
真空感应铸片炉的控制方法、装置、电子设备及存储介质.pdf

美丽****ka


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
真空感应铸片炉的控制方法、装置、电子设备及存储介质.pdf
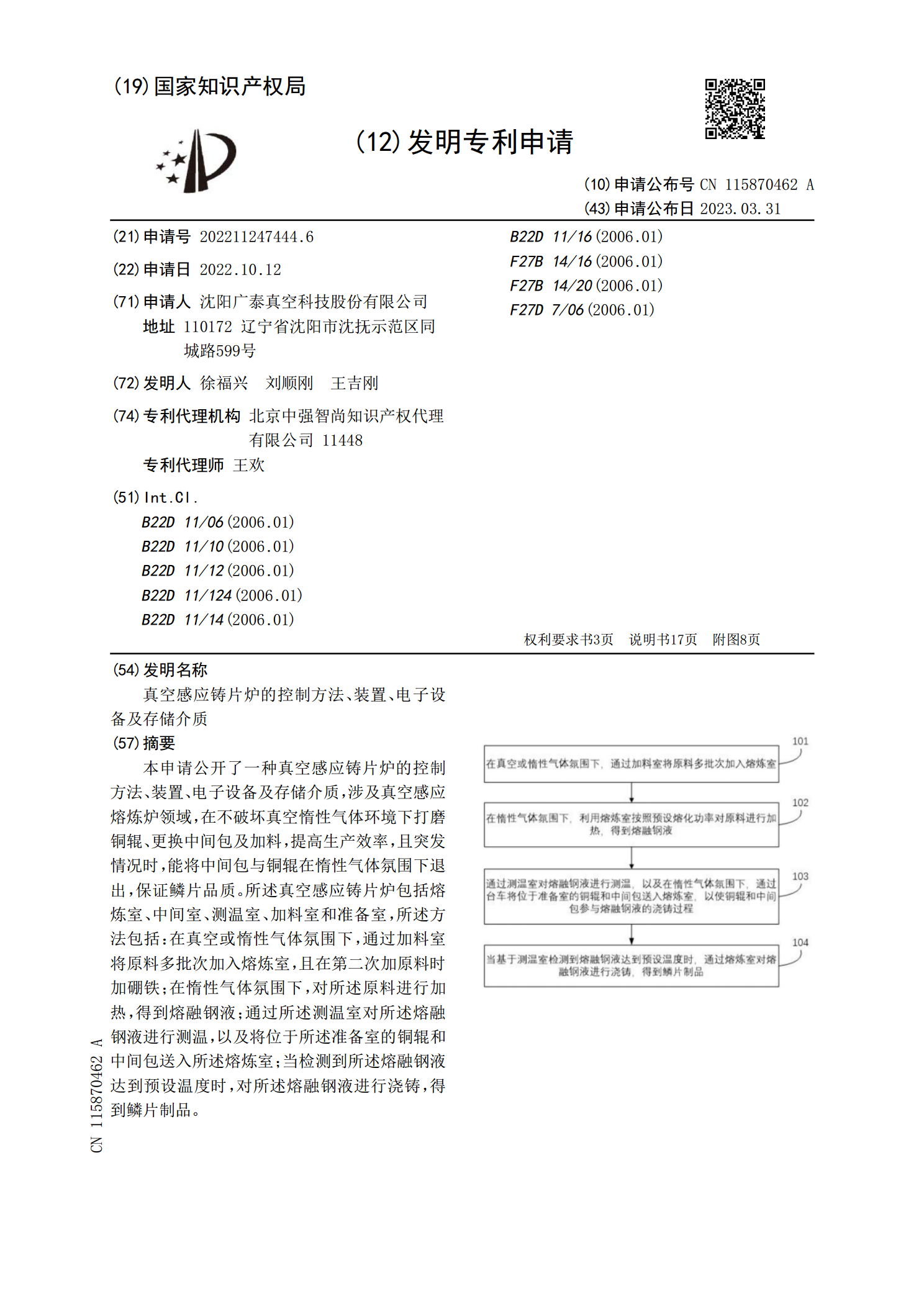
本申请公开了一种真空感应铸片炉的控制方法、装置、电子设备及存储介质,涉及真空感应熔炼炉领域,在不破坏真空惰性气体环境下打磨铜辊、更换中间包及加料,提高生产效率,且突发情况时,能将中间包与铜辊在惰性气体氛围下退出,保证鳞片品质。