
一种真空冶炼炉炉体装置及其打结方法.pdf

是你****盟主

1/8
2/8
3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空冶炼炉炉体装置及其打结方法.pdf
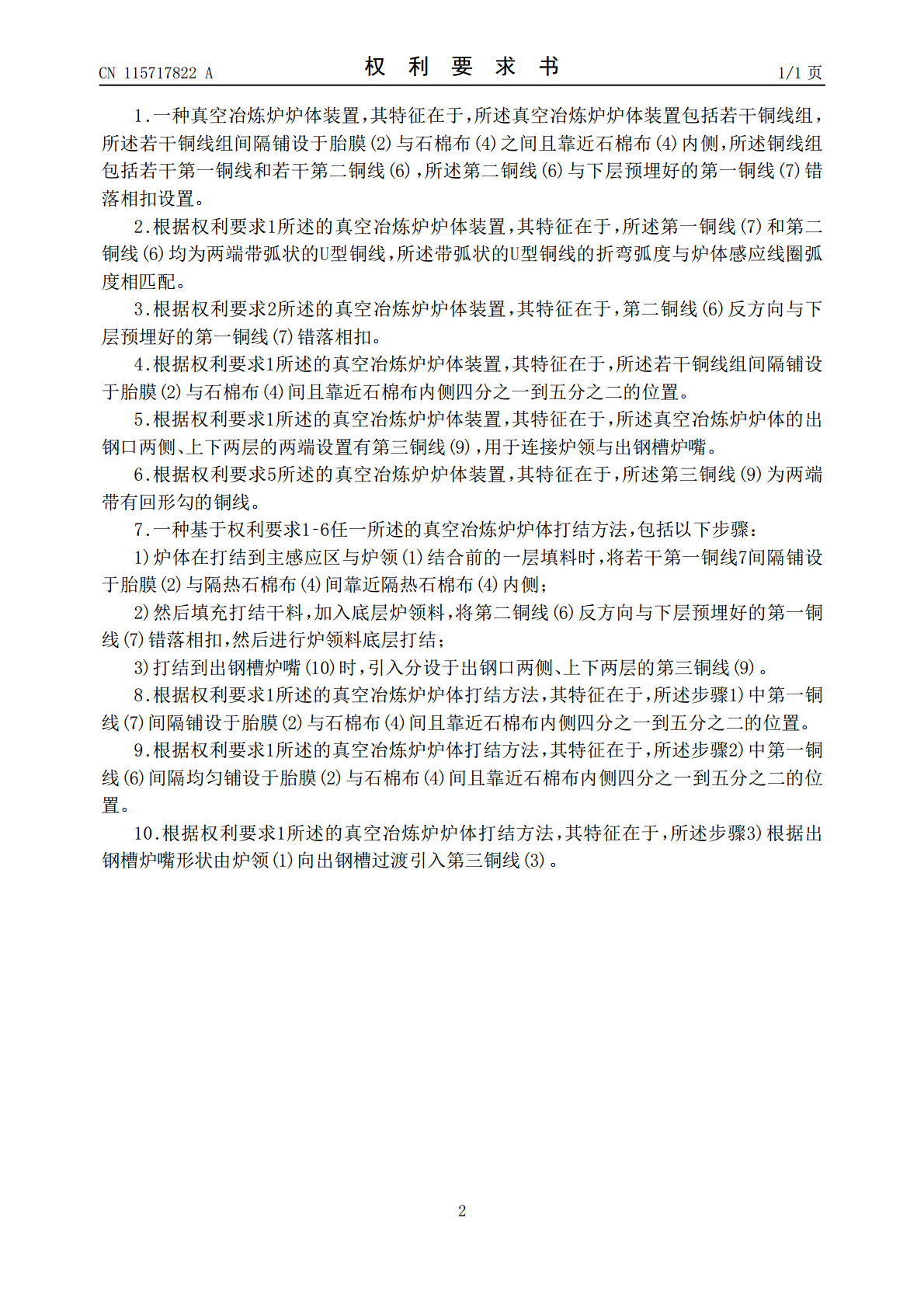
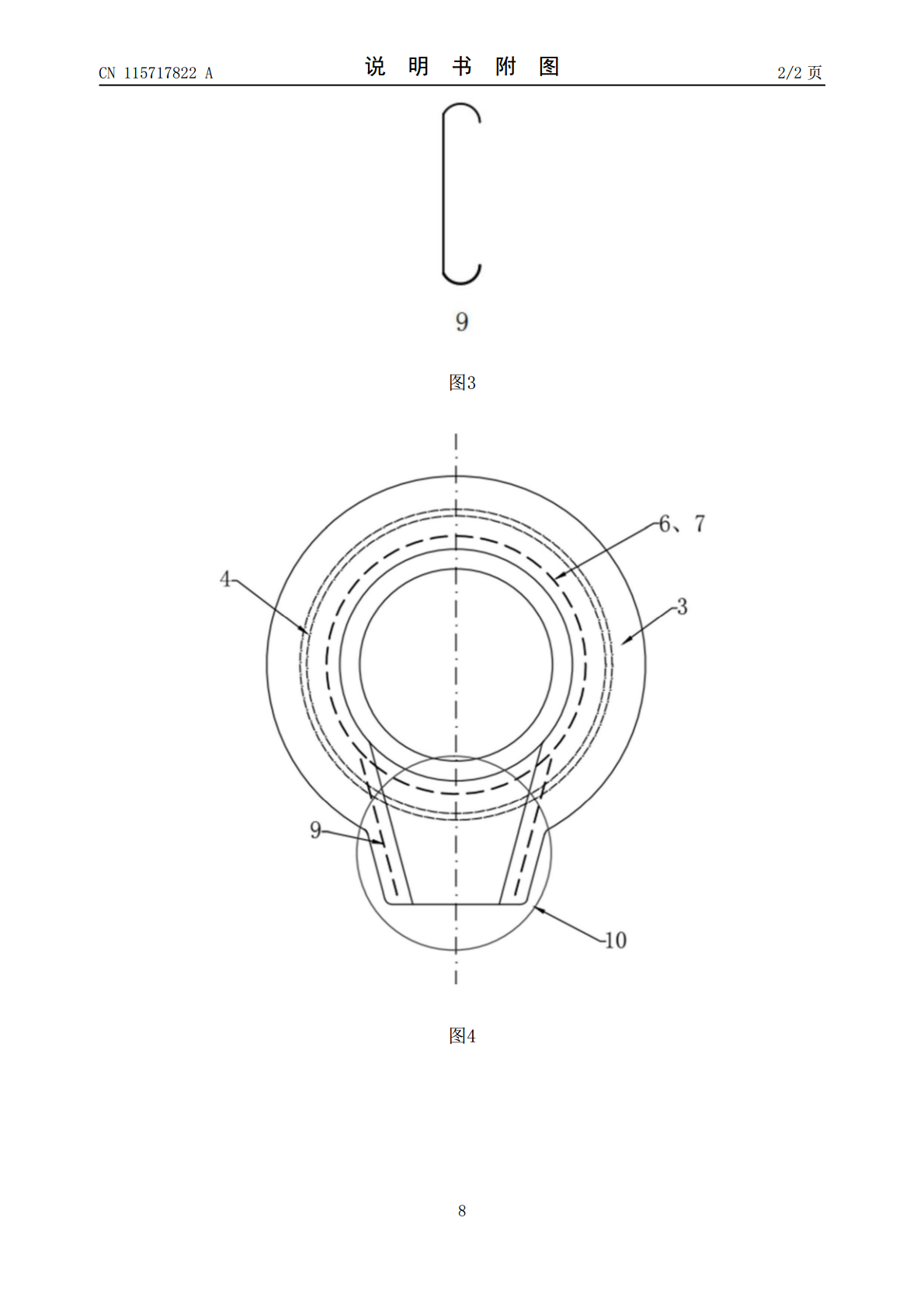
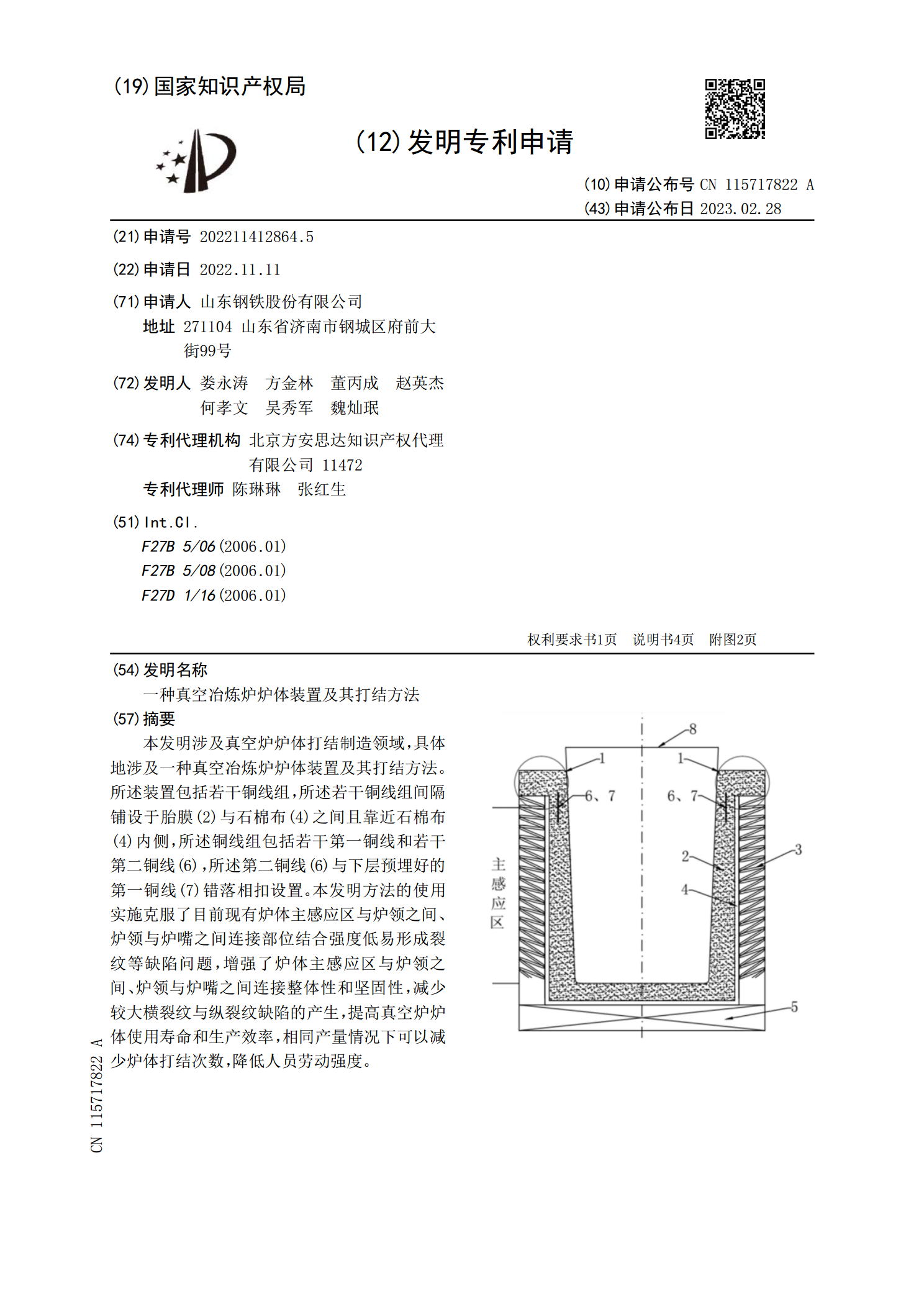
本发明涉及真空炉炉体打结制造领域,具体地涉及一种真空冶炼炉炉体装置及其打结方法。