
发动机机油输送管的旋转式变径加工装置.pdf

小长****6淑


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
发动机机油输送管的旋转式变径加工装置.pdf
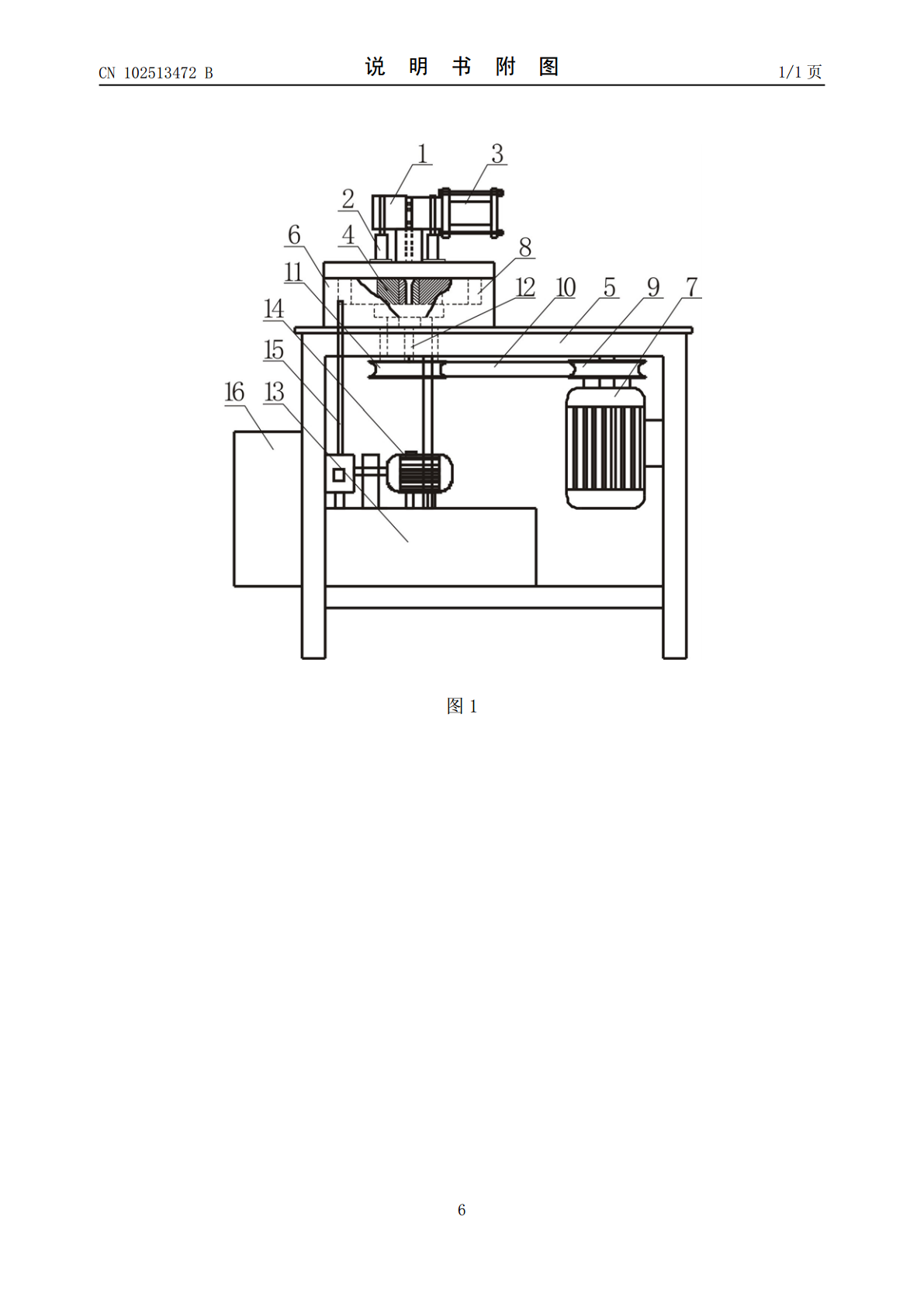
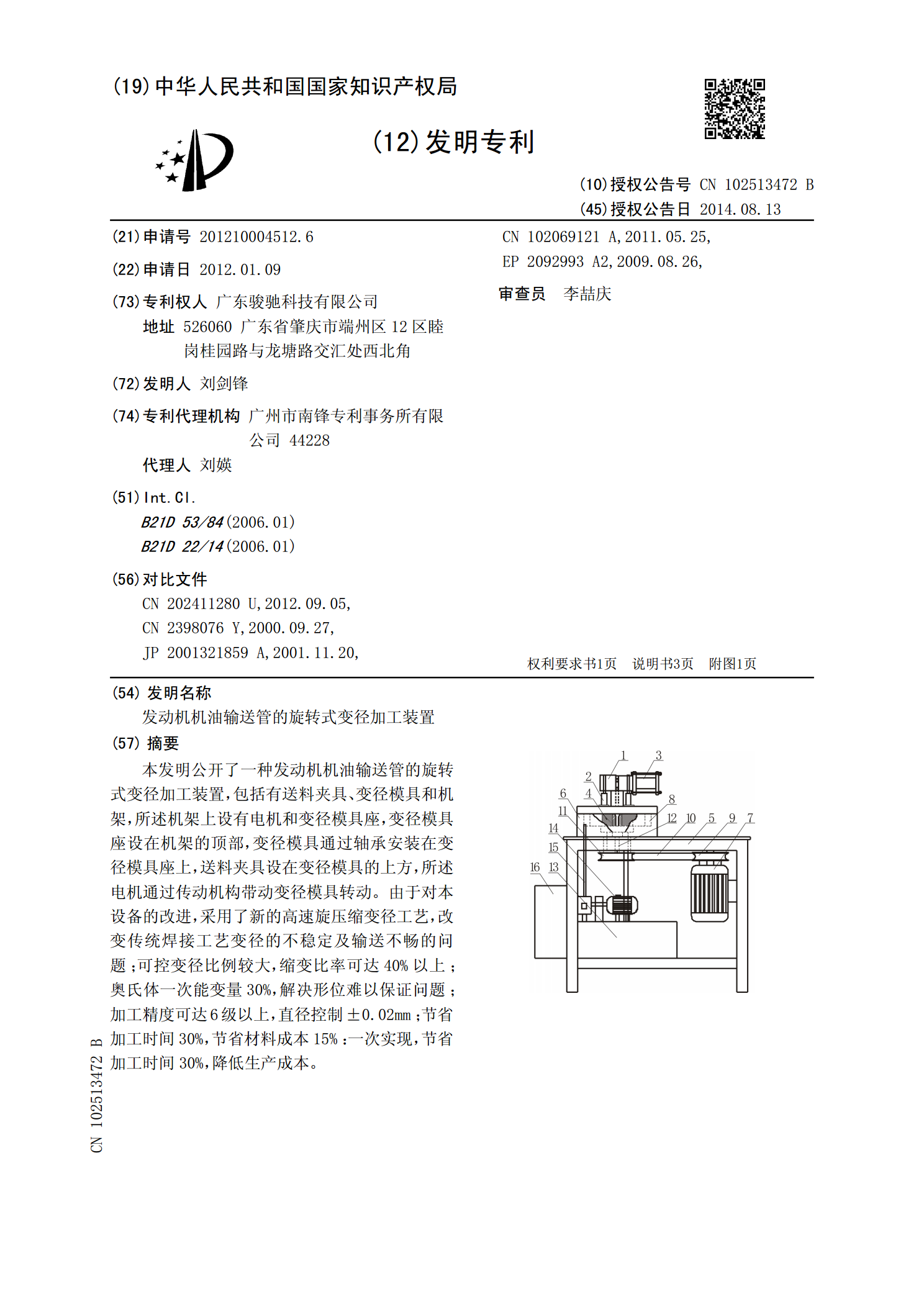
本发明公开了一种发动机机油输送管的旋转式变径加工装置,包括有送料夹具、变径模具和机