
一种防结瘤炉底辊的制作工艺.pdf

一条****淑淑

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种防结瘤炉底辊的制作工艺.pdf
本发明涉及炉底辊表面处理技术领域,具体为一种防结瘤炉底辊的制作工艺,包括以下步骤,步骤一、将炉底辊进行表面处理,步骤二、辊面通过激光熔覆金属基陶瓷复合材料,步骤三、炉底辊表面修整。通过激光熔覆能够降低炉底辊硬面结瘤概率。通过激光熔覆技术,在炉底辊表面制造具有红硬性的保护层,能够降低炉底辊硬面结瘤概率。全面熔覆容易造成炉底辊的变形,采用织构化熔覆的方法,确保炉底辊的自身强度,同时降低成本,相较于激光全面熔覆,激光织构化熔覆加工容易,通过网纹代替全面熔覆。在支撑钢板方面,网纹对钢板的支撑效果不会减弱。同时,网
一种防结瘤耐高温炉底辊涂层.pdf
本发明提供了一种防结瘤耐高温炉底辊涂层,所述涂层包括打底层,所述打底层包括质量百分比如下的成分:Co:35-63%,Cr:20-30%,Ta:10-20%,Al:5-10%,y:2-5%。本发明通过对炉底辊辊身实施爆炸法喷涂金属陶瓷材料,改变该炉辊辊身表面的特性,对辊身“结瘤”有较好的预防作用,并提高炉辊耐高温寿命。
