
一种铌铪钛锆钽钨合金及其制备工艺.pdf

雨巷****轶丽

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铌铪钛锆钽钨合金及其制备工艺.pdf
本申请涉及一种铌铪钛锆钽钨合金及其制备工艺,取W粉、Ta粉和Nb粉,采用粉末冶金方法依次进行混粉、压制和真空烧结,再经过电子束炉至少两次熔炼制备得到Nb‑Ta‑W中间合金;在对Nb‑Ta‑W中间合金表面防氧化涂层处理,再对Nb‑Ta‑W中间合金热锻造,得到Nb‑Ta‑W中间合金方坯;采用钨极氩弧焊在Nb‑Ta‑W中间合金方坯的外侧面焊接Hf板、Ti板和Zr板,得到自耗电极;采用真空自耗熔炼法熔炼自耗电极至少三次。在保证铌铪钛锆钽钨合金化学成分均匀的同时,简化了制备工艺流程,提高了铌铪钛锆钽钨合金中低氧的控

钛铌钽锆合金的制备方法.pdf
本发明公开了一种钛铌钽锆合金的制备方法,以Ti粉、Nb粉和Ta粉为原料,采用粉末冶金方法依次进行混粉、等静压和烧结,制备得到Ti‑Nb‑Ta中间合金,其中,粉末冶金方法进行混粉时依次进行手动混粉和机械混粉,手动混粉3~6次,机械混粉2~4h;真空烧结时,烧结温度为1100℃~1300℃,保温2~4h;将Ti‑Nb‑Ta中间合金与混合料进行压制,得到电极块并组焊为自耗电极;其中,混合料由0级海绵钛颗粒和工业级HZr‑1海绵锆颗粒组成;将自耗电极进行至少四次真空自耗熔炼,每次真空自耗熔炼时真空度低于10
一种制备钼钨钽钛锆高熵合金的方法.pdf
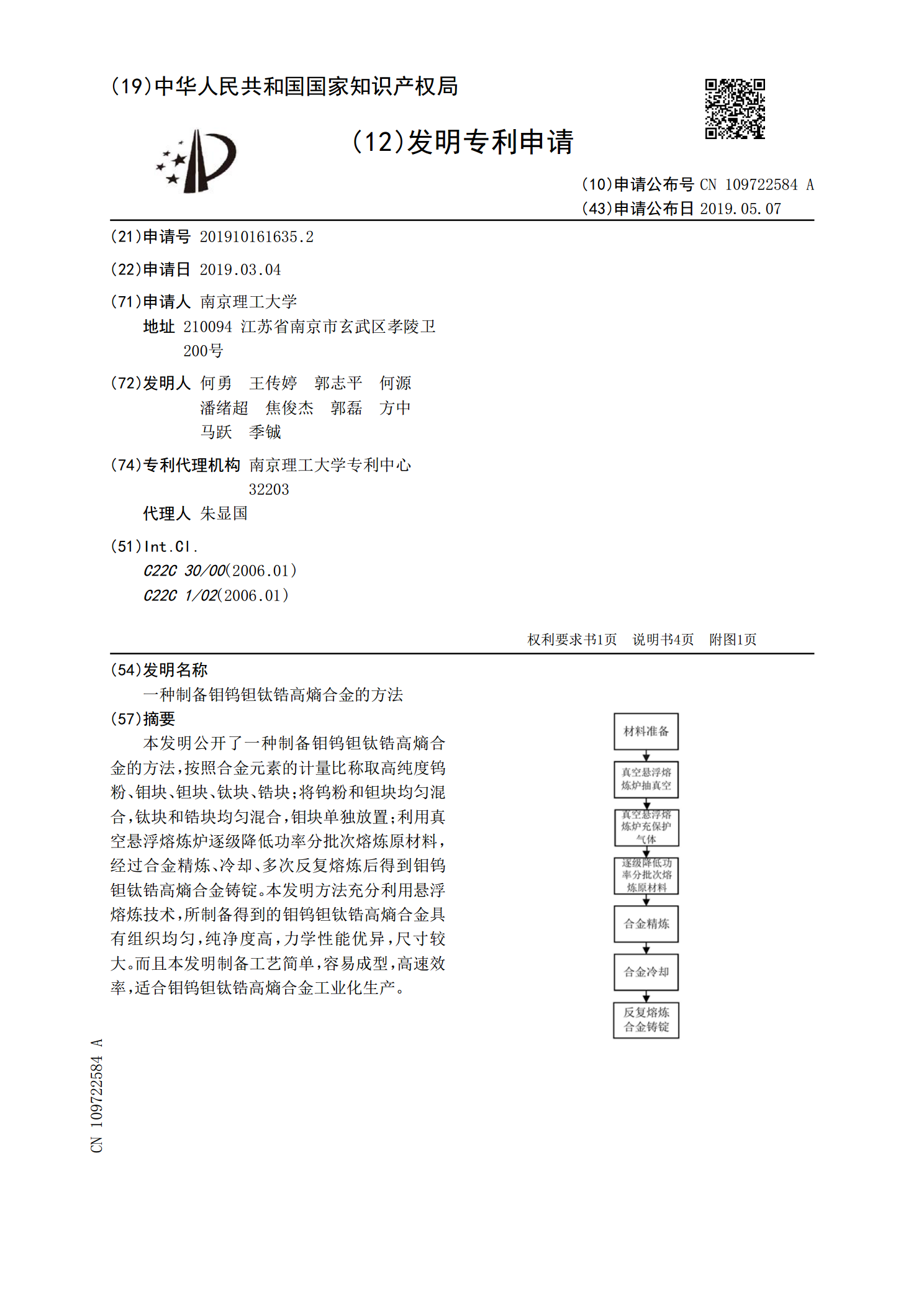