架,所述机架上设有电机和变径模具座,变径模具座设在机架的顶部,变径模具通过轴承安装在变径模具座上,送料夹具设在变径模具的上方,所述电机通过传动机构带动变径模具转动。由于对本设备的改进,采用了新的高速旋压缩变径工艺,改变传统焊接工艺变径的不稳定及输送不畅的问题;可控变径比例较大,缩变比率可达40%以上;奥氏体一次能变量30%,解决形位难以保证问题;加工精度可达6级以上,直径控制±0.02mm;节省加工时间30%,节省材料成本1
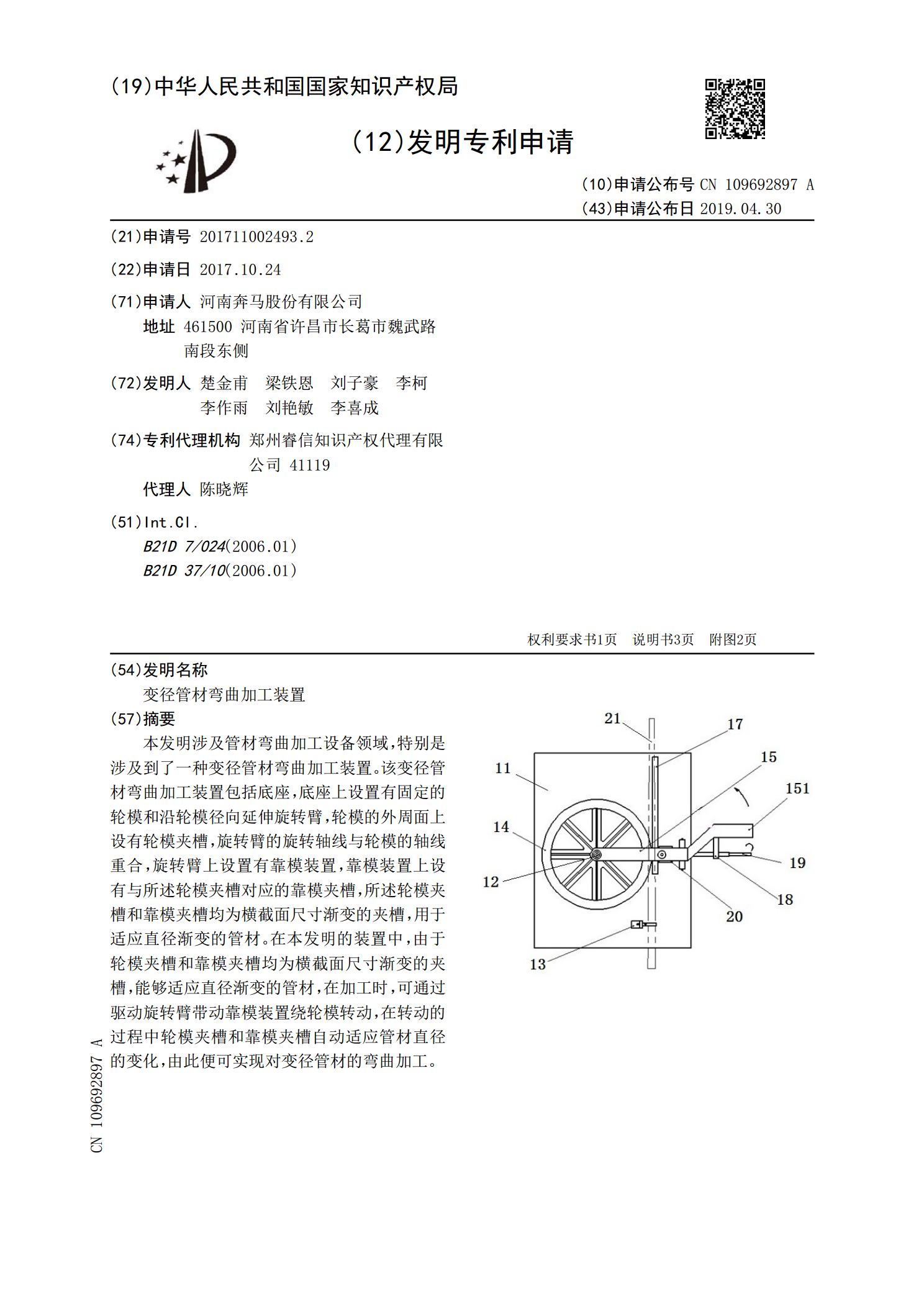
变径管材弯曲加工装置.pdf
本发明涉及管材弯曲加工设备领域,特别是涉及到了一种变径管材弯曲加工装置。该变径管材弯曲加工装置包括底座,底座上设置有固定的轮模和沿轮模径向延伸旋转臂,轮模的外周面上设有轮模夹槽,旋转臂的旋转轴线与轮模的轴线重合,旋转臂上设置有靠模装置,靠模装置上设有与所述轮模夹槽对应的靠模夹槽,所述轮模夹槽和靠模夹槽均为横截面尺寸渐变的夹槽,用于适应直径渐变的管材。