一种去除辊底式无氧化炉炉底辊结瘤的方法.pdf
本发明公开了一种去除辊底式无氧化炉炉底辊结瘤的方法,该方法在非停炉状态下,降低辊底炉炉温到500℃,通过拖炉板下表与炉底辊的相互摩擦,去除炉底辊上的结瘤,具体步骤为:将拖板底部槽和棱制作成“人”字型结构;制作两块钢板,用于拖板与链条连接,保证链条处于拖板中心线上;将拖板放在对中平台上进行对中,并将链条与拖板相连后放入炉内,将卷扬机通过钢丝绳与链条连接,进行拖炉工作;每拖过一段距离后改变钢丝绳与链条的连接位置,进行下一段拖炉过程,直到全部去除辊底式无氧化炉炉底辊结瘤。本发明高效、便捷,在不停炉的情况下去除炉
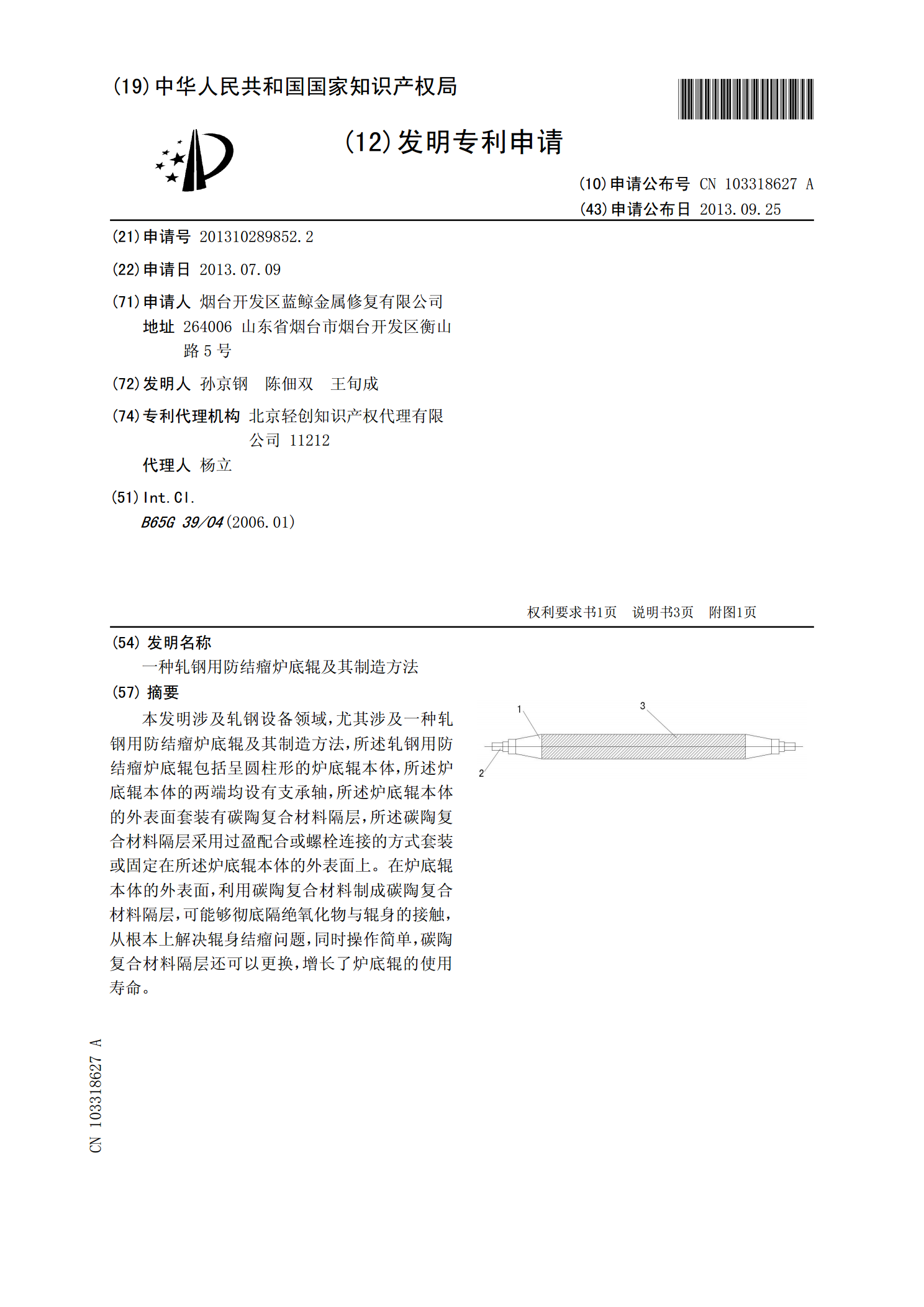
一种轧钢用防结瘤炉底辊及其制造方法.pdf