本发明公开了一种制备钼钨钽钛锆高熵合金的方法,按照合金元素的计量比称取高纯度钨粉、钼块、钽块、钛块、锆块;将钨粉和钽块均匀混合,钛块和锆块均匀混合,钼块单独放置;利用真空悬浮熔炼炉逐级降低功率分批次熔炼原材料,经过合金精炼、冷却、多次反复熔炼后得到钼钨钽钛锆高熵合金铸锭。本发明方法充分利用悬浮熔炼技术,所制备得到的钼钨钽钛锆高熵合金具有组织均匀,纯净度高,力学性能优异,尺寸较大。而且本发明制备工艺简单,容易成型,高速效率,适合钼钨钽钛锆高熵合金工业化生产。
一种生物医用低弹性模量钛钽铌锆硅合金的制备方法.pdf
一种生物医用低弹性模量钛钽铌锆硅合金的制备方法,按质量百分比将15~30%的钽、10~15%的铌、5~10%的锆、≤1%的硅以及余量钛放入非自耗真空熔炼炉内并在氩气保护下熔炼,真空度≥5×10-3Pa,熔炼温度1600~2800℃,出炉浇铸成钛钽铌锆硅合金铸锭,在900~1000℃的真空热处理炉内对其热处理,在800~900℃加热下对其热轧得到厚度0.5~5mm的片状钛钽铌锆硅合金,再经700~850℃热处理及淬火后即可得到生物医用低弹性模量钛钽铌锆硅合金,其弹性模量在40~60GPa之间,作为医用植入材
一种利用放电等离子烧结制备钛铌钽锆生物医用钛合金的方法.pdf
本发明涉及一种利用放电等离子烧结制备钛铌钽锆生物医用钛合金的方法,属于生物医用材料制备技术领域。将Ti、Nb、Ta、Zr金属粉末按照化学成分配比进行称取,球磨机混粉后装入石墨模具中,再置入放电等离子烧结炉中,施加10~40MPa的轴向压力,采用真空度2~6Pa的真空条件下进行烧结,升温速度为50~100℃/min,烧结温度为950~1100℃,达到烧结温度后保温5~10min,然后随炉冷却至室温,退模即可得钛铌锆锡生物医用钛合金材料。利用本发明方法制备的钛铌锆锡生物医用钛合金具有成分和组织均匀、致密度高(