莺莺

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种机翼型叶片加工成型方法.pdf
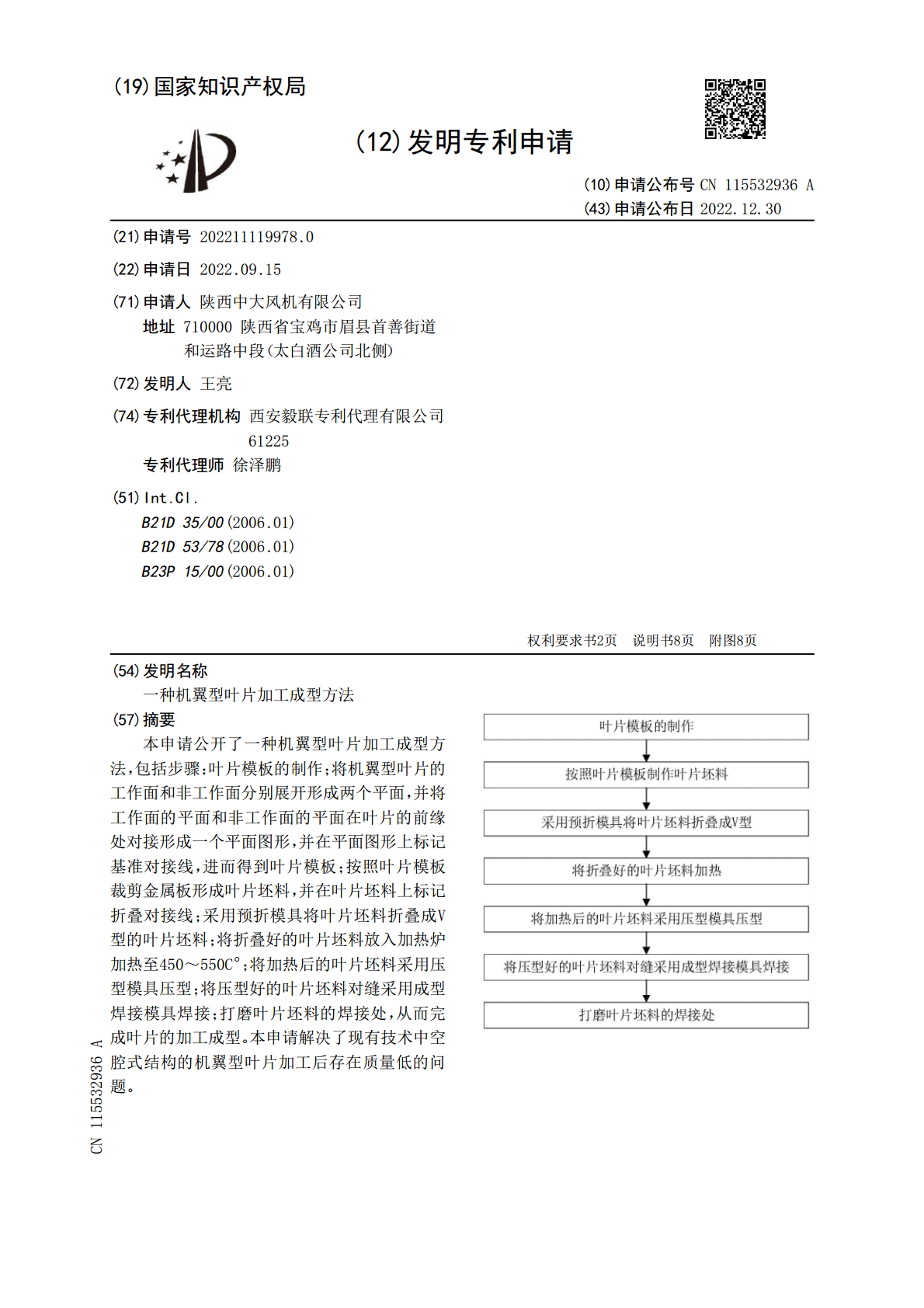
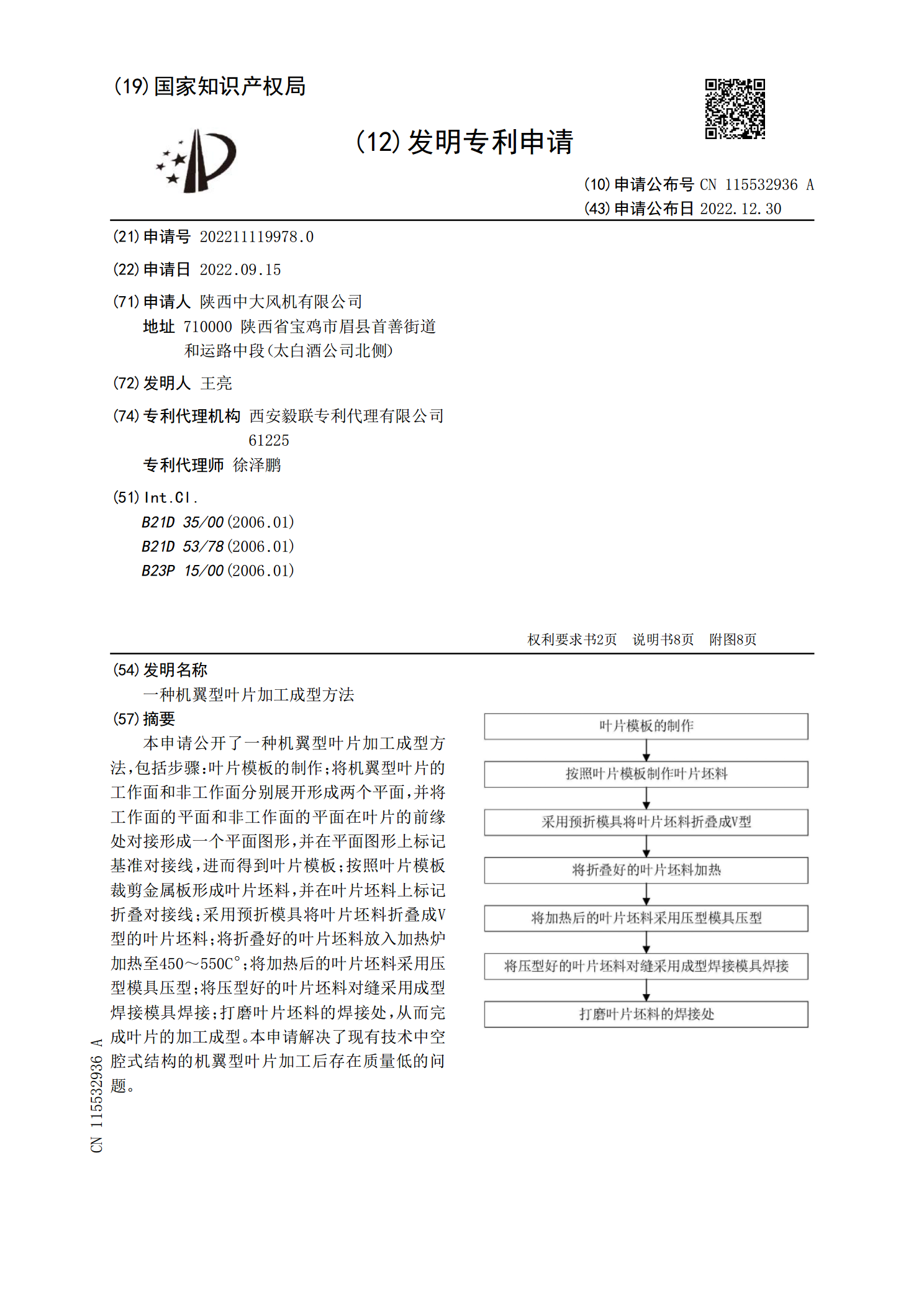
本申请公开了一种机翼型叶片加工成型方法,包括步骤:叶片模板的制作;将机翼型叶片的工作面和非工作面分别展开形成两个平面,并将工作面的平面和非工作面的平面在叶片的前缘处对接形成一个平面图形,并在平面图形上标记基准对接线,进而得到叶片模板;按照叶片模板裁剪金属板形成叶片坯料,并在叶片坯料上标记折叠对接线;采用预折模具将叶片坯料折叠成V型的叶片坯料;将折叠好的叶片坯料放入加热炉加热至450~550C°;将加热后的叶片坯料采用压型模具压型;将压型好的叶片坯料对缝采用成型焊接模具焊接;打磨叶片坯料的焊接处,从而完成叶
一种风力机叶片翼型族.pdf
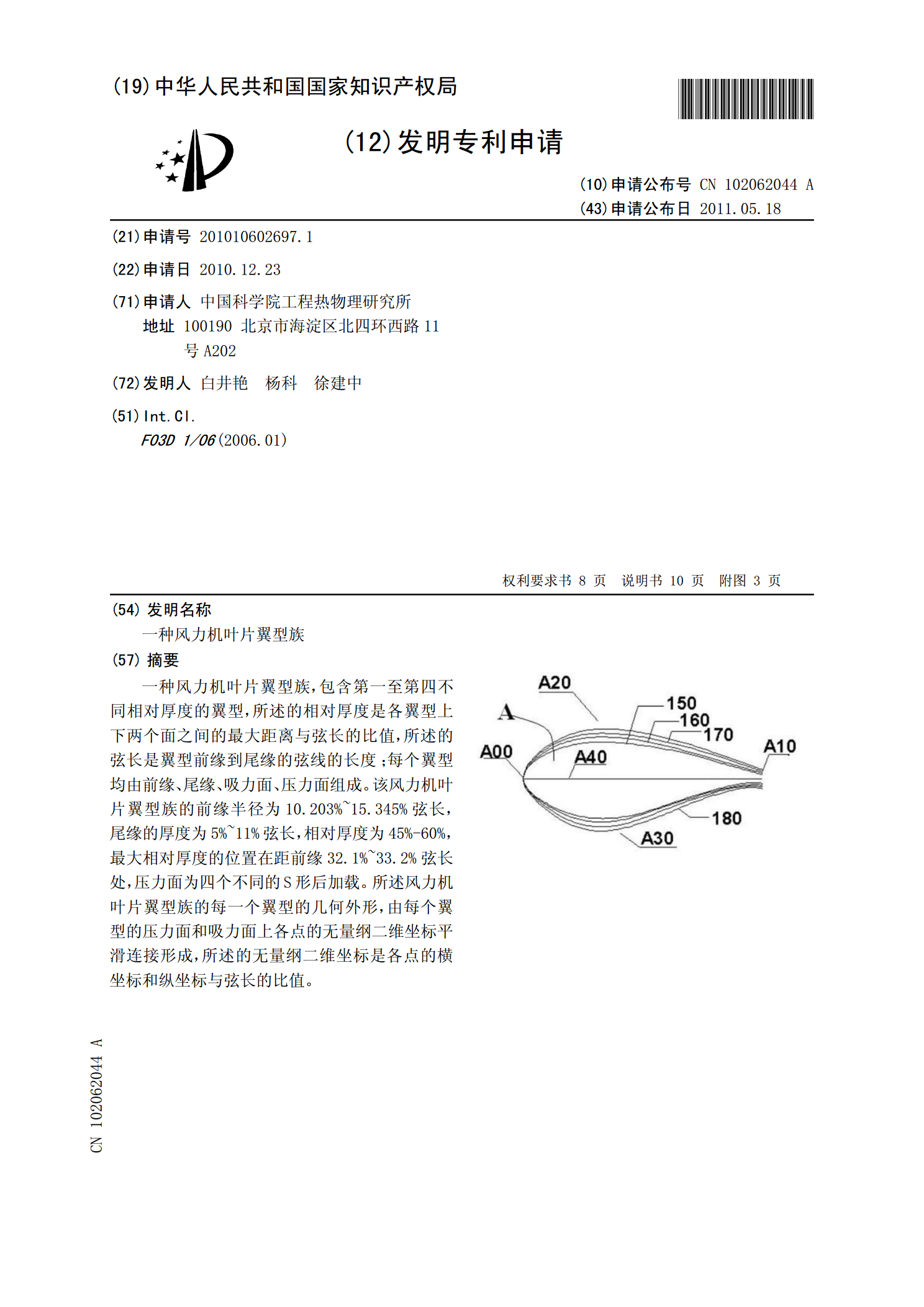