所述真空感应铸片炉包括熔炼室、中间室、测温室、加料室和准备室,所述方法包括:在真空或惰性气体氛围下,通过加料室将原料多批次加入熔炼室,且在第二次加原料时加硼铁;在惰性气体氛围下,对所述原料进行加热,得到熔融钢液;通过所述测温室对所述熔融钢液进行测温,以及将位于所述准备室的铜辊和中间包
连续真空感应熔炼铸片炉、合金铸片制造方法及合金铸片.pdf
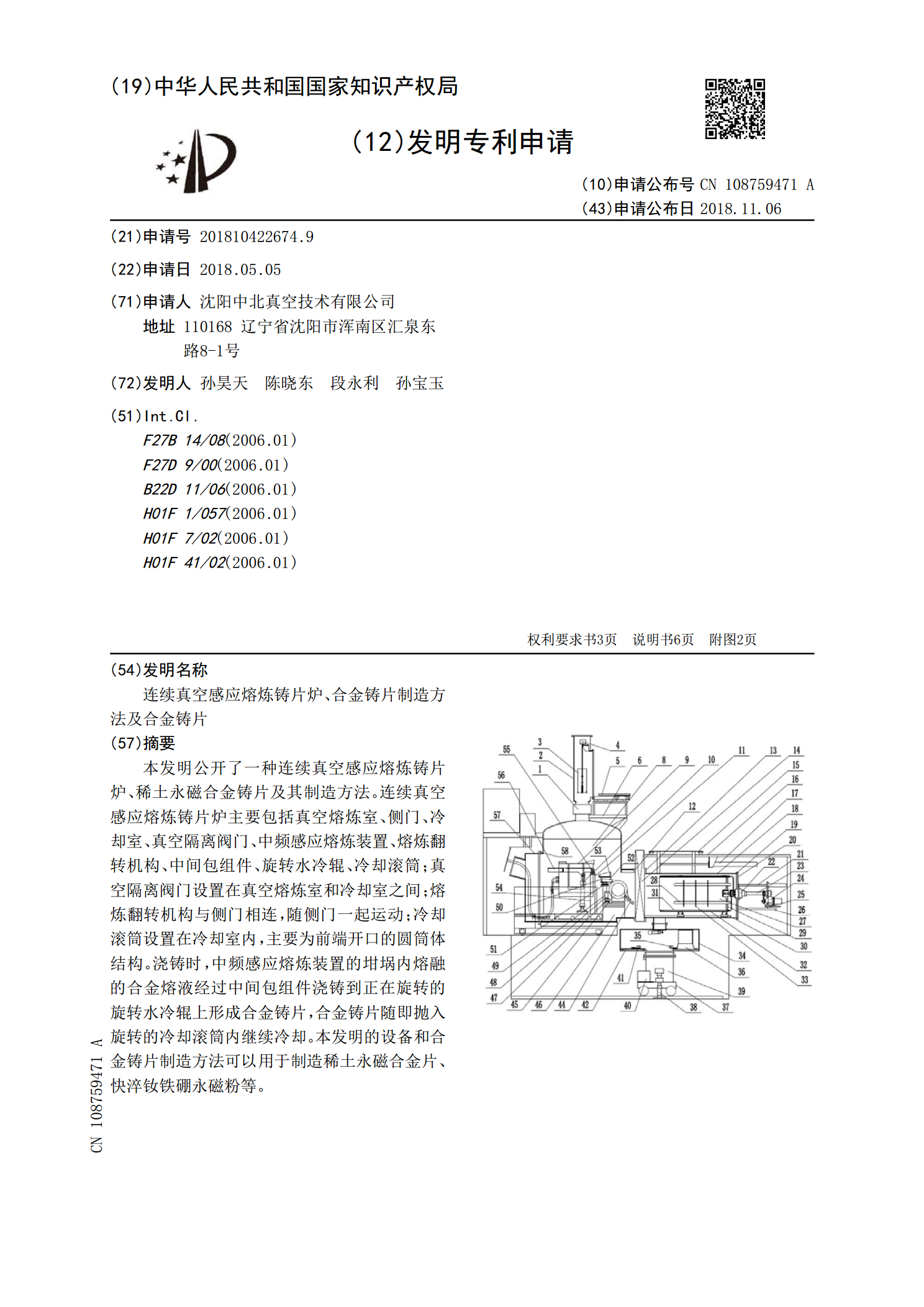
本发明公开了一种连续真空感应熔炼铸片炉、稀土永磁合金铸片及其制造方法。