
光纤激光切割不锈钢薄板的方法及装置.pdf

书生****aa

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

光纤激光切割不锈钢薄板的方法及装置.pdf
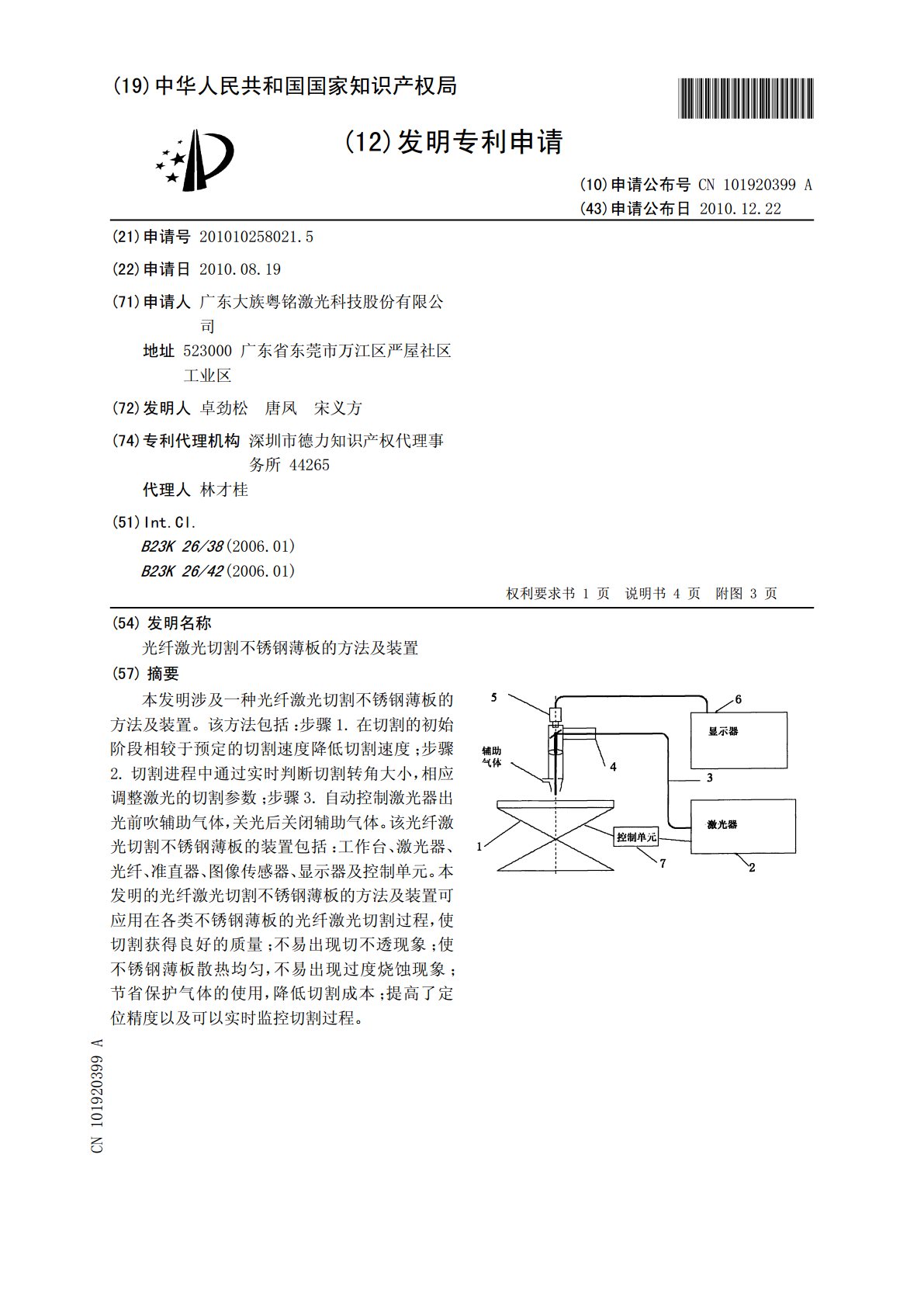
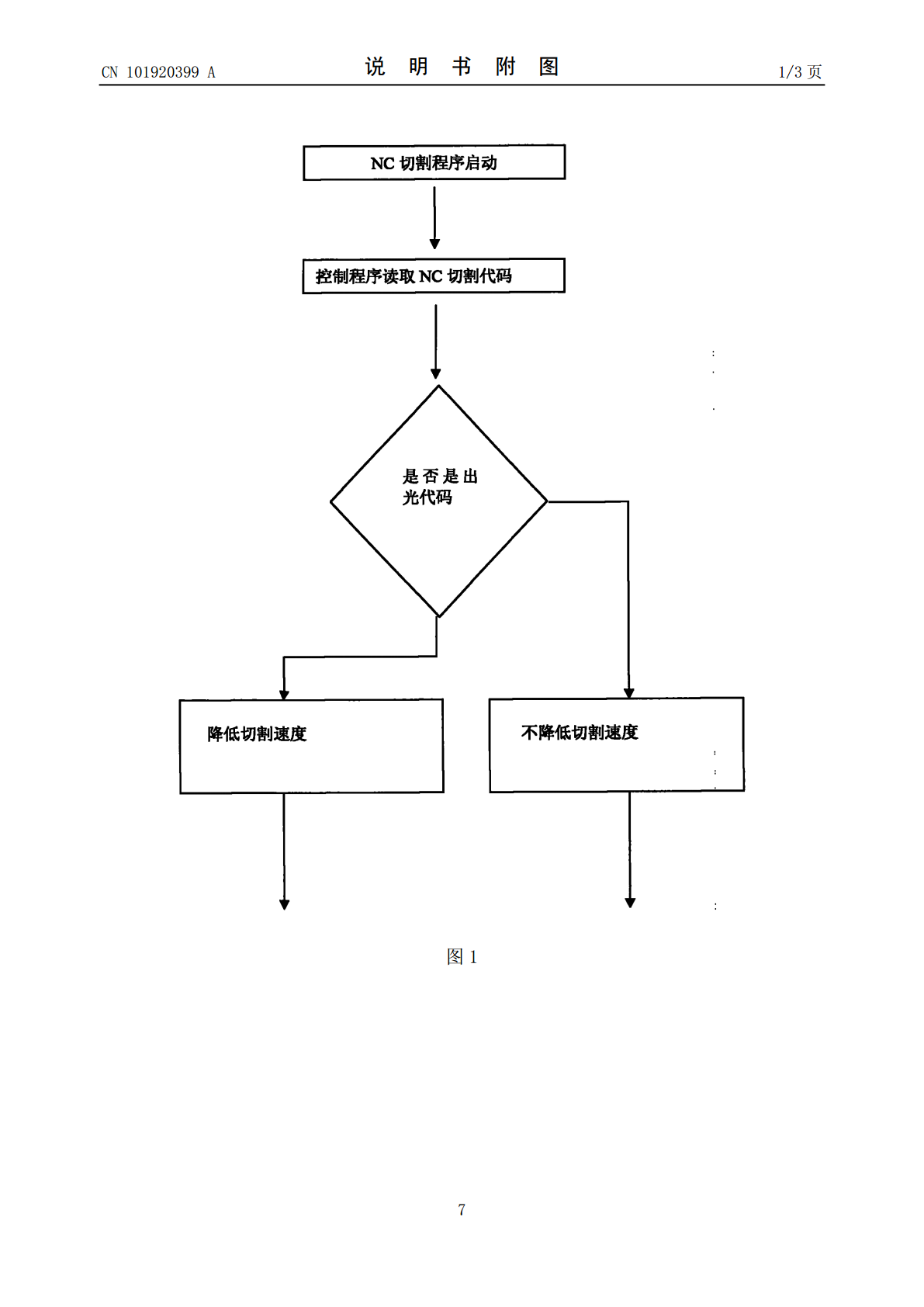