一种风力机叶片翼型族,包含第一至第四不同相对厚度的翼型,所述的相对厚度是各翼型上下两个面之间的最大距离与弦长的比值,所述的弦长是翼型前缘到尾缘的弦线的长度;每个翼型均由前缘、尾缘、吸力面、压力面组成。该风力机叶片翼型族的前缘半径为10.203%~15.345%弦长,尾缘的厚度为5%~11%弦长,相对厚度为45%-60%,最大相对厚度的位置在距前缘32.1%~33.2%弦长处,压力面为四个不同的S形后加载。所述风力机叶片翼型族的每一个翼型的几何外形,由每个翼型的压力面和吸力面上各点的无量纲二维坐标平滑连接形
一种仿生翼型叶片的设计方法.pdf
本发明公开了一种仿生翼型叶片的设计方法,属于叶轮设计及生产加工技术领域,其具体步骤为:根据鱼体三维扫描构件鱼体模型,通过模型上的坐标点数据进行修正,修正后获取模型最大厚度,根据模型上的坐标点以及最大厚度构建仿生翼型叶片的控制点坐标,根据设计要求确定需要设计仿生翼型叶片的最大厚度以及控制点坐标计算仿生翼型叶片外形曲线上的坐标点,将坐标点导入到三维设计软件中进行放样处理,生成仿生翼型叶片;通过上述设计方法设计出的仿生翼型叶片具有较好的升阻特性和水力性能,并且通过上述设计方法,可以设计不同最大厚度的仿生翼型,实

