
一种汽车内饰件生产用自动集中供料系统.pdf

觅松****哥哥

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车内饰件生产用自动集中供料系统.pdf
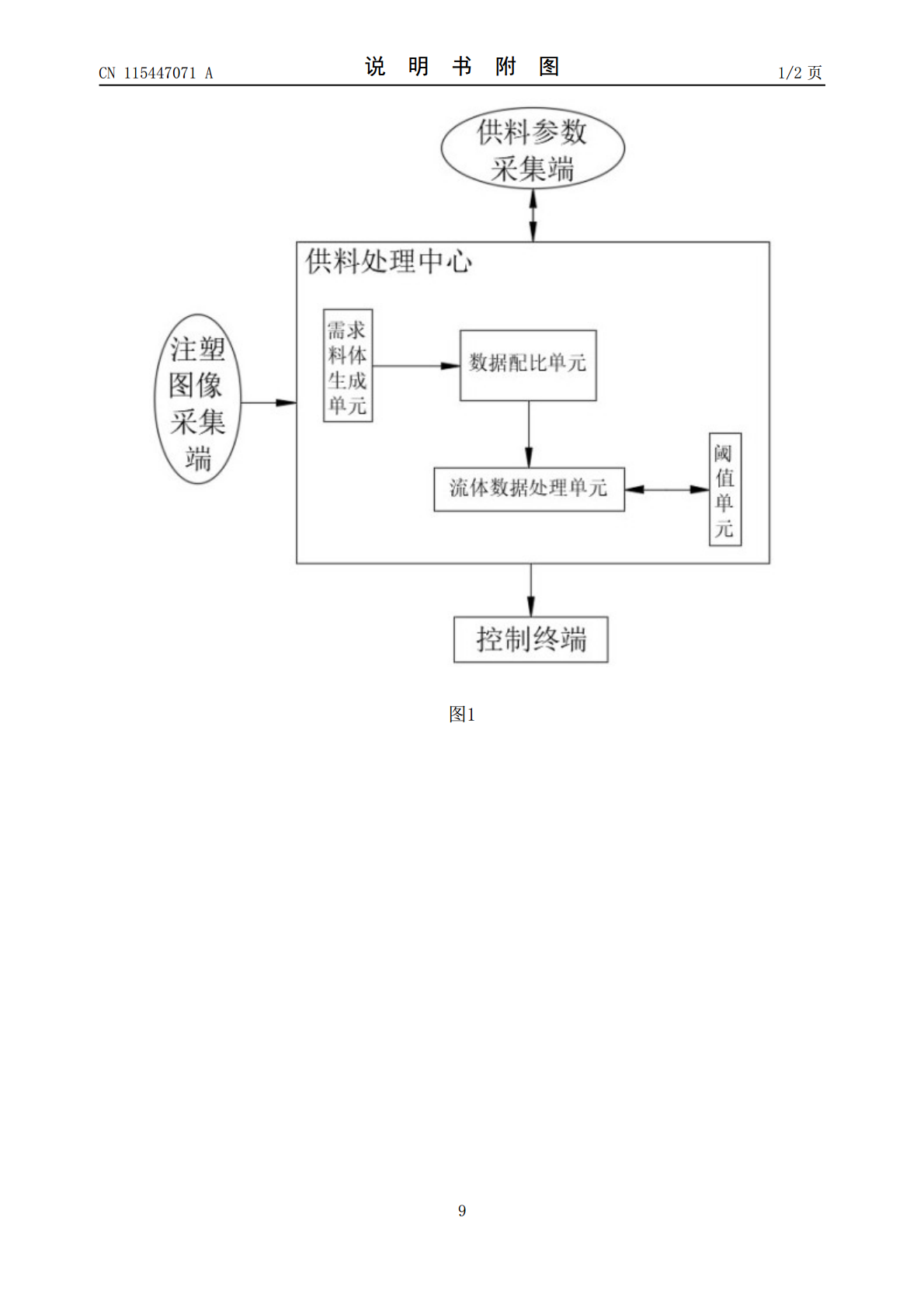
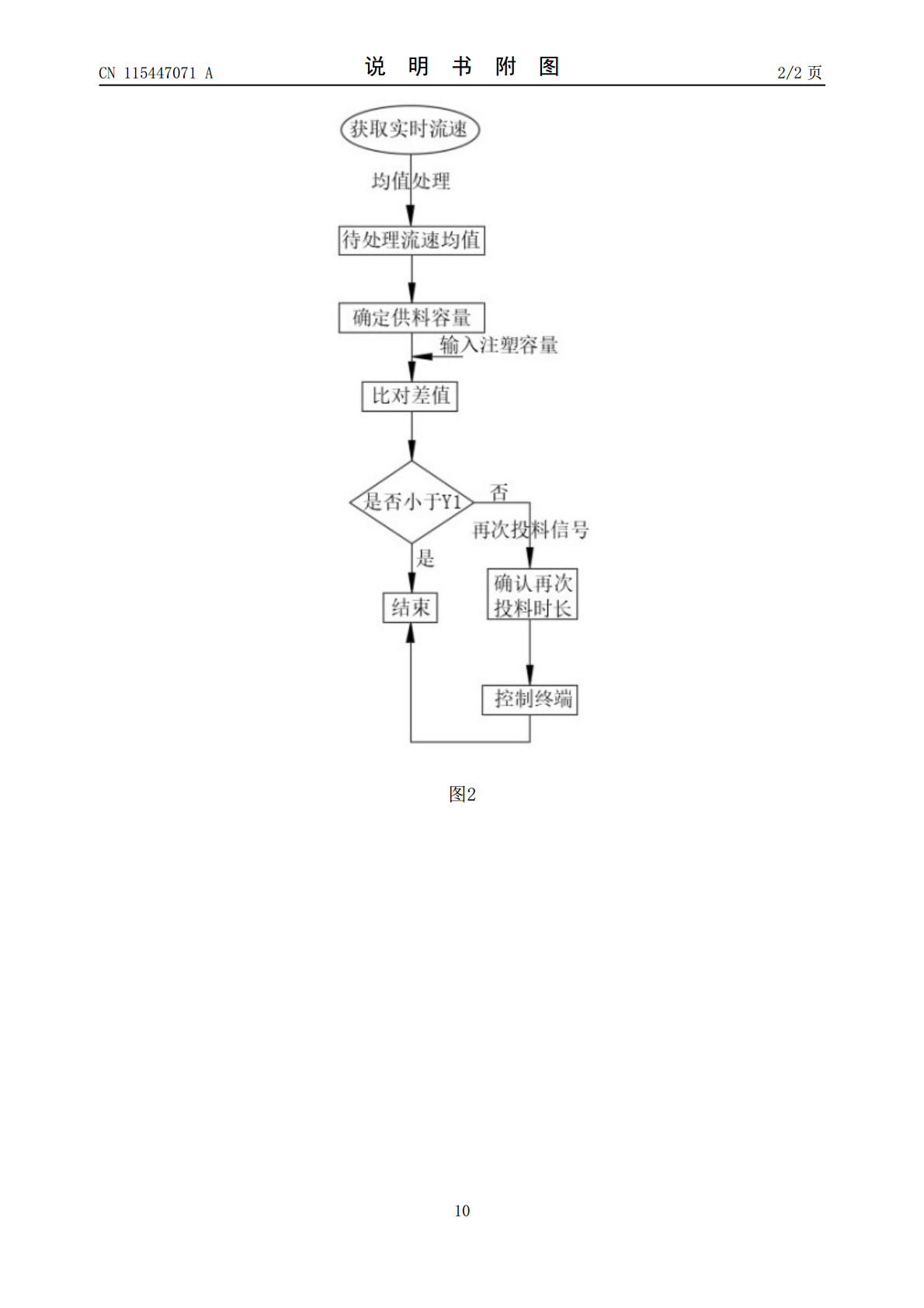
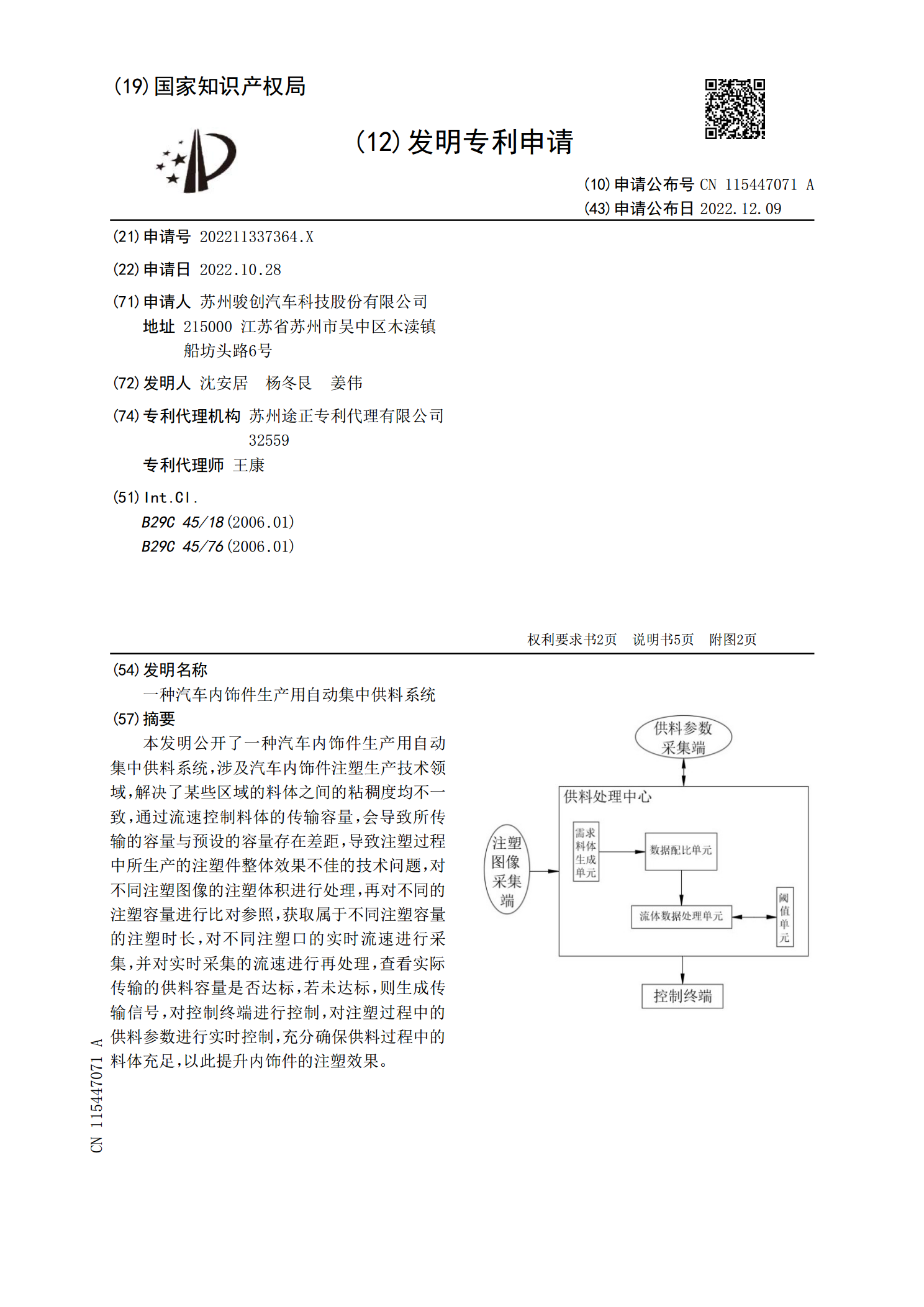
本发明公开了一种汽车内饰件生产用自动集中供料系统,涉及汽车内饰件注塑生产技术领域,解决了某些区域的