
一种提高K418高温合金和42CrMo钢摩擦焊焊接接头强度的方法.pdf

骊英****bb

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提高K418高温合金和42CrMo钢摩擦焊焊接接头强度的方法.pdf
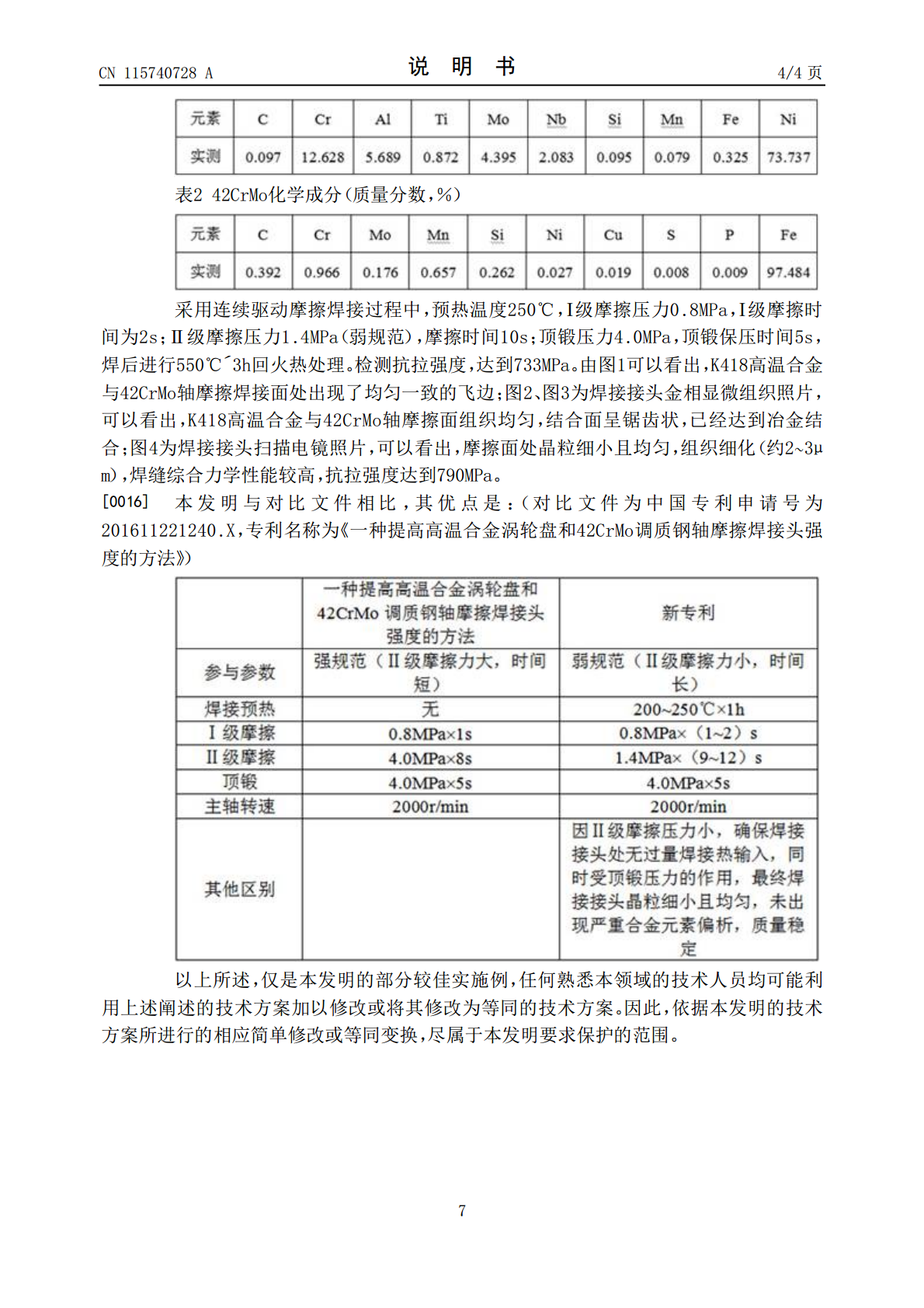
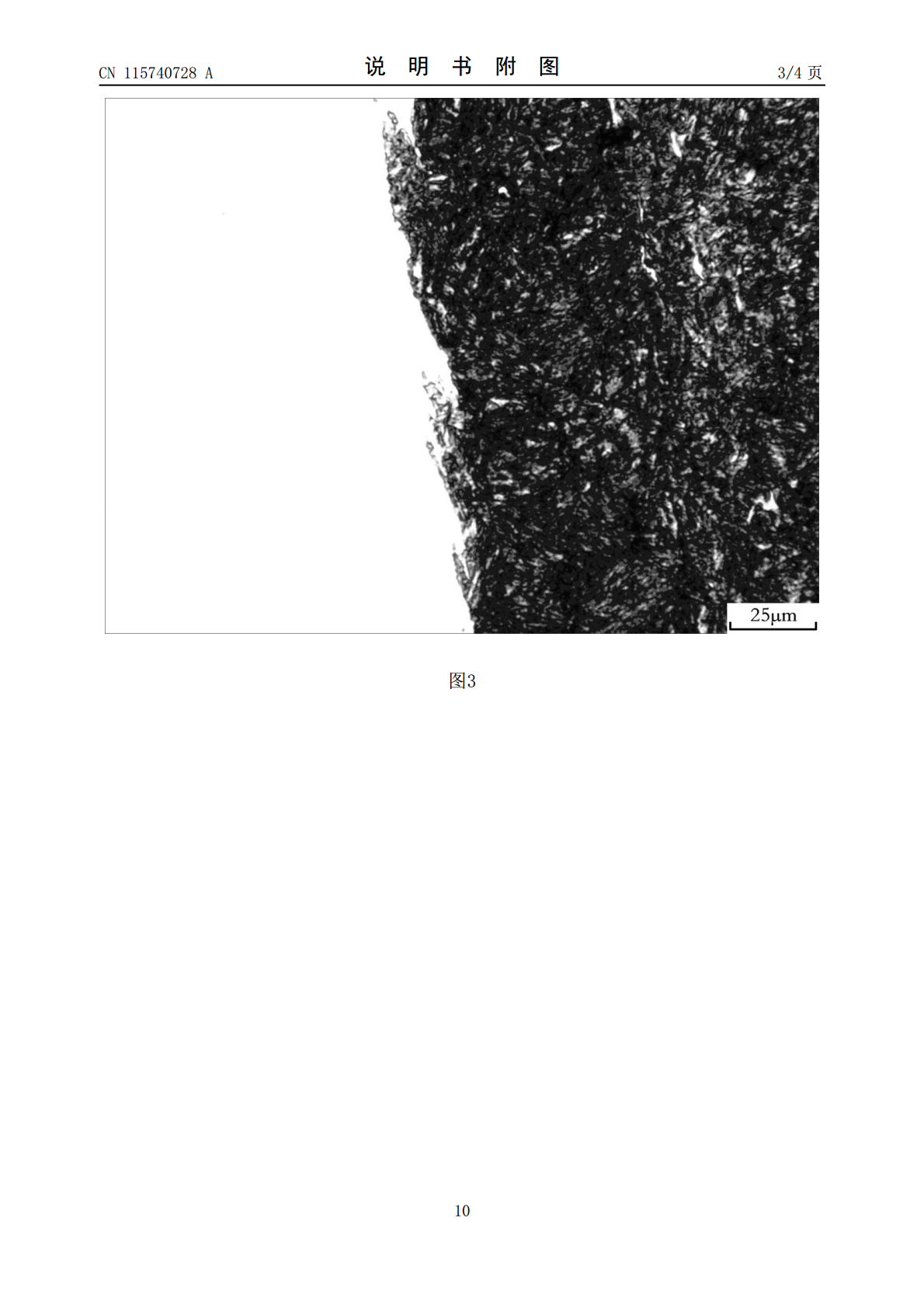
本发明涉及一种提高K418高温合金和42CrMo钢摩擦焊焊接接头强度的方法。该方法在焊接前使用小型加热炉对工件进行预热,预热参数为200~250℃×1h,在K418高温合金一侧设置长度3~5mm的回转凸台作为焊接接触面,通过“Ⅰ级摩擦+Ⅱ级摩擦+顶锻”连续驱动摩擦焊方式使K418高温合金与42CrMo钢形成冶金结合;焊接完成后,对焊接件进行550℃×3h的回火热处理。