
一种高强高韧Cr8冷作模具钢及其制备方法.pdf

映雁****魔王

1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强高韧Cr8冷作模具钢及其制备方法.pdf
本发明提供了一种高强高韧Cr8冷作模具钢及其制备方法。本发明提供的制备方法,先进行步骤A)电炉冶炼,具体包括a1)熔化→a2)氧化→a3)预还原→a4)出钢;再进行步骤B)LF炉精炼,具体包括b1)钢水入炉→b2)送电还原;然后进行步骤C)VD炉真空精炼、步骤D)锻造、步骤E)球化退火,最终得到高强高韧Cr8冷作模具钢。本发明按照上述顺序依次进行,使所得产品具有热处理高硬度和无缺口抗冲击性,且降低非金属夹杂物、提高组织均匀性和共晶碳化物均匀度,且探伤合格。
高强韧冷作模具钢及其制备方法.pdf
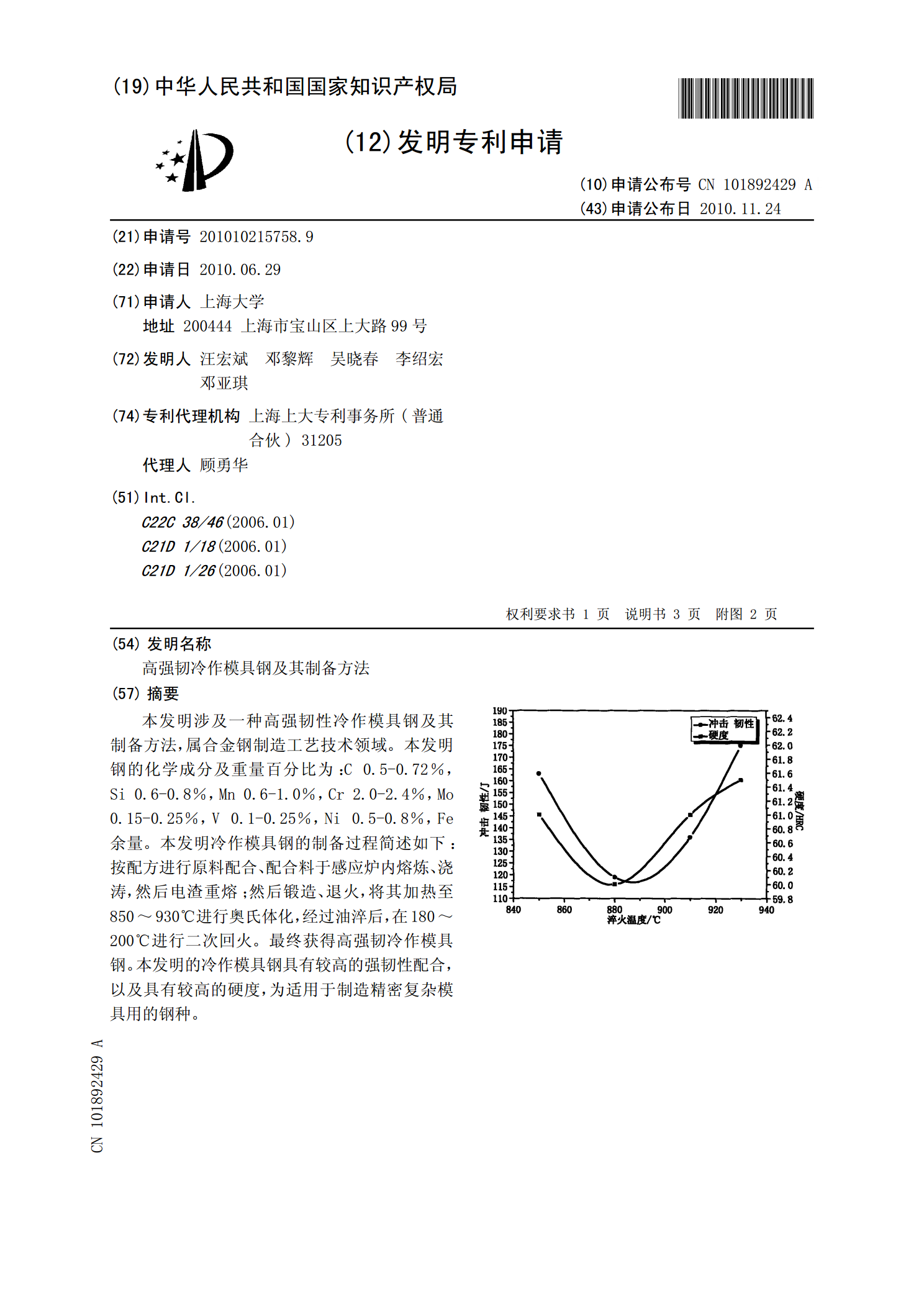
本发明涉及一种高强韧性冷作模具钢及其制备方法,属合金钢制造工艺技术领域。本发明钢的化学成分及重量百分比为:C?0.5-0.72%,Si?0.6-0.8%,Mn?0.6-1.0%,Cr?2.0-2.4%,Mo?0.15-0.25%,V?0.1-0.25%,Ni?0.5-0.8%,Fe余量。本发明冷作模具钢的制备过程简述如下:按配方进行原料配合、配合料于感应炉内熔炼、浇涛,然后电渣重熔;然后锻造、退火,将其加热至850~930℃进行奥氏体化,经过油淬后,在180~200℃进行二次回火。最终获得高强韧冷作模具钢
一种高强韧耐磨冷作模具钢及其制备方法.pdf
本发明涉及一种冷作模具钢,其质量百分比组成为:C:0.85-0.95%,Si:0.45-1.0%,Mn:0.20-0.40%,P<0.02%,S<0.02%,Cr:6.50-8.80%,Mo:1.20-1.30%,V:0.20-0.30%,余量为Fe及不可避免的杂质。上述钢的制造方法包括:按照上述成分配比,经感应炉熔炼,浇铸钢锭,电渣重熔后,液体金属经过渣池的渣层下落至下面的水冷结晶器中,再重新凝固成钢锭;将上述钢锭加热至1190-1230℃并保温2-4小时后进行锻造,其中始锻温度为1020-1100℃,

