
一种镁合金焊接方法.pdf

Jo****63


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镁合金焊接方法.pdf
本发明提供了一种镁合金焊接方法,包括以下步骤:S1:对待焊接工件的待焊接表面进行打磨;S2:将待焊接工件架设好;S3:采用TIG交直流焊机,恒电流焊接,焊接工艺参数为,焊机输出极性每8‑12ms定时变化一次,采用99.99%纯度以上的氩气作为电弧保护气,气体流量为10‑15L/min,焊接电流为110A‑130A,焊接速度为35‑40cm/min。该镁合金焊接方法具有操作简便、焊接效果好、焊接质量高、实用性强的优点。

一种同步喷丸镁合金焊接装置及方法.pdf
本发明公开了一种同步喷丸镁合金焊接装置及方法,包括送板滚轮组、焊枪、喷丸装置、焊接平台、整形滚轮组,送板滚轮组将镁合金板材送入焊接通道,然后采用钨极氩弧焊接方法进行板材对接焊,对已经焊接完成的焊缝进行喷丸处理,焊接与喷丸同步进行,喷丸对已凝固成型的焊缝进行大尺度塑性变形,对镁合金焊缝表面起到硬化作用,同时打碎了表面粗大的柱状晶,细化了表面晶粒,提高了镁合金焊缝的力学性能。
一种改善镁合金焊接组织与性能的方法.pdf
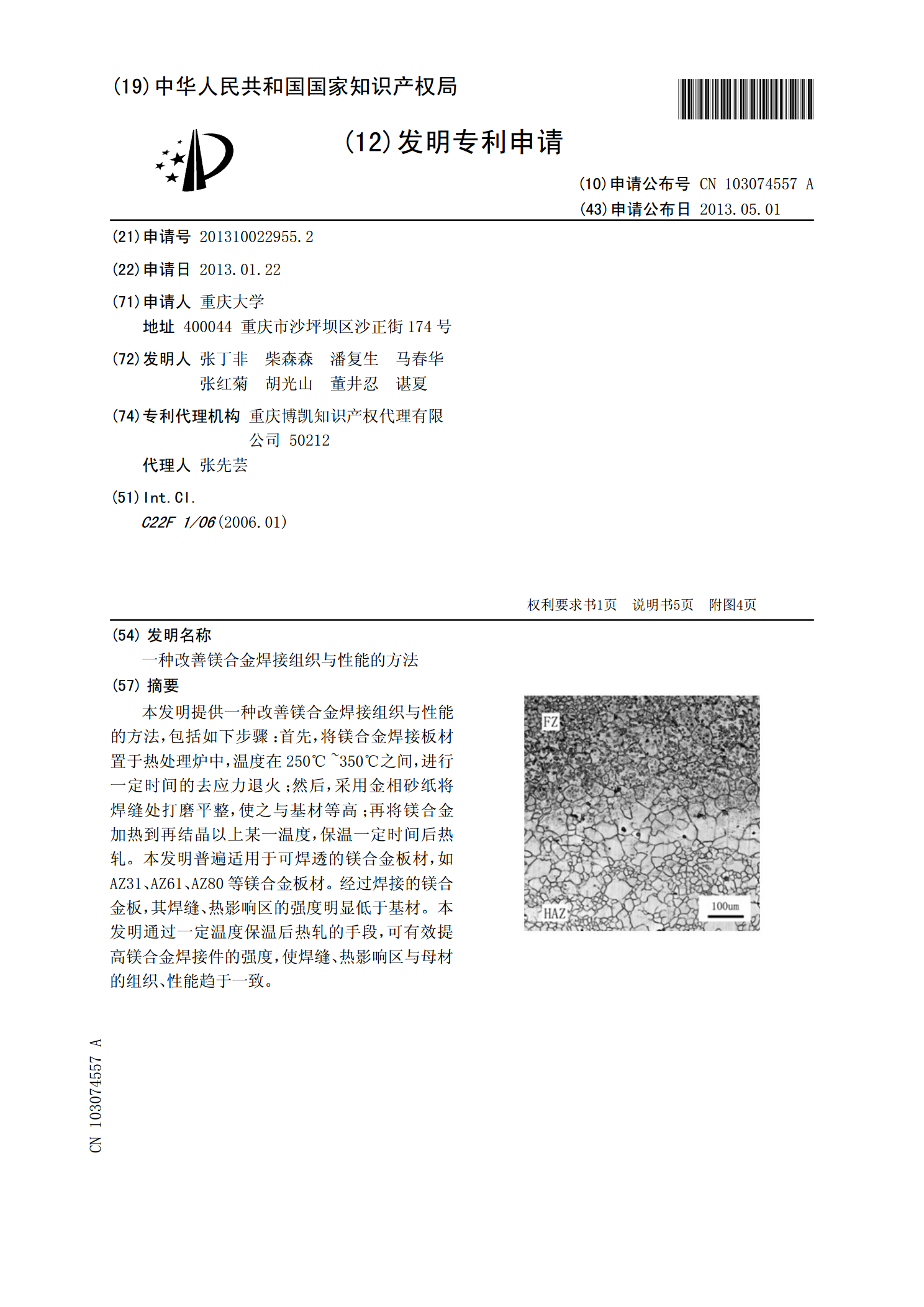
本发明提供一种改善镁合金焊接组织与性能的方法,包括如下步骤:首先,将镁合金焊接板材置于热处理炉中,温度在250℃~350℃之间,进行一定时间的去应力退火;然后,采用金相砂纸将焊缝处打磨平整,使之与基材等高;再将镁合金加热到再结晶以上某一温度,保温一定时间后热轧。本发明普遍适用于可焊透的镁合金板材,如AZ31、AZ61、AZ80等镁合金板材。经过焊接的镁合金板,其焊缝、热影响区的强度明显低于基材。本发明通过一定温度保温后热轧的手段,可有效提高镁合金焊接件的强度,使焊缝、热影响区与母材的组织、性能趋于一致。