本发明涉及轧钢设备领域,尤其涉及一种轧钢用防结瘤炉底辊及其制造方法,所述轧钢用防结瘤炉底辊包括呈圆柱形的炉底辊本体,所述炉底辊本体的两端均设有支承轴,所述炉底辊本体的外表面套装有碳陶复合材料隔层,所述碳陶复合材料隔层采用过盈配合或螺栓连接的方式套装或固定在所述炉底辊本体的外表面上。在炉底辊本体的外表面,利用碳陶复合材料制成碳陶复合材料隔层,可能够彻底隔绝氧化物与辊身的接触,从根本上解决辊身结瘤问题,同时操作简单,碳陶复合材料隔层还可以更换,增长了炉底辊的使用寿命。
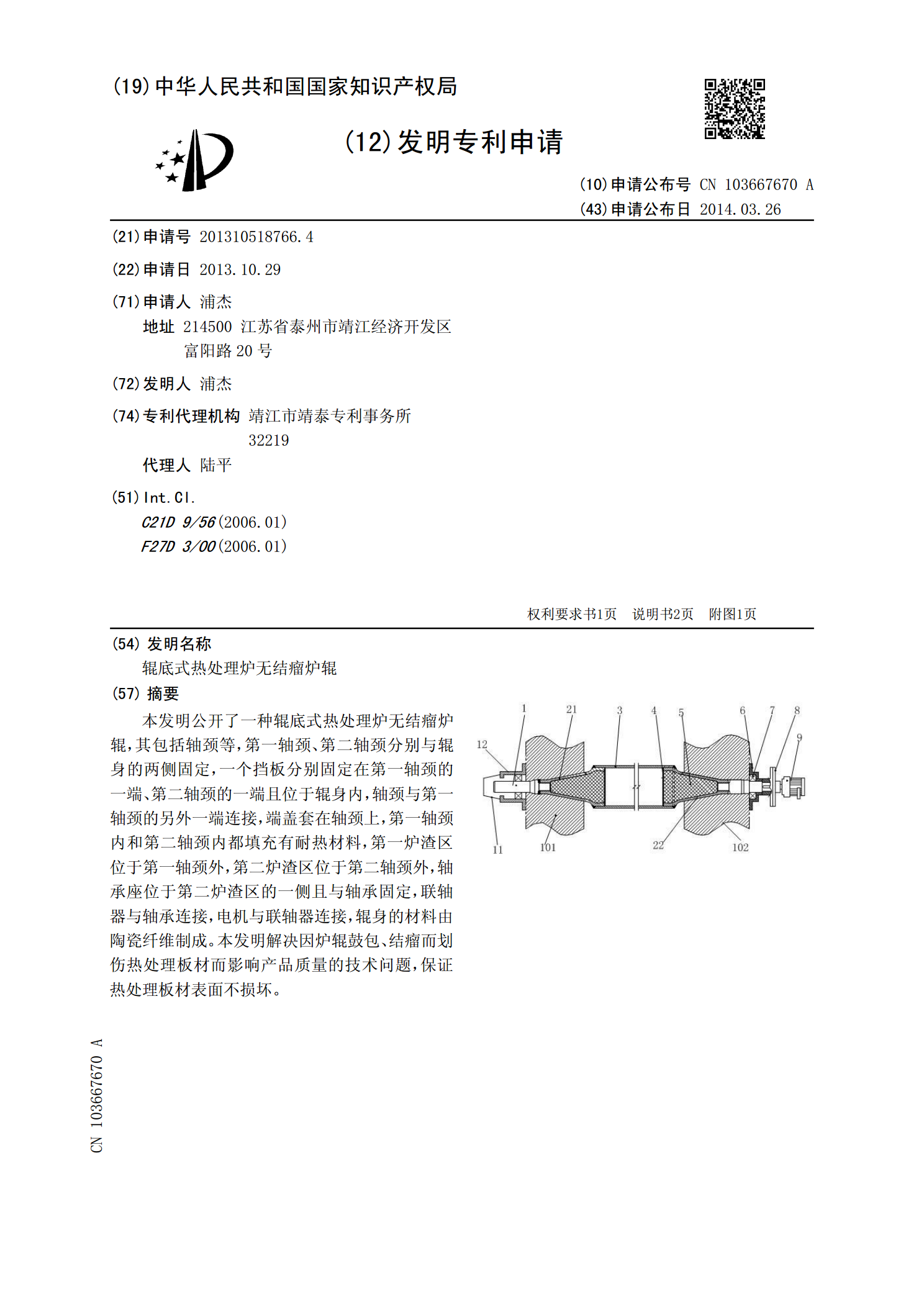
辊底式热处理炉无结瘤炉辊.pdf
本发明公开了一种辊底式热处理炉无结瘤炉辊,其包括轴颈等,第一轴颈、第二轴颈分别与辊身的两侧固定,一个挡板分别固定在第一轴颈的一端、第二轴颈的一端且位于辊身内,轴颈与第一轴颈的另外一端连接,端盖套在轴颈上,第一轴颈内和第二轴颈内都填充有耐热材料,第一炉渣区位于第一轴颈外,第二炉渣区位于第二轴颈外,轴承座位于第二炉渣区的一侧且与轴承固定,联轴器与轴承连接,电机与联轴器连接,辊身的材料由陶瓷纤维制成。本发明解决因炉辊鼓包、结瘤而划伤热处理板材而影响产品质量的技术问题,保证热处理板材表面不损坏。