
一种炉前辊道轴承润滑脂的制备方法.pdf

子璇****君淑


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉前辊道轴承润滑脂的制备方法.pdf
本发明公开了一种炉前辊道轴承润滑脂的制备方法,将基础油加入到皂化釜内,搅拌加入冰醋酸和水,继续搅拌升温至80℃时加入硬脂酸,升温至硬脂酸溶化后启动搅拌;将氢氧化钙或氧化钙溶于水配制成氢氧化钙溶液或氧化钙溶液,当皂化釜内混合物温度升至90℃时加入氢氧化钙溶液或氧化钙溶液,继续加热升温至100℃时加入苯甲酸或丙酸,再于100‑130℃恒温保持90分钟;恒温结束后,继续升温至230℃恒温10分钟后降温,降温至180℃时循环剪切并加入矿物油,降温,均脂得到炉前辊道轴承润滑脂。本发明制得的炉前辊道轴承润滑脂不仅具有
一种炉前辊道润滑脂及其制备方法.pdf
本发明涉及一种炉前辊道润滑脂及其制备方法,其采用一种高粘度复合酯,配合石墨等抗磨润滑剂,使本发明润滑脂具有良好的高温润滑粘附性和抗承载能力,特别适合于炉前辊道轴承润滑。

专用于冶金行业炉前辊道轴承的润滑脂及其制备方法.pdf
本发明公开了一种专用于冶金行业炉前辊道轴承的润滑脂及其制备方法,其组成原料各组分的重量百分比为:二苯甲烷-4,4’-二异氰酸酯MDI?3-8%、十八胺0.5-2%、环己胺1-5%、基础油1?40-50%、基础油2?30-45%、抗氧剂0.4-0.6%、防锈剂0.4-0.6%、极压抗磨剂2-6%、粘附剂0.5-3%、填充剂1-8%。配制时,将各种原材料按照不同的温度进行按一定的次序,加入到油槽和皂化釜里进行搅拌混合。本发明的润滑脂具有良好的高温抗氧化安定性,具有优异的胶体安定性,有很好的防护性,具有优异的极
一种炉前称重辊道.pdf
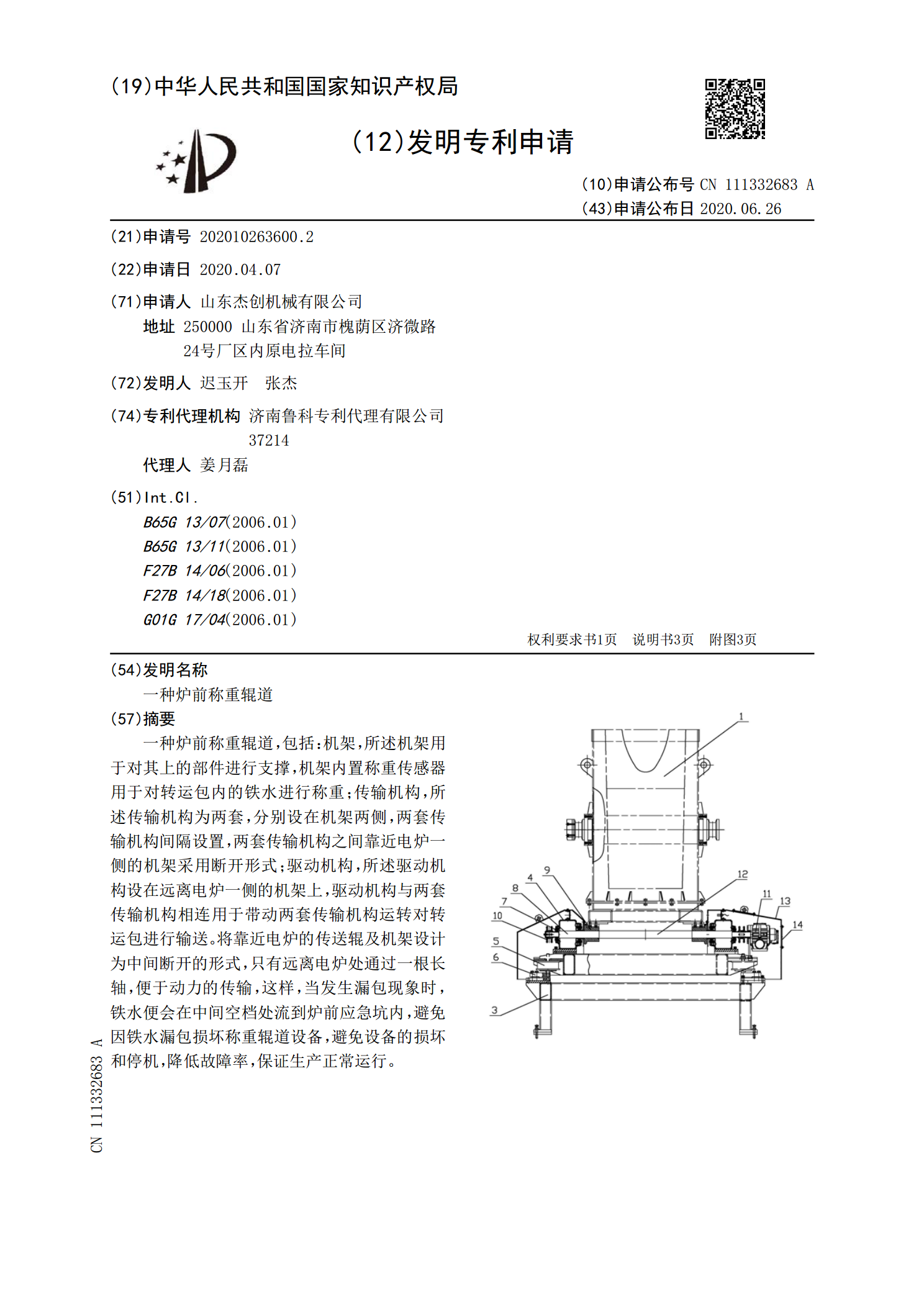
一种炉前称重辊道,包括:机架,所述机架用于对其上的部件进行支撑,机架内置称重传感器用于对转运包内的铁水进行称重;传输机构,所述传输机构为两套,分别设在机架两侧,两套传输机构间隔设置,两套传输机构之间靠近电炉一侧的机架采用断开形式;驱动机构,所述驱动机构设在远离电炉一侧的机架上,驱动机构与两套传输机构相连用于带动两套传输机构运转对转运包进行输送。将靠近电炉的传送辊及机架设计为中间断开的形式,只有远离电炉处通过一根长轴,便于动力的传输,这样,当发生漏包现象时,铁水便会在中间空档处流到炉前应急坑内,避免因铁水漏

一种轮毂轴承润滑脂及其制备方法.pdf
本发明公开了一种轮毂轴承润滑脂及其制备方法,该润滑脂采用复合锂皂为稠化剂,同时加有防锈剂,抗氧剂,极压抗磨剂,防水剂,并按不同比例,加有纳米添加剂等;经过皂化、脱水、调和、剪切均化、研磨、过滤,脱气等工艺而成;该润滑脂组合物具有滴点较高,抗磨性和抗极压性能好,高低温性能好等优点,同时具有优良的防水和防锈性能;适合于较为苛刻工况的汽车轮毂轴承的润滑。