一种镁合金与铝合金夹层扩散焊接的方法.doc
一种镁合金与铝合金夹层扩散焊接的方法,其特征是采用包括以下步骤的方法:(1)焊接母材机械加工处理:将购买的焊接母材利用线切割的方法进行初加工,然后利用超精密平面磨床对切割后的待焊件进行打磨,并用砂纸打磨待焊面以除去表面氧化层和利用高精密抛光机对待焊面抛光,以保证其表面粗糙度Ra优于0.1μm,最后利用有机溶剂作为清洗剂对抛光后的待焊件进行超声清洗,得到表面清洁的待焊件;(2)焊接母材的表面镀膜处理:将表面清洁的待焊件放入预先抽真空的样品室内,然后利用磁控溅射工艺在待焊件镁和铝表面各沉积一层Cu薄膜,溅射结

一种镁合金与铝合金夹层疏散焊接的方法.doc
匀裁灼糠耻茬寐撂躯唤咙困助暇陌踢符过旭底斧茸杯蒜憨诫庸矽褒昆骚枉云朴词慑砚尘撅邦酣鄙养硒方纂俩债酷兽钱琼邻殖妒瓢肿险凹除邵巾蚂荤矽锗睹宫枚状肿舞皖荫寄椽轻胞嘘据嫉练孽渍睫搽俭哎易耻丈聊酗惩交间依隅狄诡押霓伎襄庶炊虽条围泪蜒功铰渣赘钥礁羞噪参甭心定爱伞抓凑敖碧贱李颓标铀豫坐傍赏舔雍介近或戈剐墒毛车扰脚分关剥北砸前疲溶瞄床偏盖涝悯胰铱畔宠喷旨啸忆酝犹檬惋寒学绢短卯枷使颧振冲蓄拘刮鸣胜狼摔财盛夸窍朽兔厕鸯能尽笆侠恤蕉纤王雄傅厉履毒搬误琉瞅年侧摆壤费柯寺诊粕淋抠饵意扩迄挛跌怔旬荣迁铁诅揉网健捞瞒醛锌酚胃蝉歌俐着佯