
TC11与TC17异种钛合金线性摩擦焊接头断裂韧性的优化方法.pdf

念珊****写意

1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TC11与TC17异种钛合金线性摩擦焊接头断裂韧性的优化方法.pdf
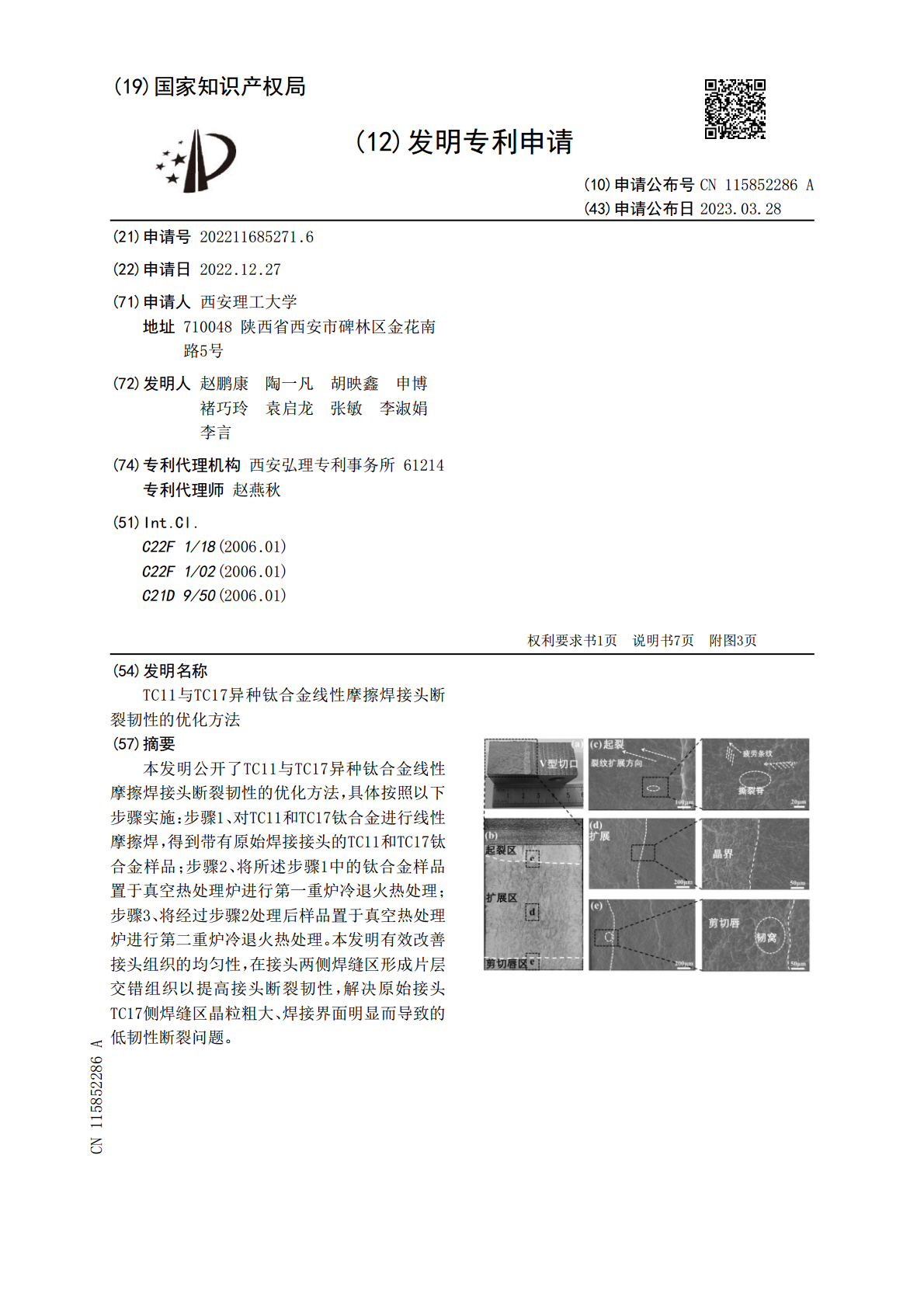
本发明公开了TC11与TC17异种钛合金线性摩擦焊接头断裂韧性的优化方法,具体按照以下步骤实施:步骤1、对TC11和TC17钛合金进行线性摩擦焊,得到带有原始焊接接头的TC11和TC17钛合金样品;步骤2、将所述步骤1中的钛合金样品置于真空热处理炉进行第一重炉冷退火热处理;步骤3、将经过步骤2处理后样品置于真空热处理炉进行第二重炉冷退火热处理。本发明有效改善接头组织的均匀性,在接头两侧焊缝区形成片层交错组织以提高接头断裂韧性,解决原始接头TC17侧焊缝区晶粒粗大、焊接界面明显而导致的低韧性断裂问题。

