
集约化热卷连续热处理的全气雾式、雾水混合式冷却装置.pdf

贤惠****66


1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
集约化热卷连续热处理的全气雾式、雾水混合式冷却装置.pdf
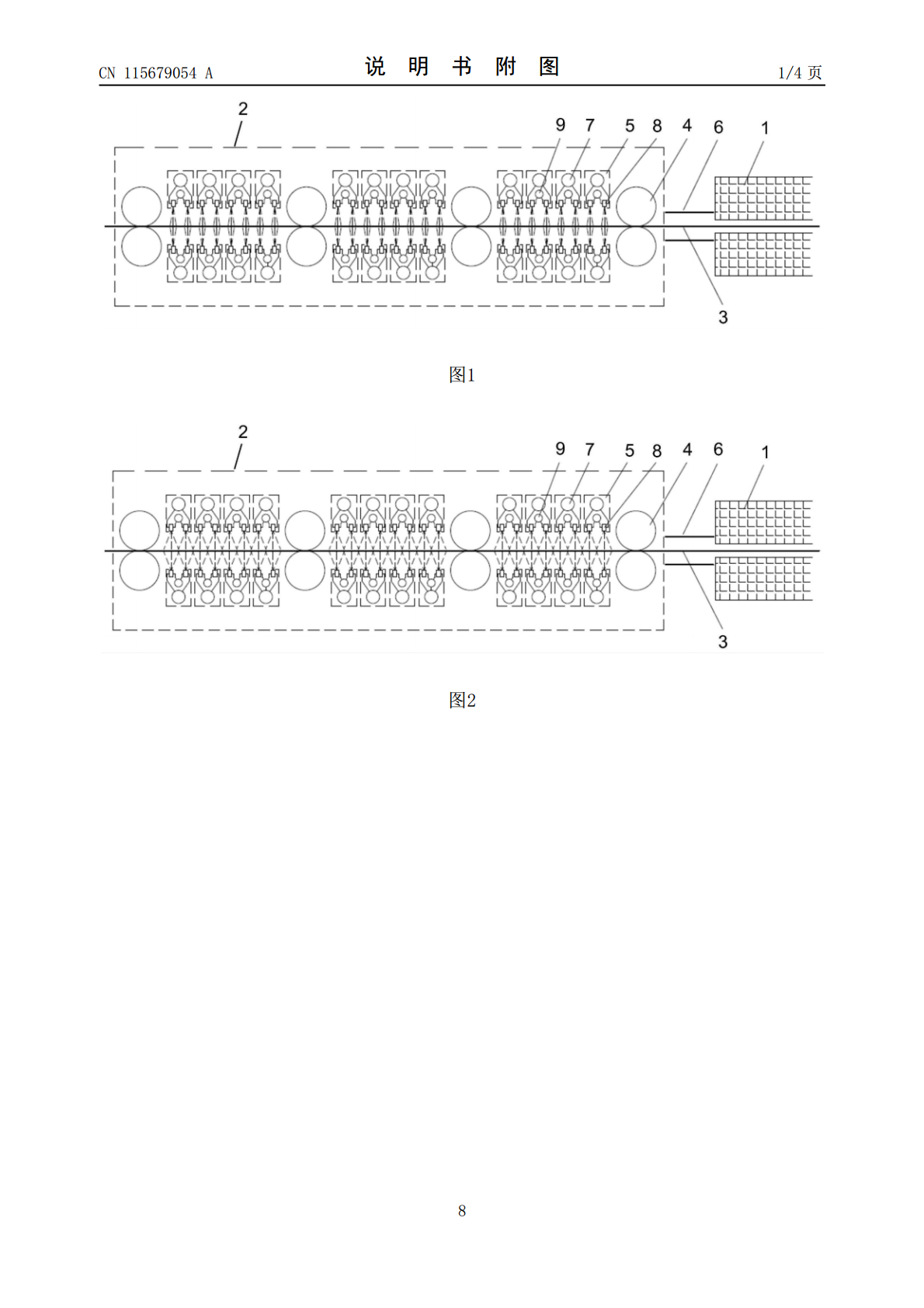
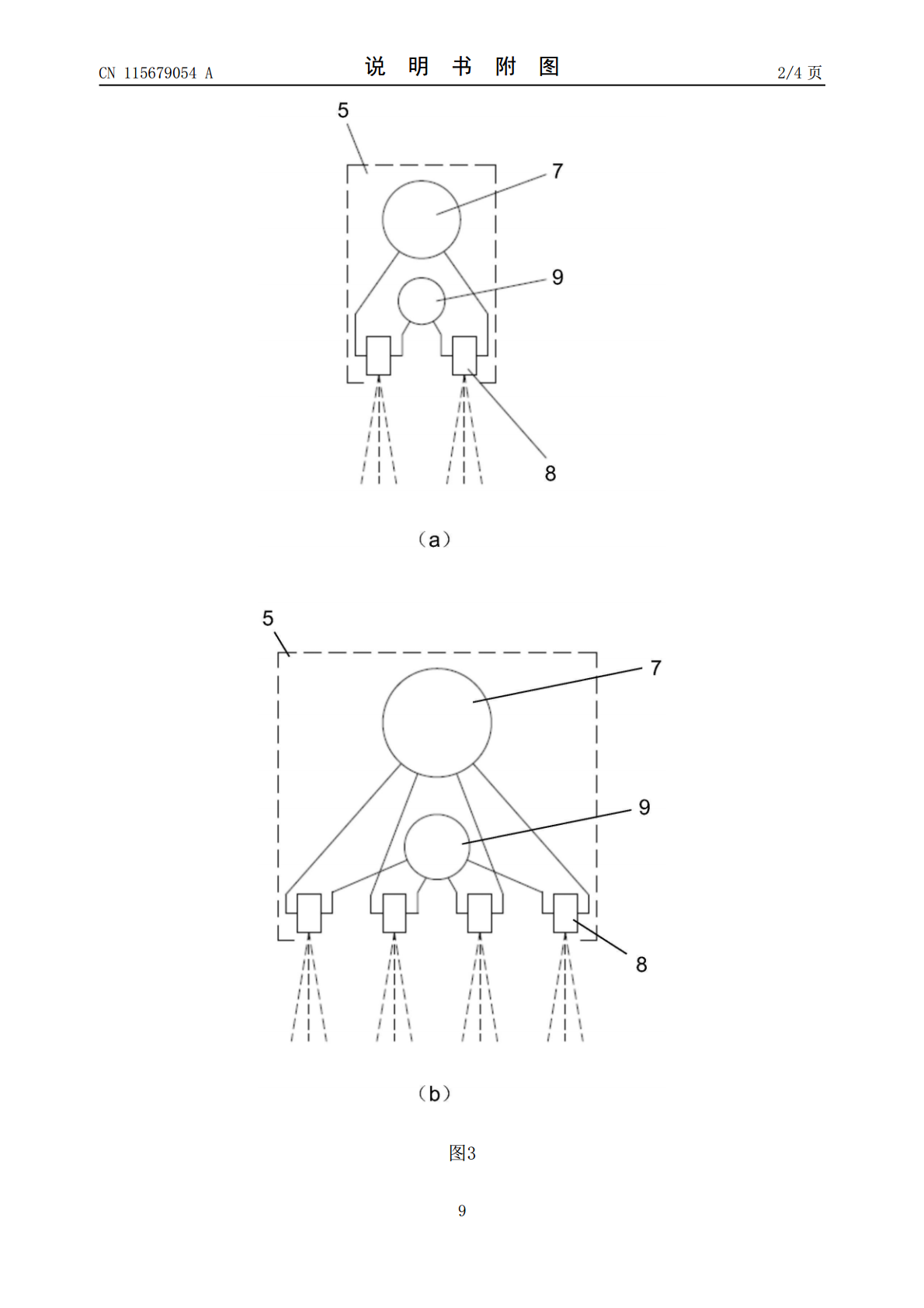
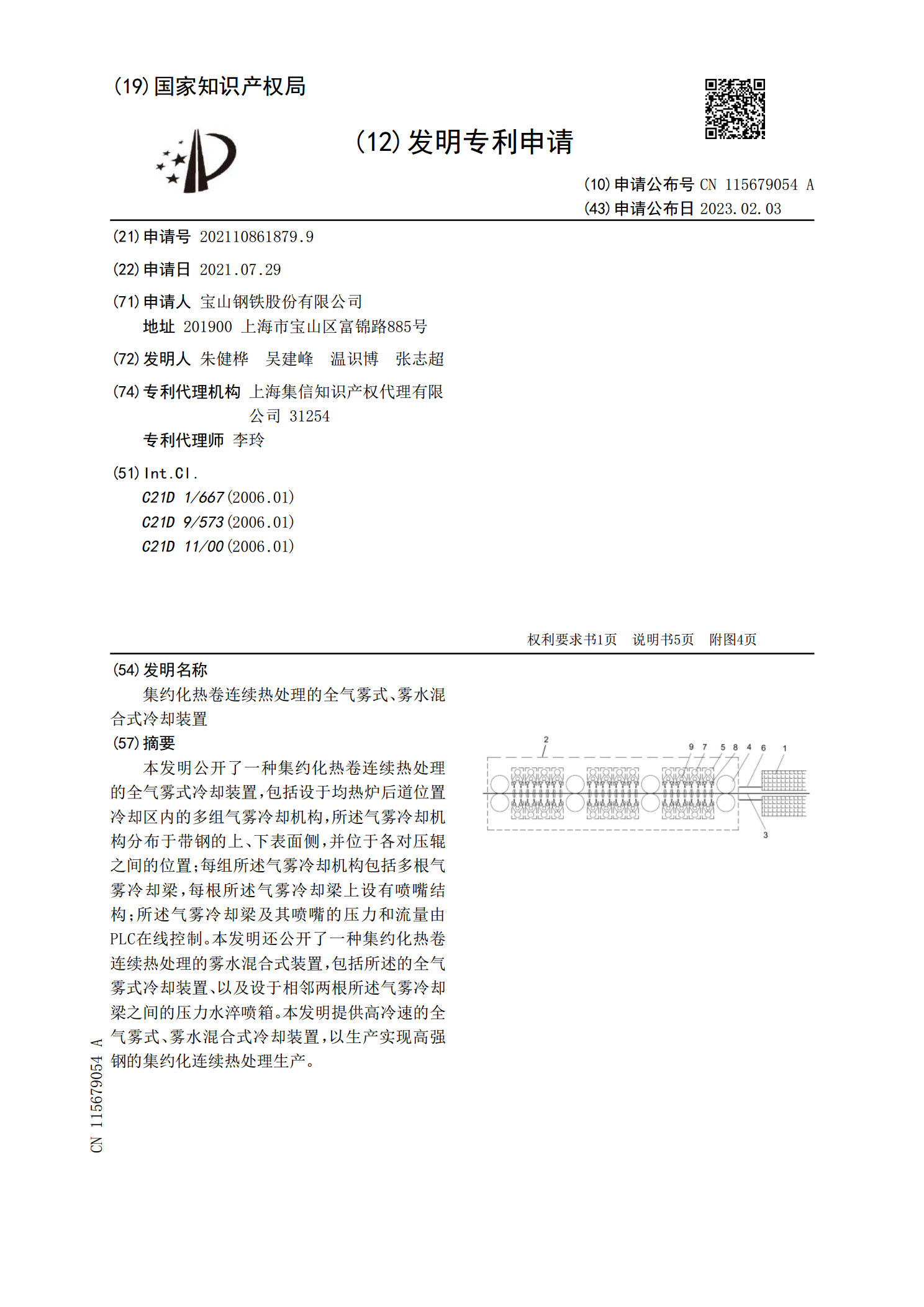
