
异型微小零件磨削的装卡方法及其装卡磨削夹具.pdf

一只****爱敏

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异型微小零件磨削的装卡方法及其装卡磨削夹具.pdf
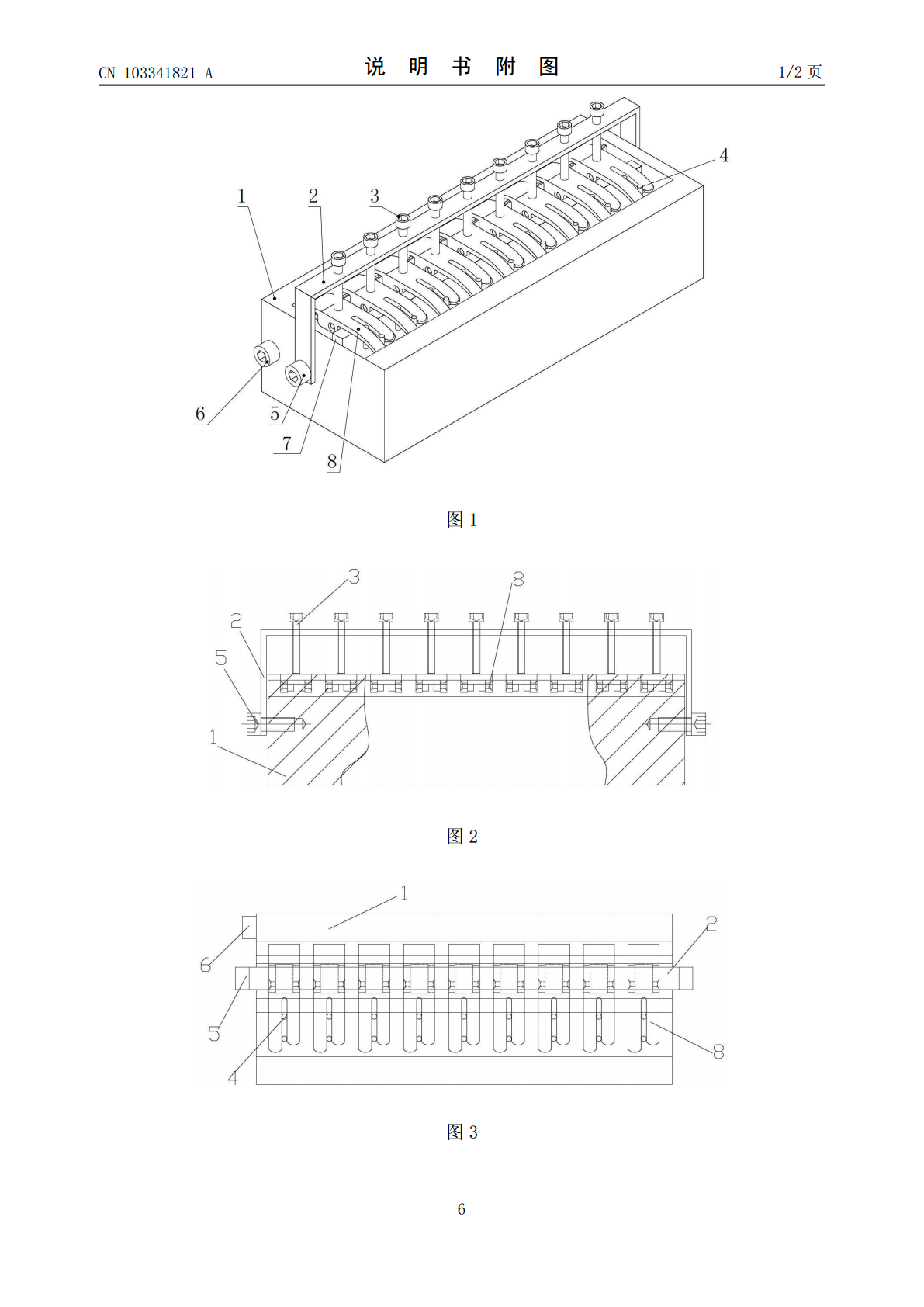
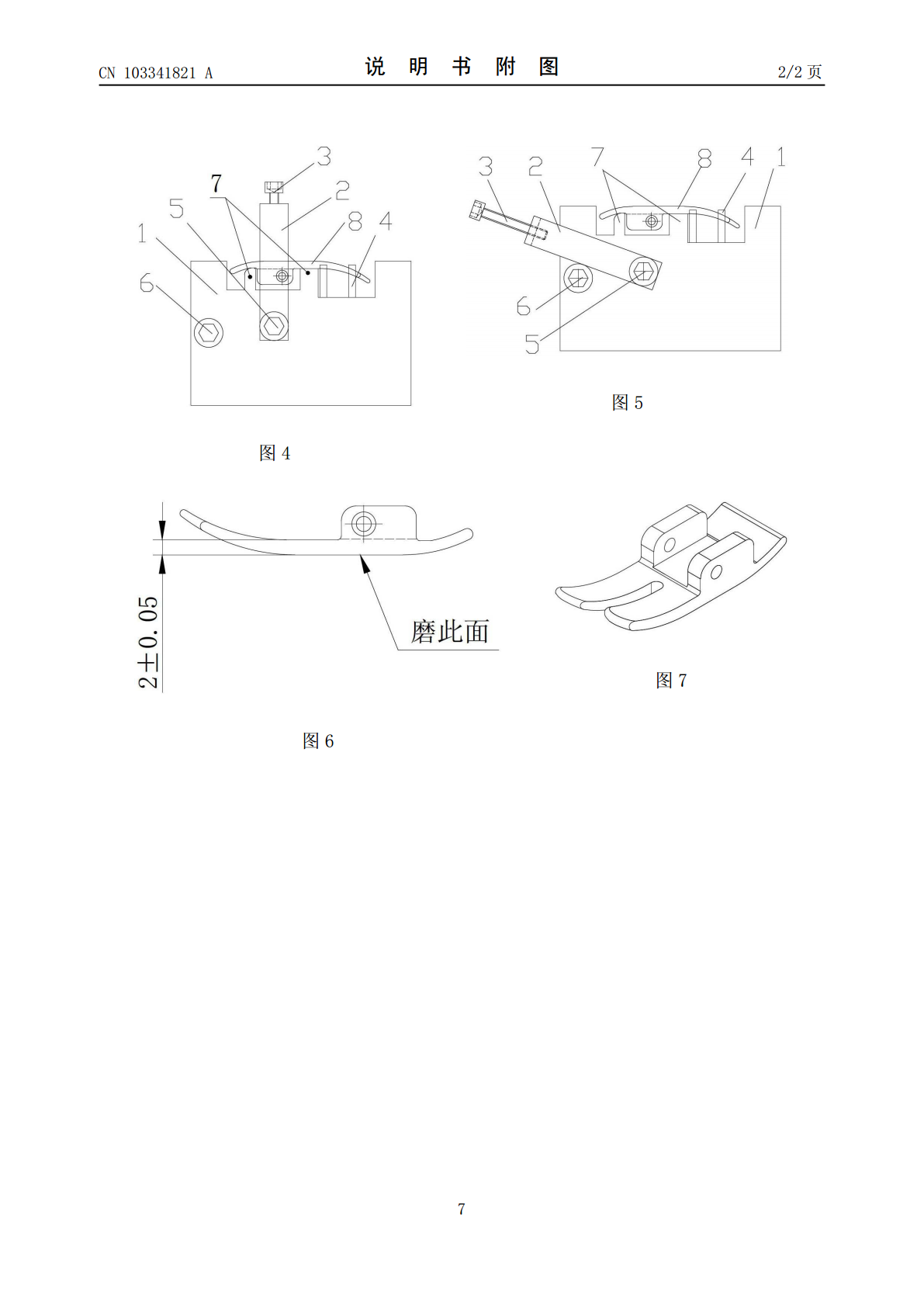
本发明涉及一种异型微小零件磨削的装卡方法及其装卡磨削夹具,其特征是:具体步骤如下:配制固化混合体:选石蜡6-8和松香1-3熔化后制成混合体;制作专用装卡磨削夹具,将装卡磨削夹具预热至80℃,将工件逐个扣放在装卡磨削夹具定位台上,用压板压紧;向装卡磨削夹具型腔内长槽中灌浇固化混合体,确保工件的有效固定。