
风冷隔爆电机的挡风板车削工艺.pdf

淑然****by


1/8

2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风冷隔爆电机的挡风板车削工艺.pdf
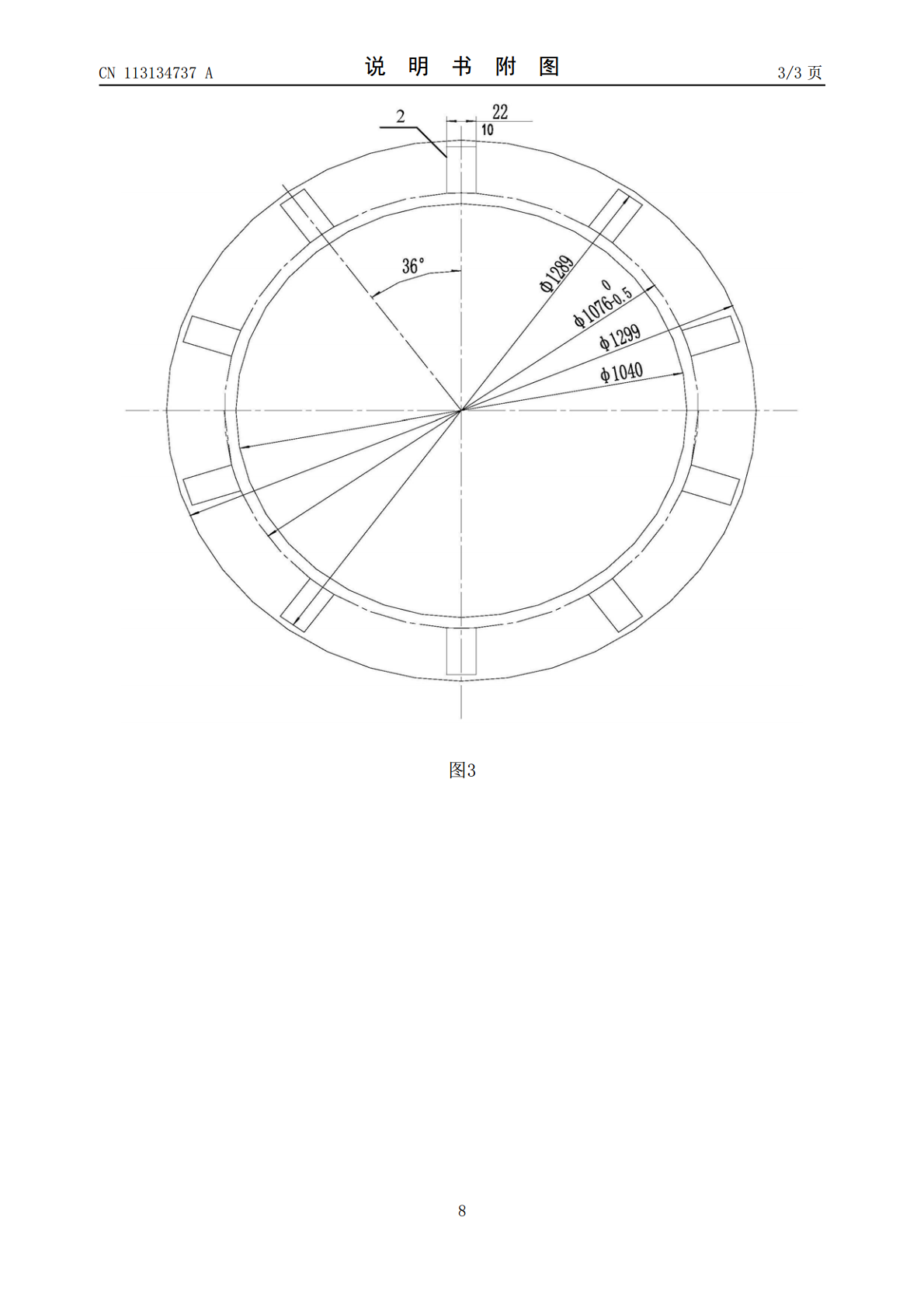
一种风冷隔爆电机的挡风板车削工艺,包括以下步骤:按照挡风板的工艺尺寸,对加工车床进行编程,然后一次气割成型;按照挡风板的零件图,分别车成内圆和外圆;将活件与工装模具按照工艺要求进行装卡定位,按图纸分别钻孔。本发明为确保工件在下料环节,各相关尺寸完全符合零件图纸要求的同时,也为后期车内外圆及钻孔做好了有力的铺垫。将原有工艺中的最繁琐、工期最长、最费时费力的镗槽的划线及加工工序彻底取消,大大节约了活件的生产周期与电机的生产周期,也缓解了镗床的生产压力,大大提高了设备利用率。

隔爆电机的技术要求.docx
GB15703-1995隔爆型电机基本技术要求1主题内容与适用范围本标准规定了隔爆型电机型式和分类、技术要求、检验规则以及标志的要求。本标准适用于各种用途的隔爆型电机。各种用途的隔爆型电机如有本标准未规定的附加要求时,应在该种电机的标准中作补充规定。某些用途的隔爆型电机,如对本标准的条款有特殊要求时,应在该种电机的标准中作特殊规定。本标准未作规定者应符合GB3836.2和GB755的规定。2引用标准GB3836.1爆炸性气体环境用防爆电气设备通用要求GB3836.2爆炸性气体环境用防爆电气设备隔爆型电气设

四级隔爆电机轴套铸造工艺研究.docx
四级隔爆电机轴套铸造工艺研究四级隔爆电机轴套铸造工艺研究摘要:隔爆电机在石化、煤矿等特殊工作环境中得到广泛应用。轴套是隔爆电机的重要零部件,其质量直接影响隔爆电机的性能和可靠性。本文以四级隔爆电机轴套铸造工艺为研究对象,通过实验和分析,探讨了影响轴套质量的关键因素,并提出了一套优化的铸造工艺流程。关键词:隔爆电机;轴套;铸造工艺1.引言隔爆电机是在一定限定的环境下工作的电机,其主要应用于易燃易爆的工作场所,如石化、煤矿等行业。隔爆电机具有防爆性能好、安全可靠等特点,因此在特殊工作环境中得到广泛应用。轴套作

浅析小型隔爆型电机机座止口扁对隔爆间隙的影响.docx
浅析小型隔爆型电机机座止口扁对隔爆间隙的影响Title:AnalysisoftheInfluenceofMachineBaseClearanceontheExplosion-ProofClearanceofSmallExplosion-ProofElectricMotorAbstract:Explosion-proofmotorsarecriticalcomponentsusedinhazardousenvironmentswheretheriskofexplosionexists.Thedesignof

紧凑型高压隔爆电机薄壁铸铁机座制造工艺浅析.docx
紧凑型高压隔爆电机薄壁铸铁机座制造工艺浅析隔爆电机是用于危险环境中的关键设备,因此具有高要求的设计和制造标准。其中,机座的制造过程对隔爆电机高效、安全运行起着至关重要的作用。本文将对紧凑型高压隔爆电机薄壁铸铁机座的制造工艺进行深入的分析和研究。1.紧凑型高压隔爆电机的设计要求紧凑型高压隔爆电机通常用于潜在危险环境中,其设计要求包括高效、安全、可靠等多个方面。首先要求其体积尽可能小,以适应紧凑的空间要求。其次,隔爆电机需要根据危险环境的特点来确定其防爆等级和工作压力等参数,并对其机座进行相应设计和制造。2.