本发明公开了一种集约化热卷连续热处理的全气雾式冷却装置,包括设于均热炉后道位置冷却区内的多组气雾冷却机构,所述气雾冷却机构分布于带钢的上、下表面侧,并位于各对压辊之间的位置;每组所述气雾冷却机构包括多根气雾冷却梁,每根所述气雾冷却梁上设有喷嘴结构;所述气雾冷却梁及其喷嘴的压力和流量由PLC在线控制。本发明还公开了一种集约化热卷连续热处理的雾水混合式装置,包括所述的全气雾式冷却装置、以及设于相邻两根所述气雾冷却梁之间的压力水淬喷箱。本发明提供高冷速的全气雾式、雾水混合式冷却装置,以生产实现高强钢的集约化连续
一种集约化热卷连续热处理的淬火冷却均匀性控制方法.pdf
本发明提供了一种集约化热卷连续热处理的淬火冷却均匀性控制方法,包括如下步骤:(1)、以设置的多组压辊为分隔点,将冷却区划分为多段,以相邻两组压辊间区域为一段,带钢在进入冷却区后,所经由的各段冷却区的张力控制在5~35MPa;(2)、每一段冷却区的带钢上下位都设置了用于施放冷却介质的喷洒设施;沿带钢宽度方向,将带钢表面划分为3?7个分区,以中间的一个分区为中区,其它分区为边区,各分区的气水比为2:6~6:2,边中分区流量比为0.8:1~0.2:1.5;相应喷洒设施所提供的带钢上下表流量比为1:2~2:1。
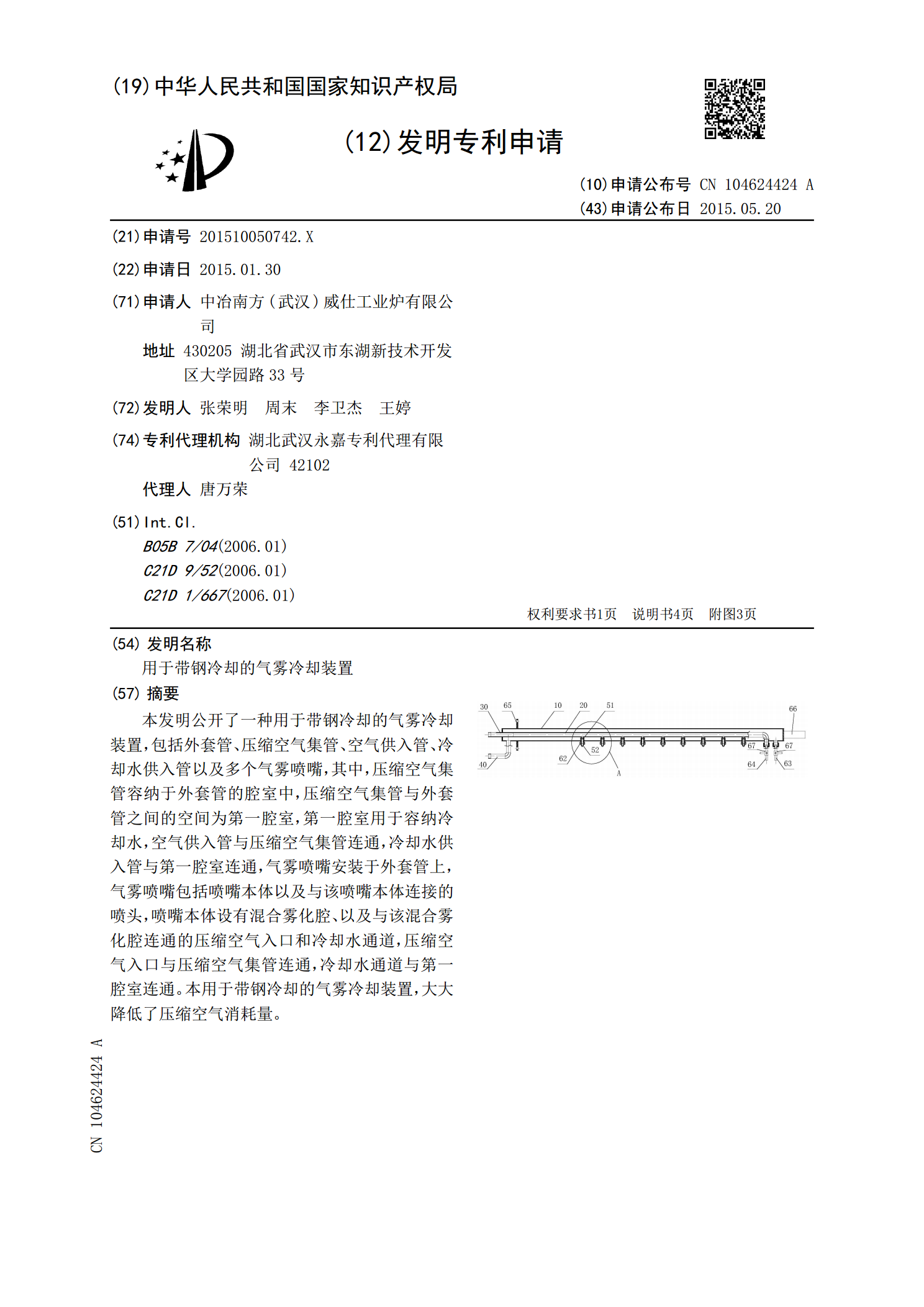
用于带钢冷却的气雾冷却装置.pdf