一种冷作模具钢Cr8及其生产方法.pdf
本发明涉及一种冷作模具钢Cr8及其生产方法,所述冷作模具钢Cr8,其化学成分按照重量百分比配比如下:C:1.10~1.20%,Mn:0.30~0.60%,Si≤0.40%,P≤0.030%,S≤0.030%,Cr:7.00~8.00%,Cu≤0.25%,余量为铁。冷作模具钢Cr8的生产方法,按以下步骤进行:1)在中频炉中进行初步熔炼;2)出钢;3)在精炼炉中进行精炼,然后上连铸机;4)加热、轧制与热处理。本发明所述的冷作模具钢Cr8具有高硬度、高耐磨性、高淬透性和较好韧性的优点,能够避免由于韧性差导致脆裂
一种高强高韧圆钢及其制备方法与应用.pdf
本发明公开了一种高强高韧长寿命凿岩钎杆用圆钢,该圆钢采用C‑Mn‑Si‑Cr‑Mo‑V的合金设计,包括:0.10‑0.18wt%的C、0.8‑1.2wt%的Si、1.8‑2.3wt%的Mn、0.1‑0.3wt%的Mo、0.2‑0.9wt%的Cr、0.02‑0.15wt%的V和0‑0.04wt%的Ti,余量为Fe,该圆钢采用带有电磁搅拌的电弧炉精炼,钢包炉精炼和循环脱气精炼之后,经铸造、开坯、轧制成圆钢,采用该圆钢生产的凿岩钎杆经过热处理之后,抗拉强度可达到1280MPa以上,冲击韧性AKV达到90J,凿岩