磨削夹具包括磨削夹具本体、压板、定位销和压紧螺栓,所述磨削夹具本体沿其纵向轴线方向设有型腔。有益效果:工件在磨削夹具中采用松香灌注固定,工件定位采用点面结合,工件装卸方便。磨削夹具上的压板压紧工件,避免松香灌
异形微小零件的磨削夹具.pdf
本发明涉及一种异形微小零件的磨削夹具,其特征是:包括磨削夹具本体、压板、定位销和压紧螺栓,所述磨削夹具本体沿其纵向轴线方向设有型腔,所述型腔内设有长槽和放置工件的定位台,长槽中垂直固接有定位销,所述磨削夹具本体上设有压紧工件的压板,所述压板上设有压紧螺栓。有益效果:工件在磨削夹具中采用松香灌注固定,工件定位采用点面结合,工件装卸方便。磨削夹具上的压板压紧工件,避免松香灌注时工件的位移。磨削夹具上设有多个工件工位,可一次加工多个工件,提高工效数倍,新产品投入市场后,可使企业每年新增利润10余万元。
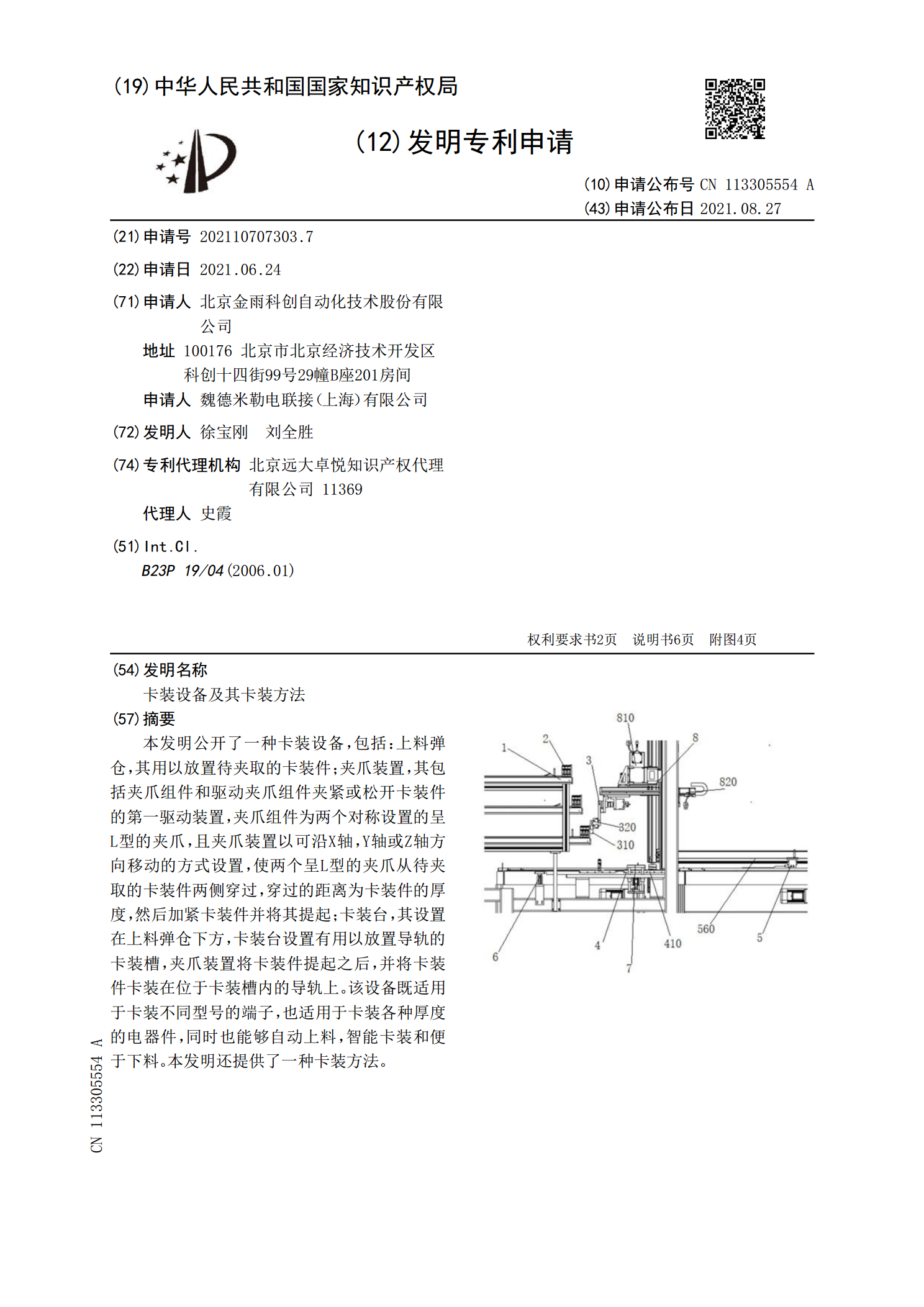
卡装设备及其卡装方法.pdf
本发明公开了一种卡装设备,包括:上料弹仓,其用以放置待夹取的卡装件;夹爪装置,其包括夹爪组件和驱动夹爪组件夹紧或松开卡装件的第一驱动装置,夹爪组件为两个对称设置的呈L型的夹爪,且夹爪装置以可沿X轴,Y轴或Z轴方向移动的方式设置,使两个呈L型的夹爪从待夹取的卡装件两侧穿过,穿过的距离为卡装件的厚度,然后加紧卡装件并将其提起;卡装台,其设置在上料弹仓下方,卡装台设置有用以放置导轨的卡装槽,夹爪装置将卡装件提起之后,并将卡装件卡装在位于卡装槽内的导轨上。