所述装置包括若干铜线组,所述若干铜线组间隔铺设于胎膜(2)与石棉布(4)之间且靠近石棉布(4)内侧,所述铜线组包括若干第一铜线和若干第二铜线(6),所述第二铜线(6)与下层预埋好的第一铜线(7)错落相扣设置。本发明方法的使用实施克服了目前现有炉体主感应区与炉领之间、炉领与炉嘴之间连接部位结合强度低易形成裂纹等缺陷问题,增强了炉体主感应区与炉领之间、炉领与炉嘴之间连接整体性和坚固性,减少较大横裂纹与纵裂纹缺陷的产生,提高真空炉炉
一种坩埚炉体打结模具及其打结脱模方法.pdf
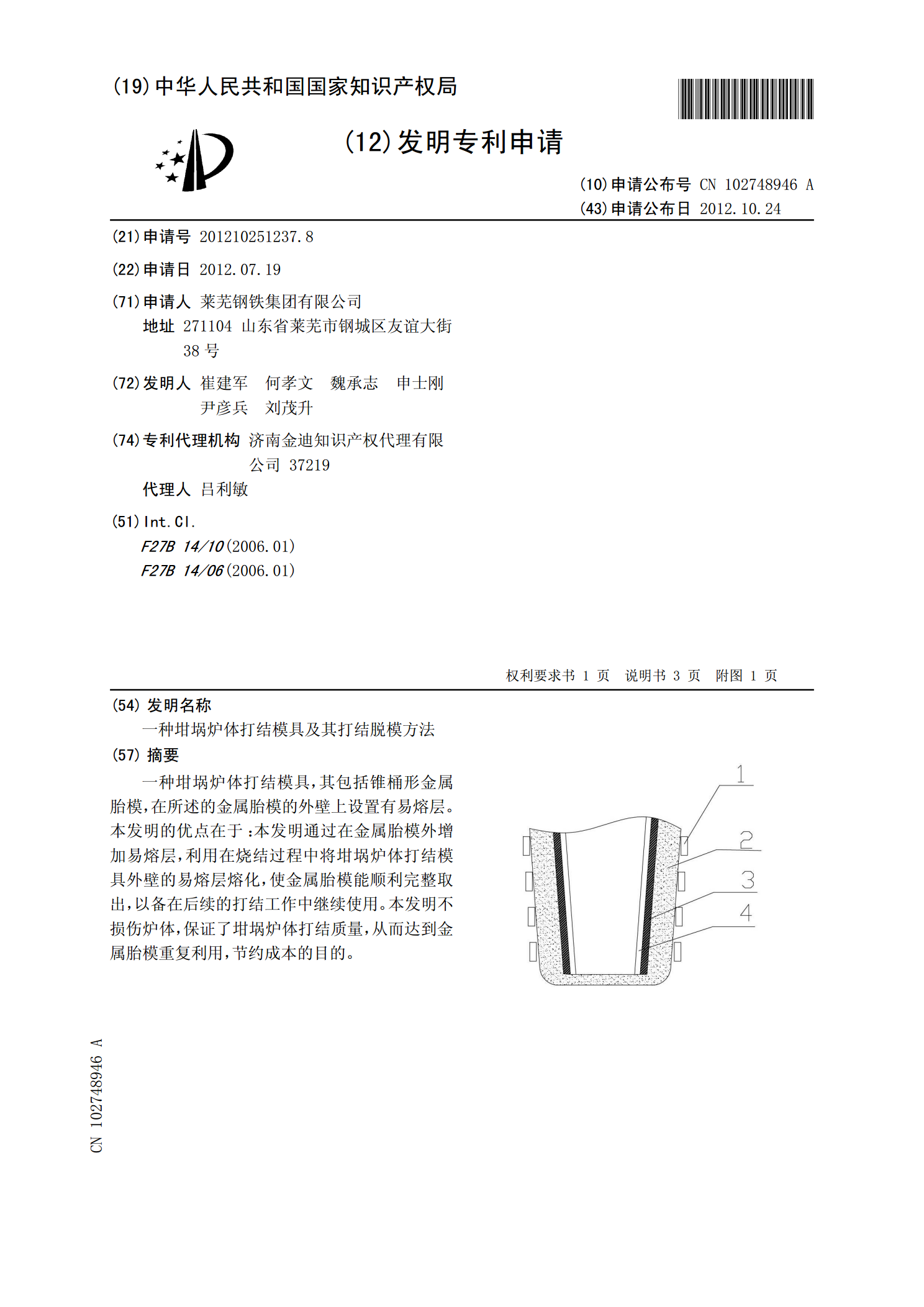
一种坩埚炉体打结模具,其包括锥桶形金属胎模,在所述的金属胎模的外壁上设置有易熔层。