连续真空感应熔炼铸片炉主要包括真空熔炼室、侧门、冷却室、真空隔离阀门、中频感应熔炼装置、熔炼翻转机构、中间包组件、旋转水冷辊、冷却滚筒;真空隔离阀门设置在真空熔炼室和冷却室之间;熔炼翻转机构与侧门相连,随侧门一起运动;冷却滚筒设置在冷却室内,主要为前端开口的圆筒体结构。浇铸时,中频感应熔炼装置的坩埚内熔融的合金熔液经过中间包组件浇铸到正在旋转的旋转水冷辊上形成合金铸片,合金铸片随即抛入旋转的冷却滚筒内继续冷却。本发明的设备和合金铸片制造
一种真空感应熔炼铸片炉、合金铸片制造方法及合金铸片.pdf
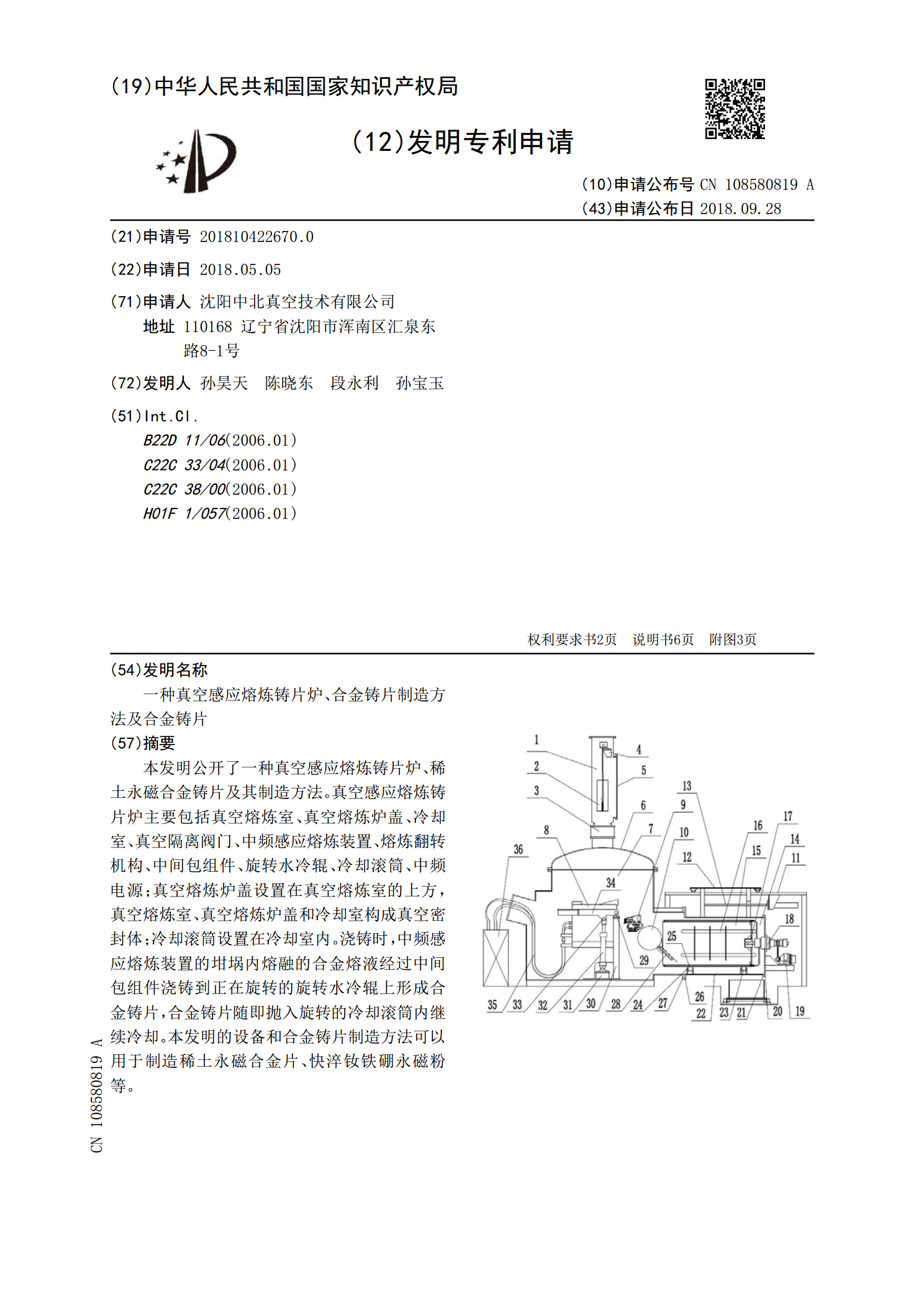