该设备既适用于卡装不同型号的端子,也适用于卡装各种厚度的电

一种半圆镗刀的磨削夹具及其装夹工艺.pdf
本发明公开了一种半圆镗刀的磨削夹具及其装夹工艺,属于磨削夹具技术领域,包括刀杆以及开设在刀杆前端的夹槽,夹槽内安装夹头组件,夹头组件上连接的紧固机构与刀杆相接,夹头组件内放置工件,并且工件外侧上的夹头组件上安装用于夹持工件的稳定机构。本发明提出的一种半圆镗刀的磨削夹具及其装夹工艺,半圆板弧形边弹性结构方便工件的夹紧与松卸;简单平行的上下表面可以很容易地控制高度尺寸,把手在旋转时可以带动丝杠旋转,则丝杠在旋转的过程中会带动两侧的套筒同时靠近或者同时远离,夹板相向移动将工件夹持,第一侧板和第二侧板在移动时会让
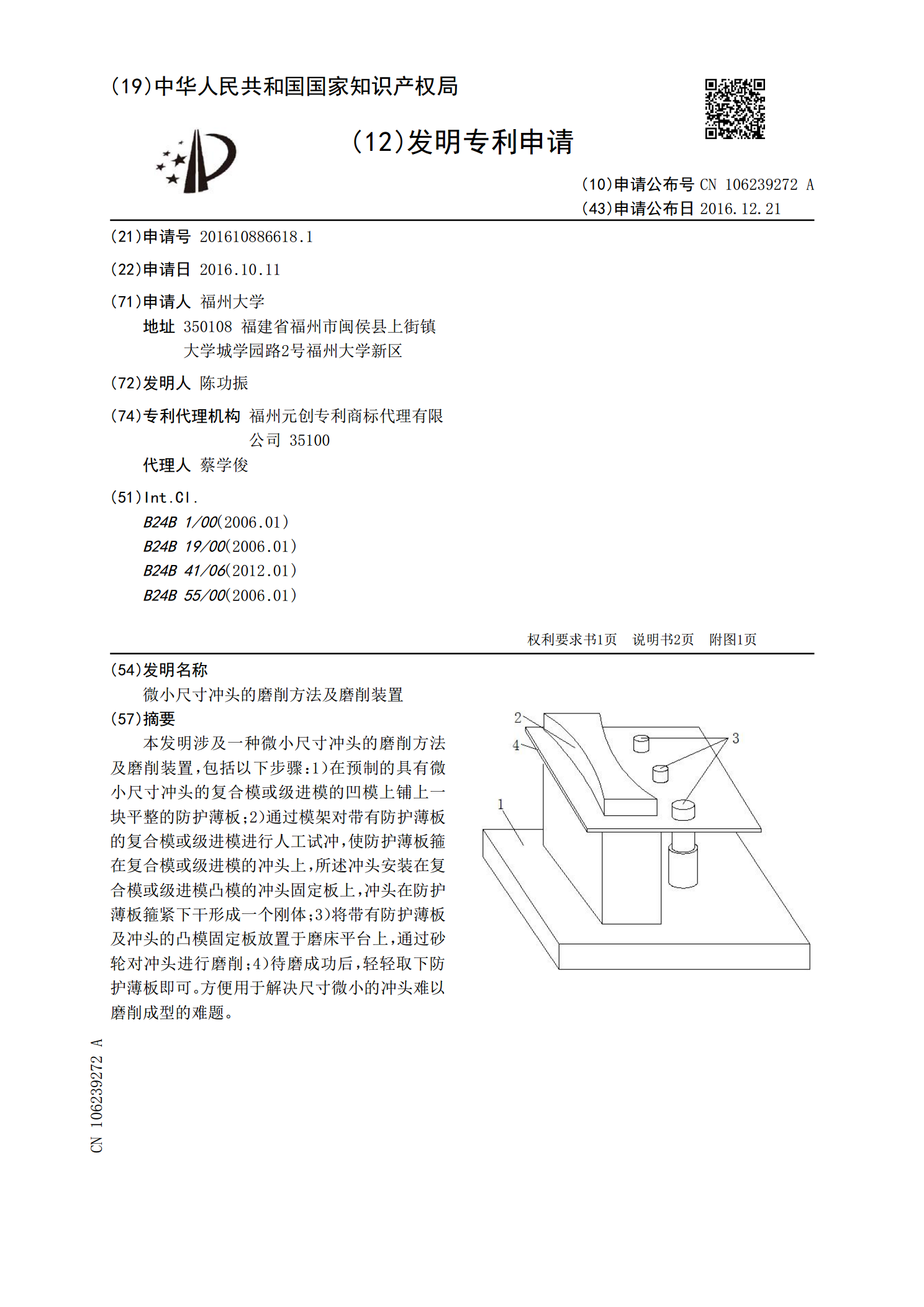
微小尺寸冲头的磨削方法及磨削装置.pdf
本发明涉及一种微小尺寸冲头的磨削方法及磨削装置,包括以下步骤:1)在预制的具有微小尺寸冲头的复合模或级进模的凹模上铺上一块平整的防护薄板;2)通过模架对带有防护薄板的复合模或级进模进行人工试冲,使防护薄板箍在复合模或级进模的冲头上,所述冲头安装在复合模或级进模凸模的冲头固定板上,冲头在防护薄板箍紧下干形成一个刚体;3)将带有防护薄板及冲头的凸模固定板放置于磨床平台上,通过砂轮对冲头进行磨削;4)待磨成功后,轻轻取下防护薄板即可。方便用于解决尺寸微小的冲头难以磨削成型的难题。