一种螺旋叶片成型机.pdf
本发明公开了一种螺旋叶片成型机,包括主机箱、支撑架和副机箱,所述支撑架的中部开设有滑动腔,且滑动腔顶部的左侧滑动连接有活动模,所述支撑架的右部开设有预留腔,所述预留腔内部的右侧固定有液压缸,且液压缸的输出端安装有第二连接件,所述支撑架的左部开设有成型腔,且成型腔的内部设置有叶片毛坯,所述支撑架的左端与副机箱固定连接,且副机箱的内部设置有固定架,所述固定架底部的前后两侧皆焊接有管座,所述固定架顶端的中心位置处焊接有立板,且立板的右侧固定有模具。该螺旋叶片成型机,不仅提高了螺旋叶片的成型效率,提高了螺旋叶片的

一种基于空心机翼型轴流风机叶片建模及生产成型的方法.pdf
本发明公开了一种基于空心机翼型轴流风机叶片建模及生产成型的方法,所述叶片的建模方法包括:a、选取风机叶轮的启动略图的2个剖面,分为A‑A和B‑B;b、确定第三截面位置为叶轮进口D0截面为C‑C剖面位置;c、通过A‑A、B‑B截面数据和截面距离推导出C‑C截面上的数据;d、使用A‑A和C‑C截面数据回执叶片截面草图,并建模。