本发明公开了一种真空感应熔炼铸片炉、稀土永磁合金铸片及其制造方法。真空感应熔炼铸片炉主要包括真空熔炼室、真空熔炼炉盖、冷却室、真空隔离阀门、中频感应熔炼装置、熔炼翻转机构、中间包组件、旋转水冷辊、冷却滚筒、中频电源;真空熔炼炉盖设置在真空熔炼室的上方,真空熔炼室、真空熔炼炉盖和冷却室构成真空密封体;冷却滚筒设置在冷却室内。浇铸时,中频感应熔炼装置的坩埚内熔融的合金熔液经过中间包组件浇铸到正在旋转的旋转水冷辊上形成合金铸片,合金铸片随即抛入旋转的冷却滚筒内继续冷却。本发明的设备和合金铸片制造方法可以用于制造
电磁炉及其控制方法、控制装置、存储介质、电子设备.pdf
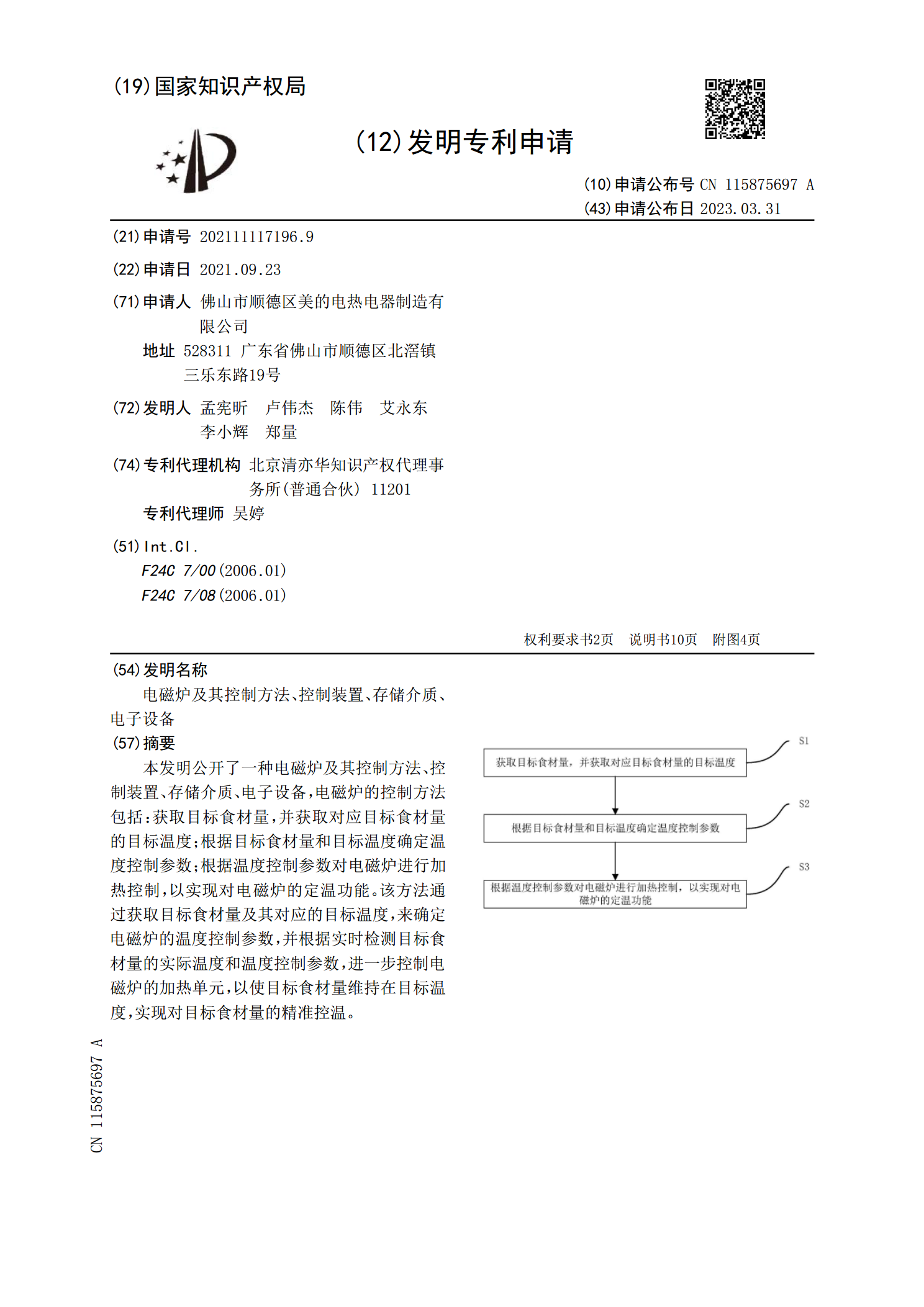