料体之间的粘稠度均不一致,通过流速控制料体的传输容量,会导致所传输的容量与预设的容量存在差距,导致注塑过程中所生产的注塑件整体效果不佳的技术问题,对不同注塑图像的注塑体积进行处理,再对不同的注塑容量进行比对参照,获取属于不同注塑容量的注塑时长,对不同注塑口的实时流速进行采集,并对实时采集的流速进行再处理,查看实际传输的供料容量是否达标,若未达标,则生成传输信号,对控制终端进行控制,对注塑过程中的供料参数进行实

一种自动定量型汽车内饰件喷涂用供漆系统.pdf
本发明公开了一种自动定量型汽车内饰件喷涂用供漆系统,包括供漆控制系统、数据设定模块、储漆模块、搅拌模块、保温模块、计量送漆模块、计量泵、流量计、喷漆模块、数据比较模块、异常警示模块、正常提示模块、供水模块、冲洗模块、废液收集模块、液位监测模块、液位传感器、余量提示模块、余量提示灯和蜂鸣器,通过供漆控制系统与计量送漆模块信号连接,供漆控制模块通过数据比较模块对计量送漆模块进行监测,可保证人员根据汽车内饰件精准设定供漆量,保证同一批次内汽车内饰件所用油漆量相同,保证汽车内饰件的质量,节约油漆用量;通过液位监测
一种汽车内饰件生产自动喷漆装置.pdf
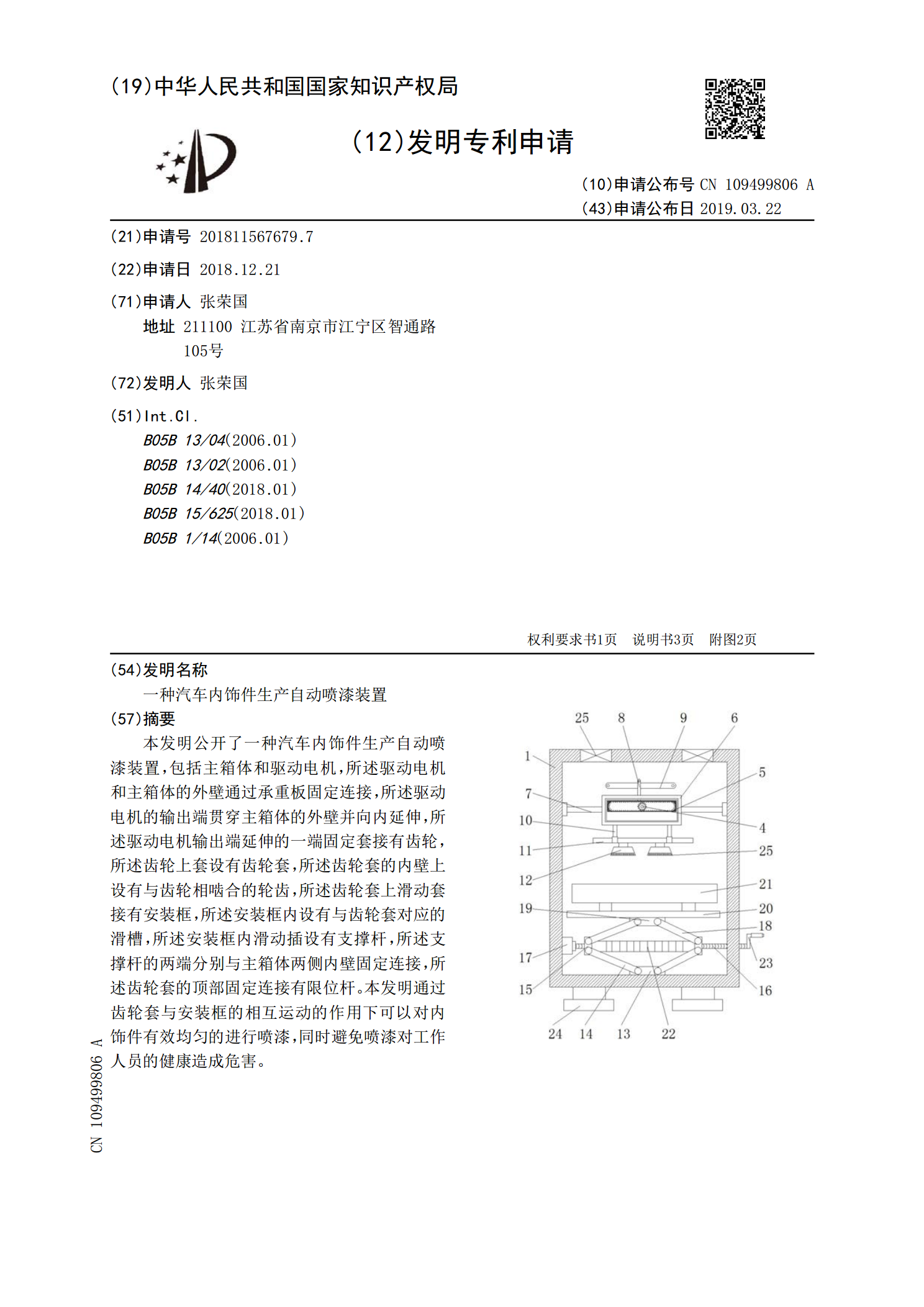