有益效果是:本发明能够使焊接接头的室温拉伸强度由现有技术的600MPa左右提高到750MPa以上;能够高效、稳定地获得高强度的K418高温合

一种提高高温合金涡轮盘和42CrMo调质钢轴摩擦焊接头强度的方法.pdf
本发明公开一种提高高温合金涡轮盘和42CrMo调质钢轴摩擦焊接头强度的方法,属于汽车发动机零部件焊接技术领域。该方法首先在高温合金涡轮盘一侧设置长度3~5mm的回转凸台作为焊接接触面,连续驱动摩擦焊,使高温合金涡轮盘与42CrMo调质钢轴形成冶金结合;焊接完成后,对连接件进行3个小时550℃的回火热处理。使用本发明方法能够使连接件接头的室温拉伸强度由现有技术的600MPa提高到820MPa,通过本发明方法能够稳定地获得高强度的K418/42CrMo异种金属的焊接接头,并应用到实际产品的生产过程中。

旋转摩擦焊接头焊合机理研究.docx
旋转摩擦焊接头焊合机理研究摩擦焊是一种高效、环境友好的焊接技术,被广泛应用于航空航天、汽车制造、能源和电子制造等领域。旋转摩擦焊是一种常见的摩擦焊接方法,其机理与传统的焊接方法有所不同。本文将以旋转摩擦焊接头焊合机理为研究主题,对相关内容进行探讨。一、研究背景和意义摩擦焊是利用材料之间产生的热量进行焊接的一种方法,相对于传统的熔化焊接方法,摩擦焊接具有焊接速度快、能量消耗低、焊接强度高等优势。旋转摩擦焊是一种常见的摩擦焊接方法,通过将工件沿着轴线旋转并施加一定的轴向压力,使工件表面产生摩擦热,从而使工件材
一种提高GH4099焊接接头强度的扩散焊方法.pdf
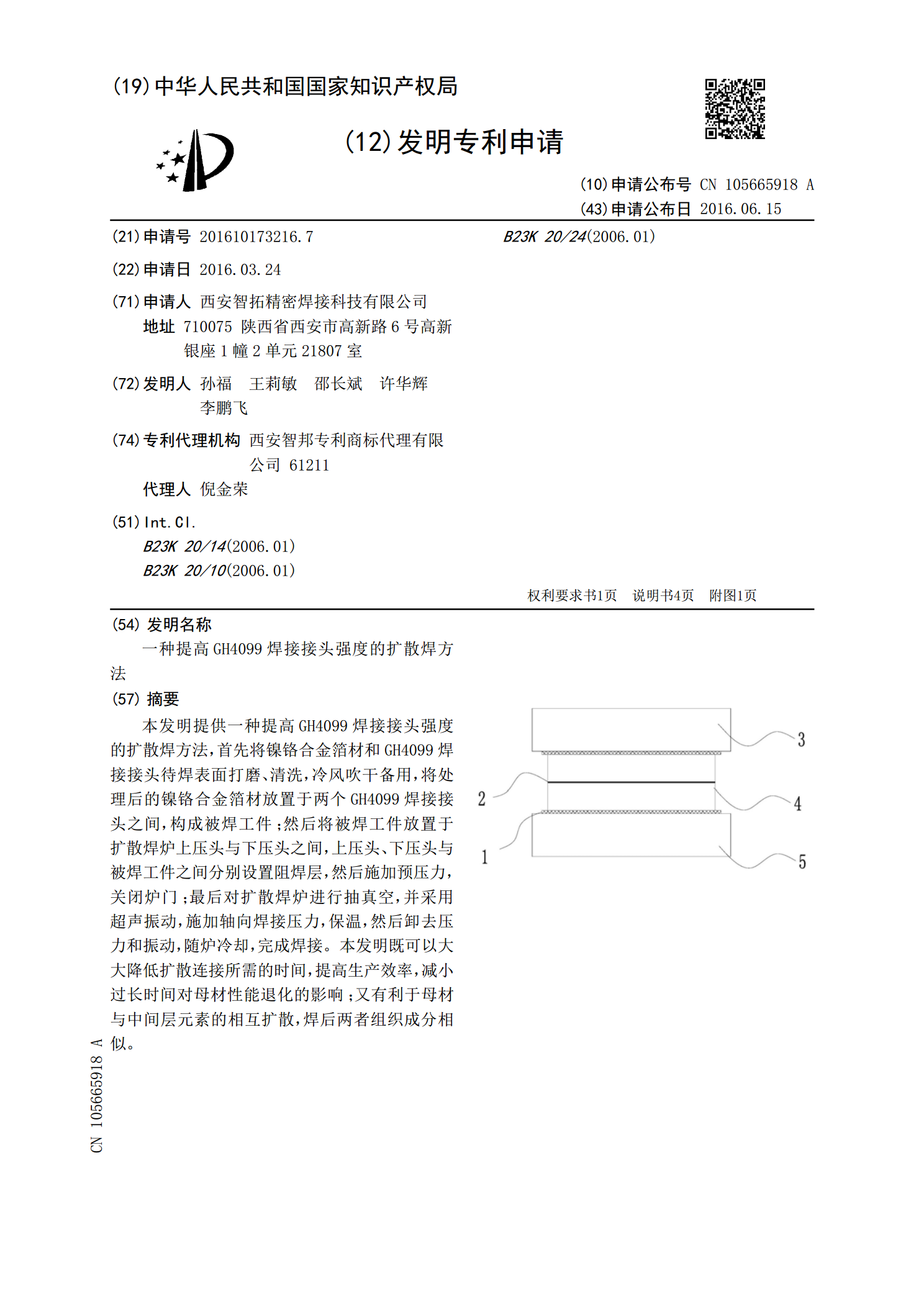
本发明提供一种提高GH4099焊接接头强度的扩散焊方法,首先将镍铬合金箔材和GH4099焊接接头待焊表面打磨、清洗,冷风吹干备用,将处理后的镍铬合金箔材放置于两个GH4099焊接接头之间,构成被焊工件;然后将被焊工件放置于扩散焊炉上压头与下压头之间,上压头、下压头与被焊工件之间分别设置阻焊层,然后施加预压力,关闭炉门;最后对扩散焊炉进行抽真空,并采用超声振动,施加轴向焊接压力,保温,然后卸去压力和振动,随炉冷却,完成焊接。本发明既可以大大降低扩散连接所需的时间,提高生产效率,减小过长时间对母材性能退化的影
Super304H奥氏体耐热钢摩擦焊焊接接头持久强度研究.pptx
汇报人:目录PARTONE耐热钢的应用领域Super304H奥氏体耐热钢的特性持久强度的研究意义PARTTWO摩擦焊焊接工艺焊接接头制备持久强度试验方法PARTTHREE焊接接头显微组织焊接接头力学性能持久强度试验结果结果分析PARTFOUR研究结论对Super304H奥氏体耐热钢应用的建议对未来研究的展望THANKYOU