本发明公开了一种电磁炉及其控制方法、控制装置、存储介质、电子设备,电磁炉的控制方法包括:获取目标食材量,并获取对应目标食材量的目标温度;根据目标食材量和目标温度确定温度控制参数;根据温度控制参数对电磁炉进行加热控制,以实现对电磁炉的定温功能。该方法通过获取目标食材量及其对应的目标温度,来确定电磁炉的温度控制参数,并根据实时检测目标食材量的实际温度和温度控制参数,进一步控制电磁炉的加热单元,以使目标食材量维持在目标温度,实现对目标食材量的精准控温。
极片贴标控制方法、装置、电子设备及存储介质.pdf
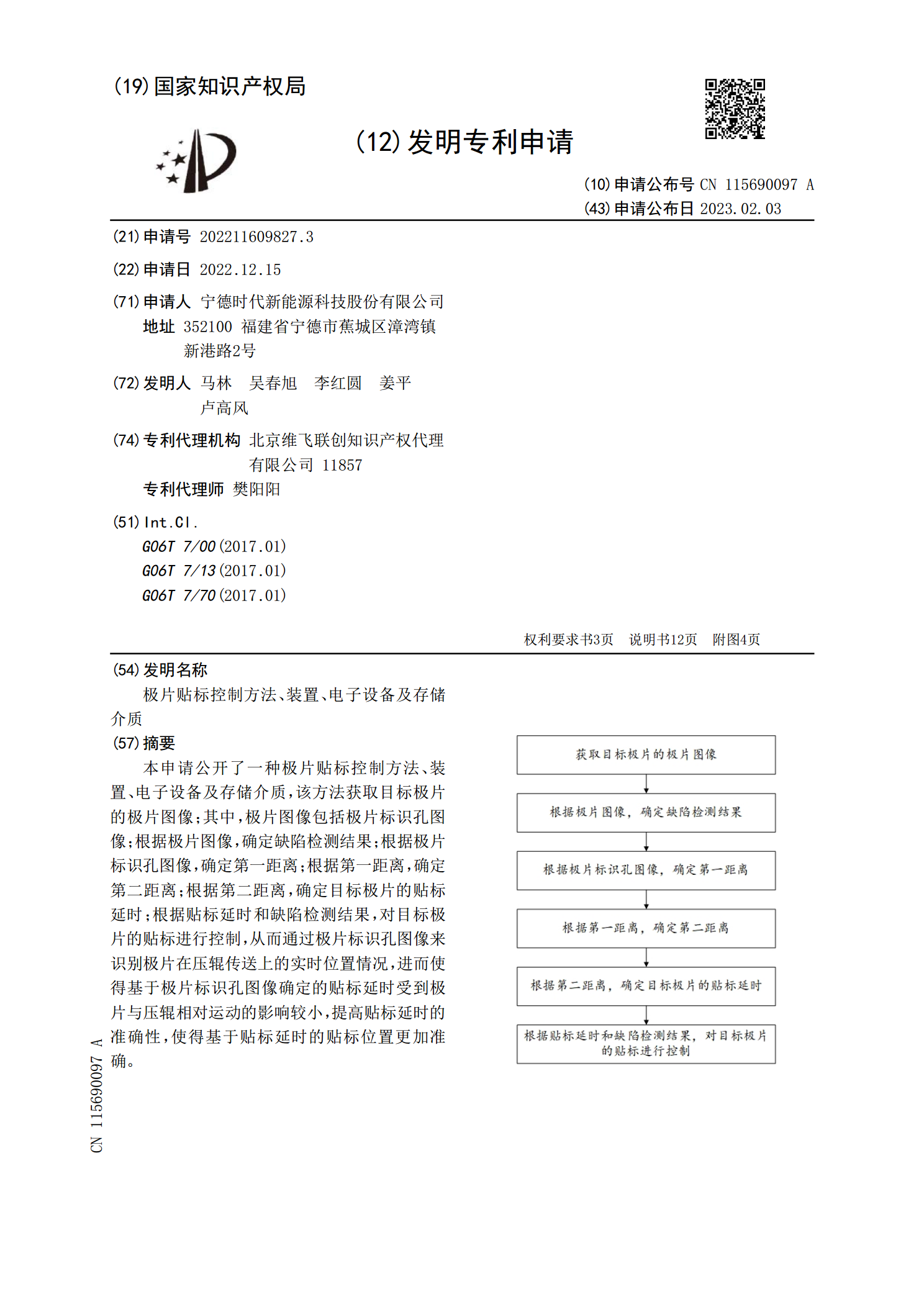
本申请公开了一种极片贴标控制方法、装置、电子设备及存储介质,该方法获取目标极片的极片图像;其中,极片图像包括极片标识孔图像;根据极片图像,确定缺陷检测结果;根据极片标识孔图像,确定第一距离;根据第一距离,确定第二距离;根据第二距离,确定目标极片的贴标延时;根据贴标延时和缺陷检测结果,对目标极片的贴标进行控制,从而通过极片标识孔图像来识别极片在压辊传送上的实时位置情况,进而使得基于极片标识孔图像确定的贴标延时受到极片与压辊相对运动的影响较小,提高贴标延时的准确性,使得基于贴标延时的贴标位置更加准确。