在本发明的装置中,由于轮模夹槽和靠模夹槽均为横截面尺寸渐变的夹槽,能够适应直径渐变的管材,在加工时,可通过驱动旋转臂带动靠模装置绕轮模转动,在转动的过程中轮模
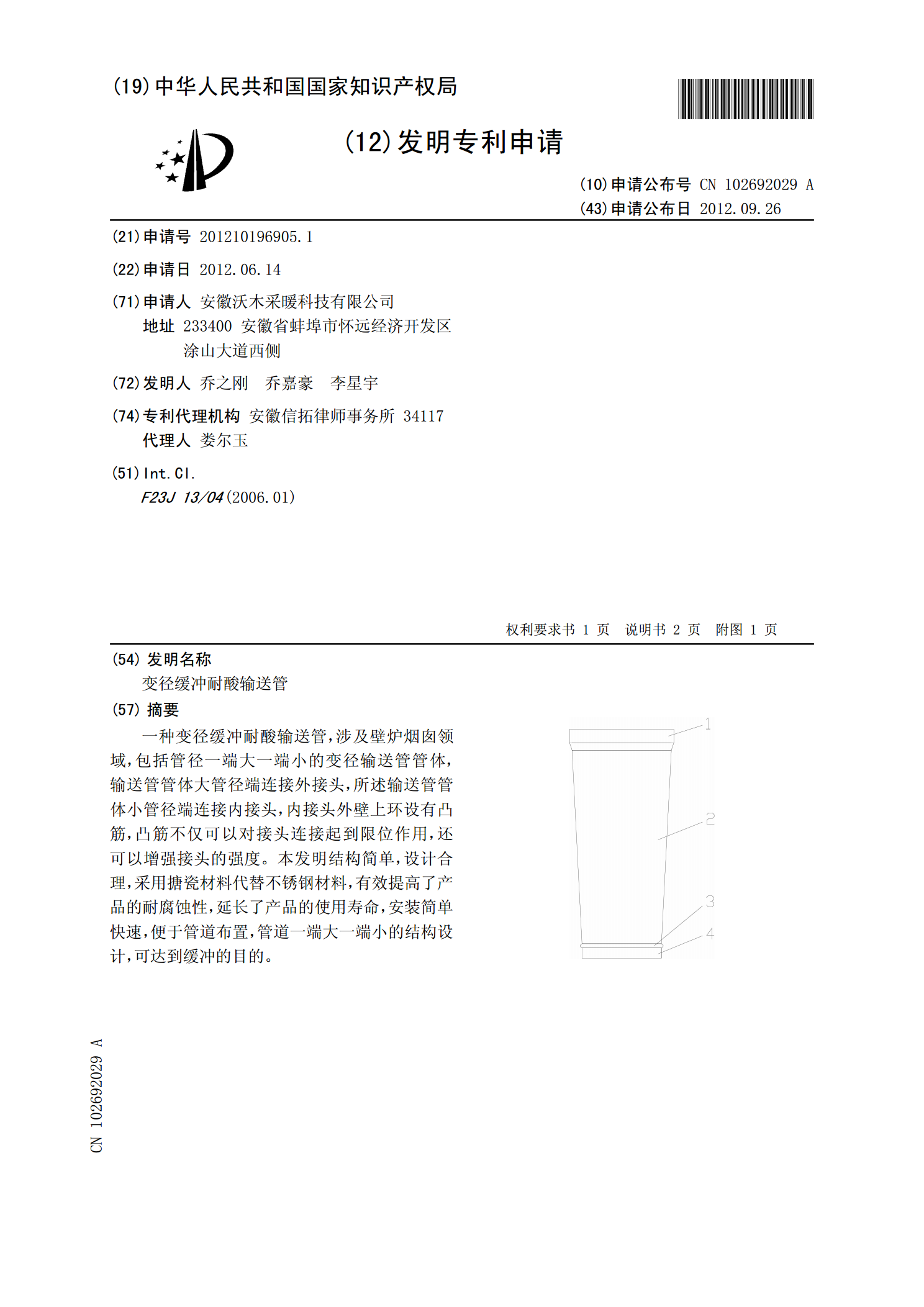
变径缓冲耐酸输送管.pdf
一种变径缓冲耐酸输送管,涉及壁炉烟囱领域,包括管径一端大一端小的变径输送管管体,输送管管体大管径端连接外接头,所述输送管管体小管径端连接内接头,内接头外壁上环设有凸筋,凸筋不仅可以对接头连接起到限位作用,还可以增强接头的强度。