本发明的优点在于:本发明通过在金属胎模外增加易熔层,利用在烧结过程中将坩埚炉体打结模具外壁的易熔层熔化,使金属胎模能顺利完整取出,以备在后续的打结工作中继续使用。本发明不损伤炉体,保证了坩埚炉体打结质量,从而达到金属胎模重复利用,节约成本的目的。

一种用于投放炉体打结料的装置.pdf
本发明提供了一种用于投放炉体打结料的装置,属于合金生产技术领域,包括固定平台,还包括第一料仓以及旋转布料管。第一料仓固定于固定平台上,第一料仓的上端设有第一投料口,料仓的下端设有第一出料管道;旋转布料管一端可转动地连接在第一出料管道上,另一端设有倾斜出料口,旋转布料管具有旋转的自由度,将从第一料管道流出的炉体打结料旋转布在模具和炉壳之间的环形空腔内。本发明工作时通过第一投料口将炉体打结料放入第一料仓,然后炉体打结料从第一出料管道进入旋转布料管,最后炉体打结料从出料口流出,旋转的分布进入到模具和炉壳之间的环

一种用于真空脱气冶炼炉的真空系统及其控制方法.pdf
本发明涉及一种用于真空脱气冶炼炉的真空系统,包括冶炼炉,所述冶炼炉通过真空主管与蒸汽增压泵连接,所述蒸汽增压泵与中央冷凝器连接,其特征在于所述真空系统还包括与真空主管连接的真空沉降罐,与真空沉降罐连接的罗茨机械真空泵,所述罗茨机械真空泵与牵引螺杆式真空泵相连,所述罗茨机械真空泵与第一中央冷凝器连接,所述真空沉降罐与蒸汽增压泵通过一切换机构与冶炼炉连接。本发明是在原有多级蒸汽喷射泵工艺系统中,在真空系统入口设置了一个旁路,利用机械真空泵替代原先前三级的蒸汽喷射泵,优化了工艺系统,使其系统运行时降低能源、提高

一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法.pdf
本发明一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法,它包括第一炉体和第二炉体,该第一炉体的宽度大于第二炉体宽度,两者之间通过多个定位辅助装置和固定装置拼合加长密封,所述辅助装置安装在第二炉体的底部支撑第二炉体,该装置包括活动支座,千斤顶,小坦克,垫板,斜铁,千斤顶的下方安装有小坦克,活动支架安装在第二炉体的底部,下方垫有垫板,在垫板的一侧布置有斜铁,千斤顶顶住活动支架将两个炉体的轴线基本重合,在通过上方布置的固定装置进行固定拼合。