本发明公开了一种用于带钢冷却的气雾冷却装置,包括外套管、压缩空气集管、空气供入管、冷却水供入管以及多个气雾喷嘴,其中,压缩空气集管容纳于外套管的腔室中,压缩空气集管与外套管之间的空间为第一腔室,第一腔室用于容纳冷却水,空气供入管与压缩空气集管连通,冷却水供入管与第一腔室连通,气雾喷嘴安装于外套管上,气雾喷嘴包括喷嘴本体以及与该喷嘴本体连接的喷头,喷嘴本体设有混合雾化腔、以及与该混合雾化腔连通的压缩空气入口和冷却水通道,压缩空气入口与压缩空气集管连通,冷却水通道与第一腔室连通。本用于带钢冷却的气雾冷却装置,

气雾式在线加速冷却装置在中厚板轧机上的应用.docx
气雾式在线加速冷却装置在中厚板轧机上的应用气雾式在线加速冷却装置在中厚板轧机上的应用摘要:本论文主要研究了气雾式在线加速冷却装置在中厚板轧机上的应用。通过研究气雾式在线加速冷却装置的工作原理和技术特点,探讨了该装置在中厚板轧机冷却过程中的应用效果。实验结果表明,气雾式在线加速冷却装置可以有效降低中厚板的温度,提高轧机的生产效率和产品质量。关键词:气雾式在线加速冷却装置;中厚板轧机;应用效果引言中厚板轧机是制造中厚板的重要设备之一。由于轧制过程中产生大量热量,需要采取适当的冷却措施,以保证生产效率和产品质量
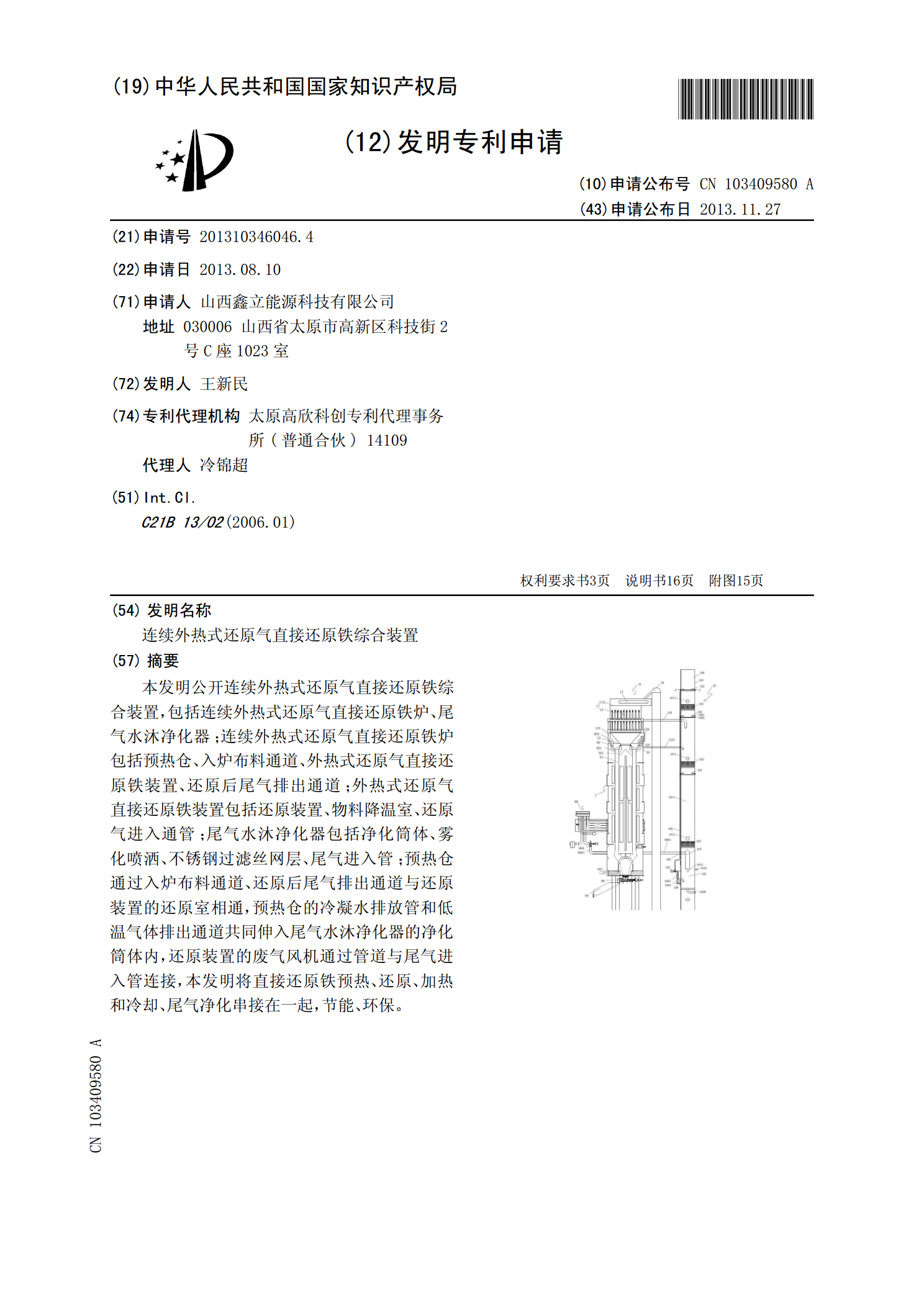
连续外热式还原气直接还原铁综合装置.pdf
本发明公开连续外热式还原气直接还原铁综合装置,包括连续外热式还原气直接还原铁炉、尾气水沐净化器;连续外热式还原气直接还原铁炉包括预热仓、入炉布料通道、外热式还原气直接还原铁装置、还原后尾气排出通道;外热式还原气直接还原铁装置包括还原装置、物料降温室、还原气进入通管;尾气水沐净化器包括净化筒体、雾化喷洒、不锈钢过滤丝网层、尾气进入管;预热仓通过入炉布料通道、还原后尾气排出通道与还原装置的还原室相通,预热仓的冷凝水排放管和低温气体排出通道共同伸入尾气水沐净化器的净化筒体内,还原装置的废气风机通过管道与尾气进入