本发明结构简单,设计合理,采用搪瓷材料代替不锈钢材料,有效提高了产品的耐腐蚀性,延长了产品的使用寿命,安装简单快速,便于管道布置,管道一端大一端小的结构设计,可达到缓冲的目的。
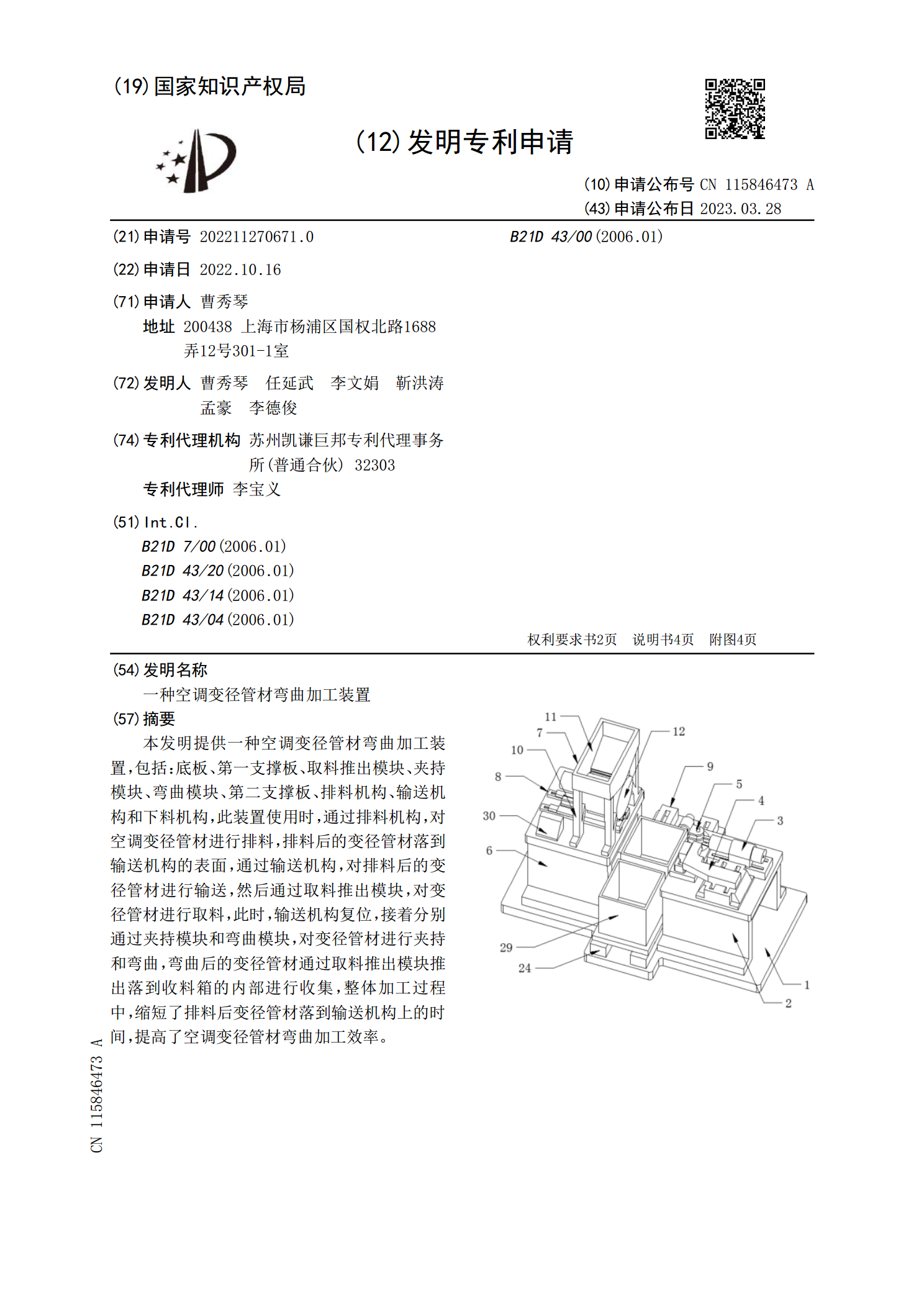
一种空调变径管材弯曲加工装置.pdf
本发明提供一种空调变径管材弯曲加工装置,包括:底板、第一支撑板、取料推出模块、夹持模块、弯曲模块、第二支撑板、排料机构、输送机构和下料机构,此装置使用时,通过排料机构,对空调变径管材进行排料,排料后