本发明公开了一种汽车内饰件生产自动喷漆装置,包括主箱体和驱动电机,所述驱动电机和主箱体的外壁通过承重板固定连接,所述驱动电机的输出端贯穿主箱体的外壁并向内延伸,所述驱动电机输出端延伸的一端固定套接有齿轮,所述齿轮上套设有齿轮套,所述齿轮套的内壁上设有与齿轮相啮合的轮齿,所述齿轮套上滑动套接有安装框,所述安装框内设有与齿轮套对应的滑槽,所述安装框内滑动插设有支撑杆,所述支撑杆的两端分别与主箱体两侧内壁固定连接,所述齿轮套的顶部固定连接有限位杆。本发明通过齿轮套与安装框的相互运动的作用下可以对内饰件有效均匀的

一种汽车内饰件生产用模具及方法.pdf
本发明提供了一种汽车内饰件生产用模具及方法,包括基板,基板的顶侧外表面中央位置固定安装有下模,下模的顶端至底上下垂直向中央位置开设有成型槽;成型槽的底侧内表面等邻分列固定安装有若干个滑轨,滑轨的内端位置等邻分列开设有若干个曲形凹口,滑轨的底侧内表面中央位置均旋转安装有连接件,连接件的外表面下端位置均等邻分列固定安装有若干根连接绳,连接绳的尾端位置均固定安装有滑动件,滑动件的上端左右两部位置均斜向固定安装有斜槽。该种汽车内饰件生产用模具及方法,可起使模具在每完成一次工作之后,及时对模具腔内的金属碎屑清除收集
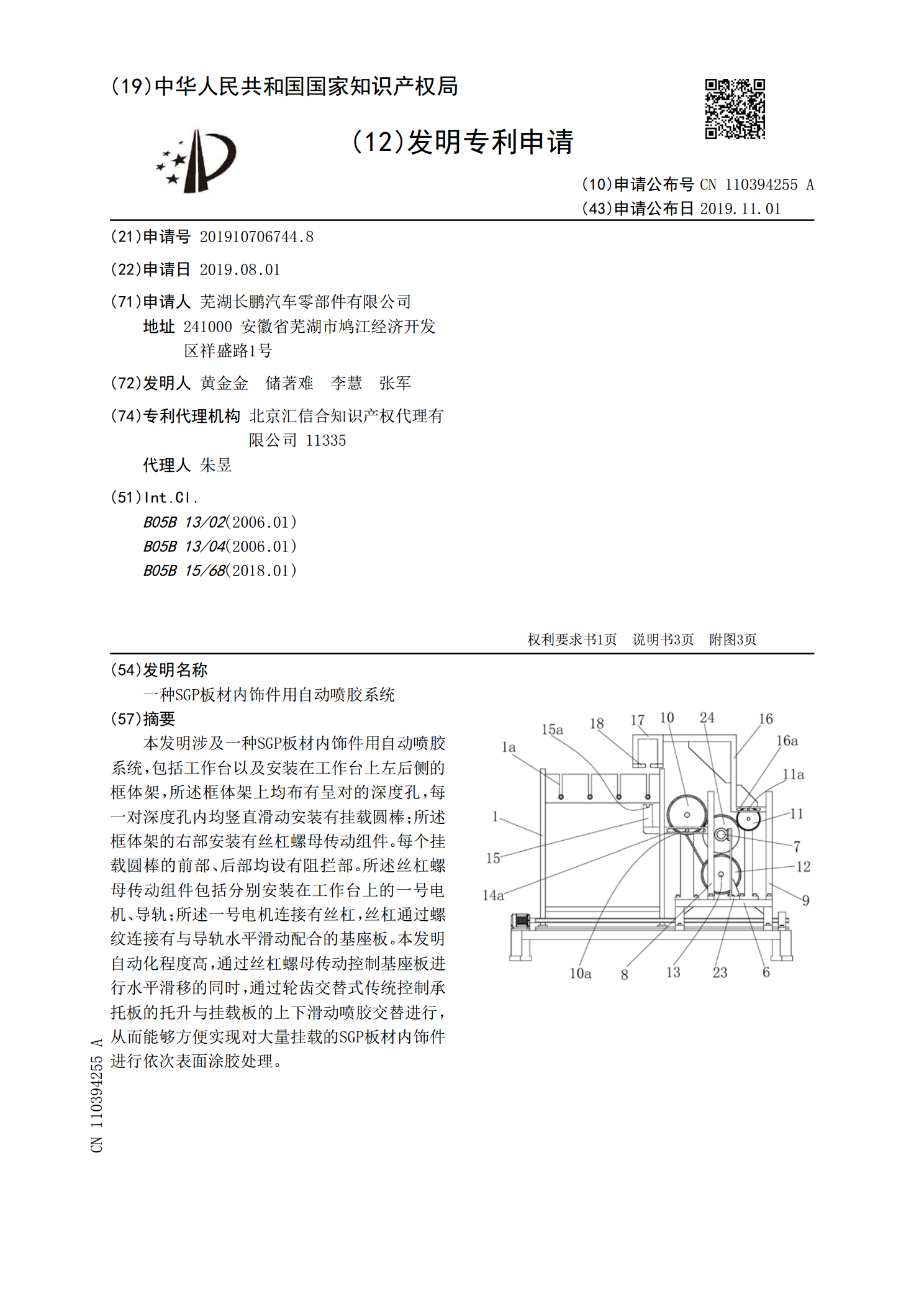
一种SGP板材内饰件用自动喷胶系统.pdf
本发明涉及一种SGP板材内饰件用自动喷胶系统,包括工作台以及安装在工作台上左后侧的框体架,所述框体架上均布有呈对的深度孔,每一对深度孔内均竖直滑动安装有挂载圆棒;所述框体架的右部安装有丝杠螺母传动组件。每个挂载圆棒的前部、后部均设有阻拦部。所述丝杠螺母传动组件包括分别安装在工作台上的一号电机、导轨;所述一号电机连接有丝杠,丝杠通过螺纹连接有与导轨水平滑动配合的基座板。本发明自动化程度高,通过丝杠螺母传动控制基座板进行水平滑移的同时,通过轮齿交替式传统控制承托板的托升与挂载板的上下滑动喷胶交替进行,从而能够