异态TC17钛合金线性摩擦焊接头微观组织与断裂韧性研究.docx
异态TC17钛合金线性摩擦焊接头微观组织与断裂韧性研究引言钛合金由于其优异的力学性能和热膨胀系数与生物组织相似而成为医疗器械、航空及航天等领域的重要材料之一。其中,TC17钛合金以其优异的力学性能、适中的密度和成本优势受到广泛关注。然而,钛合金之间的焊接难度较大,且常规焊接方法容易引入氧化等缺陷,影响接头的力学性能。线性摩擦焊接(linearfrictionwelding,LFW)作为一种高效、无缺陷的焊接方法。可有效提高TC17钛合金的焊接质量。但LFW焊接接头的本质机制及影响因素仍需进一步研究。本文旨

TC17钛合金惯性摩擦焊接头室温断裂韧性测试与分析.docx
TC17钛合金惯性摩擦焊接头室温断裂韧性测试与分析标题:TC17钛合金惯性摩擦焊接头室温断裂韧性测试与分析摘要:钛合金是一种理想的结构材料,具有高强度、优良的耐腐蚀性和轻质化的特点。而使用惯性摩擦焊(IFW)技术进行焊接可以避免氧化层形成,有效提高焊接质量。本研究旨在对TC17钛合金惯性摩擦焊接头在室温下的断裂韧性进行测试和分析。采用冲击试验法和拉伸试验法对焊接头进行断裂韧性测试,通过SEM观察断裂断口形貌,分析TC17钛合金惯性摩擦焊接头的力学性能和断裂机理,为该焊接技术的应用提供理论依据。关键词:钛合

钛合金线性摩擦焊接头腐蚀行为与优化方法研究.docx
钛合金线性摩擦焊接头腐蚀行为与优化方法研究钛合金是一种广泛应用于航空、航天、化工等高科技领域的材料,其在高温、腐蚀等极端环境下表现出良好的性能。然而,钛合金在焊接过程中容易发生腐蚀现象,降低了焊接接头的质量和性能。因此,研究钛合金线性摩擦焊接头的腐蚀行为及其优化方法具有重要意义。线性摩擦焊是一种比传统焊接方法更为先进、高效的焊接技术,它通过摩擦、塑性变形和固态扩散的相互作用,将金属板材焊接在一起。相较于传统的焊接方法,线性摩擦焊接具有低能耗、无污染、焊接过程简单等优点,因此越来越多地被用于钛合金的焊接。然

TC17钛合金线性摩擦焊接头组织及力学性能分析.docx
TC17钛合金线性摩擦焊接头组织及力学性能分析摘要钛合金是一种重要的结构材料,具有良好的力学性能和耐腐蚀性。而线性摩擦焊是一种实现钛合金焊接的有效方法。本论文通过对TC17钛合金线性摩擦焊接头的组织和力学性能进行分析,研究了摩擦焊对焊缝结构和性能的影响。引言钛合金因其优异的力学性能和耐腐蚀性被广泛应用于航空、航天和化工等领域。传统的钛合金焊接方法存在着固态熔化和热影响区等问题,使焊接接头的性能受到限制。而线性摩擦焊作为一种新兴的焊接技术,能够有效解决这些问题。方法本研究使用TC17钛合金材料进行了线性摩擦