的变径管材落到输送机构的表面,通过输送机构,对排料后的变径管材进行输送,然后通过取料推出模块,对变径管材进行取料,此时,输送机构复位,接着分别通过夹持模块和弯曲模块,对变径管材进行夹持和弯曲,弯曲后的变径管材通过取料推出模块推出落到收料箱的内部进行收集,整体加工过程中,缩短了排料后变径管材落到输送机构上的时间,
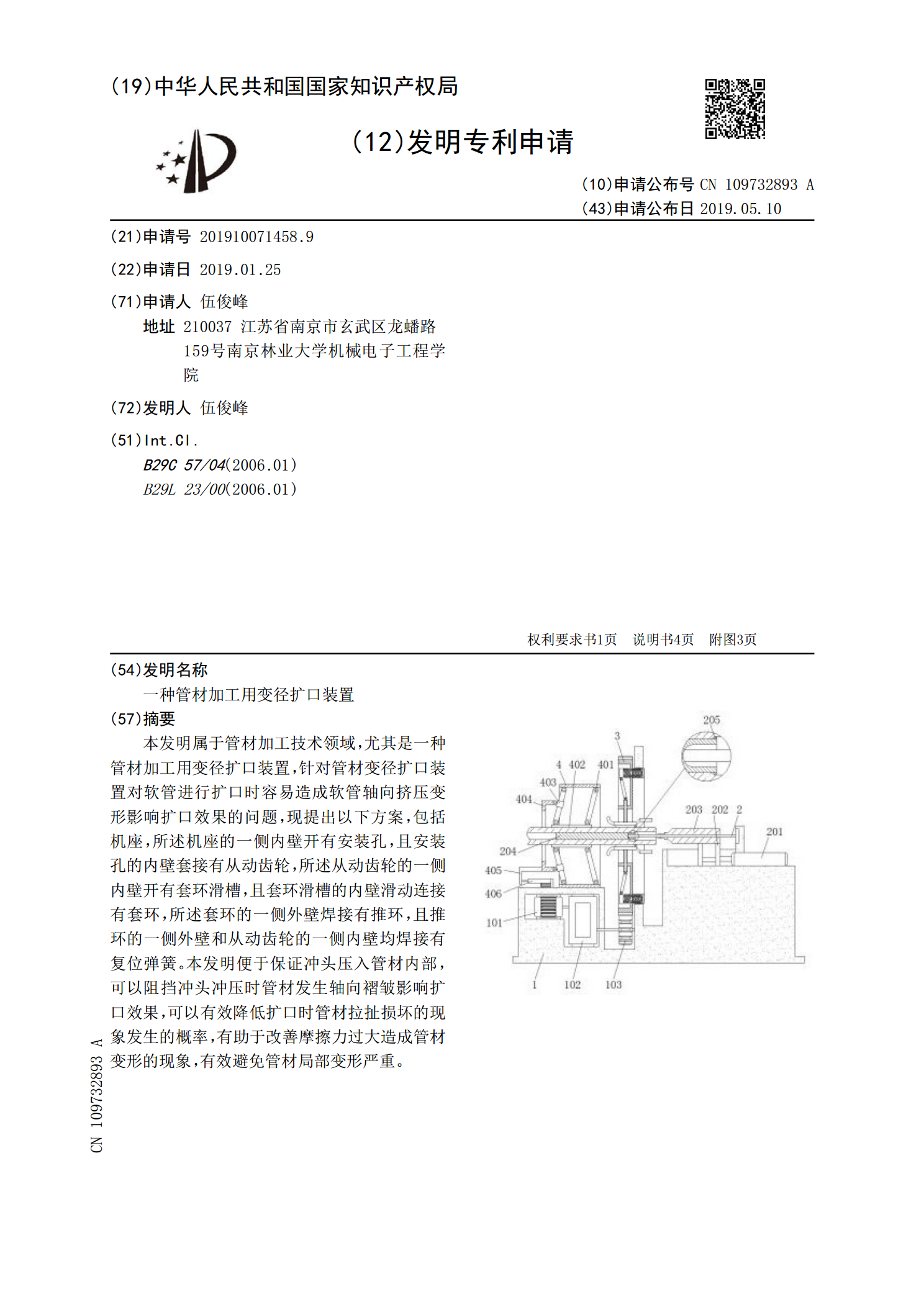
一种管材加工用变径扩口装置.pdf
本发明属于管材加工技术领域,尤其是一种管材加工用变径扩口装置,针对管材变径扩口装置对软管进行扩口时容易造成软管轴向挤压变形影响扩口效果的问题,现提出以下方案,包括机座,所述机座的一侧内壁开有安装孔,且安装孔的内壁套接有从动齿轮,所述从动齿轮的一侧内壁开有套环滑槽,且套环滑槽的内壁滑动连接有套环,所述套环的一侧外壁焊接有推环,且推环的一侧外壁和从动齿轮的一侧内壁均焊接有复位弹簧。本发明便于保证冲头压入管材内部,可以阻挡冲头冲压时管材发生轴向褶皱影响扩口效果,可以有效降低扩口时管材拉扯损坏的现象发生的概率,有