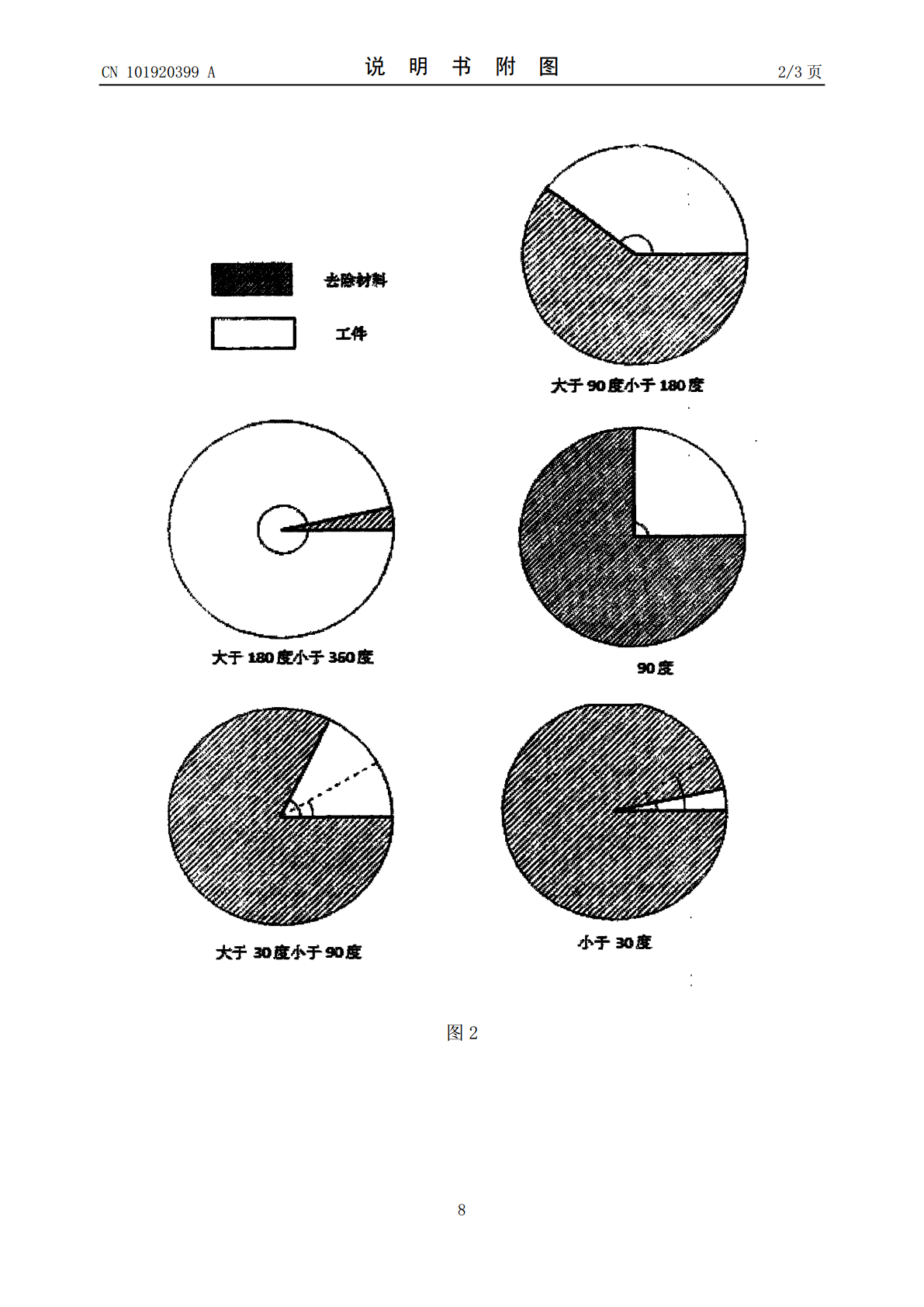
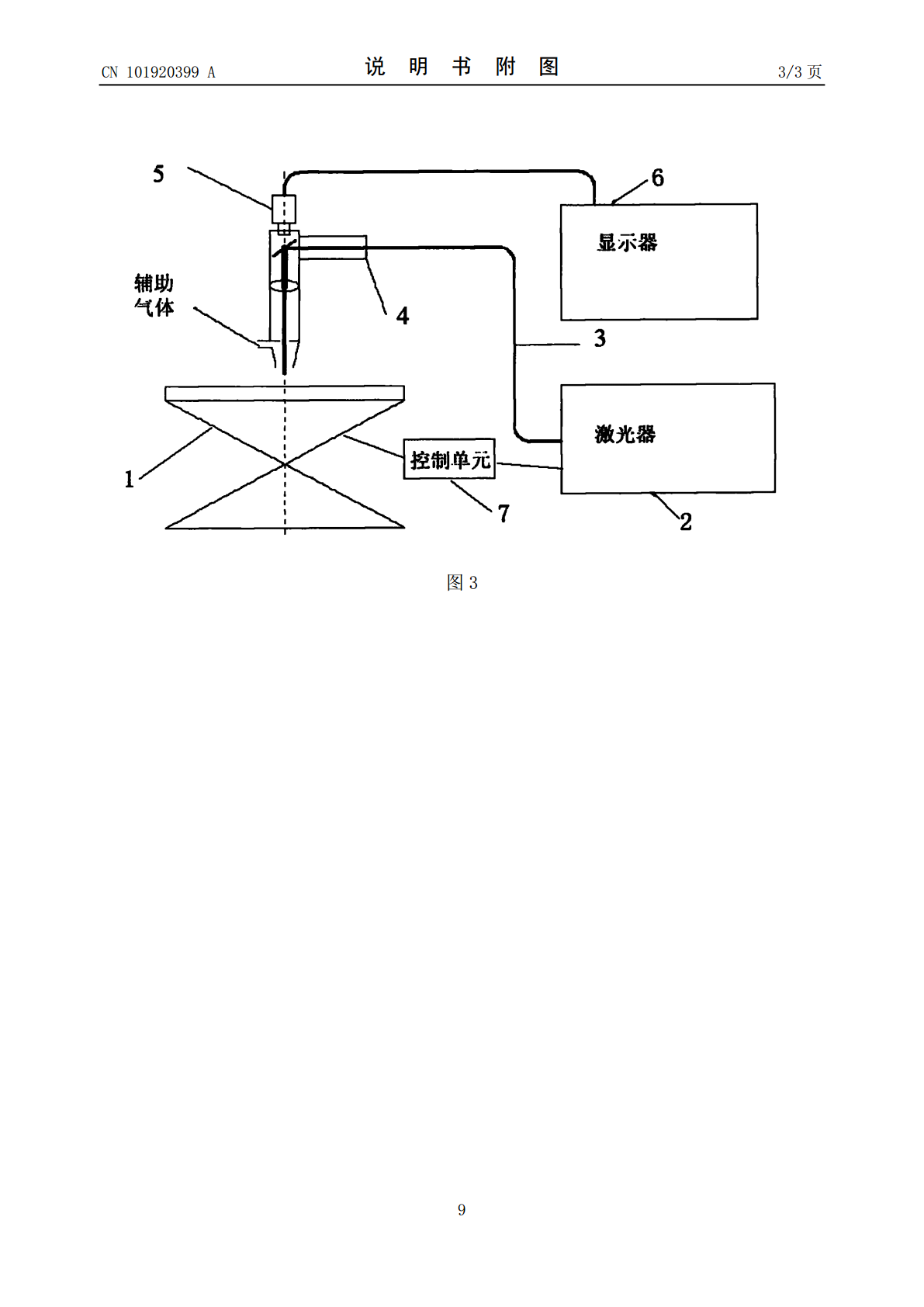
本发明涉及一种光纤激光切割不锈钢薄板的方法及装置。该方法包括:步骤1.在切割的初始阶段相较于预定的切割速度降低切割速度;步骤2.切割进程中通过实时判断切割转角大小,相应调整激光的切割参数;步骤3.自动控制激光器出光前吹辅助气体,关光后关闭辅助气体。该光纤激光切割不锈钢薄板的装置包括:工作台、激光器、光纤、准直器、图像传感器、显示器及控制单元。本发明的光纤激光切割不锈钢薄板的方法及装置可应用在各类不锈钢薄板的光纤激光切割过程,使切割获得良好的质量;不易出现切不透现象;使不锈钢薄板散热均匀,不易出现过度烧蚀现

光纤激光切割不锈钢薄板工艺参数研究.docx
光纤激光切割不锈钢薄板工艺参数研究光纤激光切割不锈钢薄板工艺参数研究摘要:光纤激光切割作为一种高效、精确的切割技术,被广泛应用于不锈钢薄板的切割领域。本研究旨在探究光纤激光切割不锈钢薄板时的工艺参数对切割质量的影响,并为实际生产提供可靠的工艺参考。关键词:光纤激光切割;不锈钢薄板;工艺参数;切割质量1.引言不锈钢是一种耐腐蚀性能较好的材料,广泛应用于航空航天、汽车制造、化工等领域。随着工业的发展,对不锈钢薄板切割的要求也越来越高。光纤激光切割技术以其高速、高精度、无接触等优点,逐渐取代了传统的切割方法,成

光纤激光切割铝合金薄板工艺特性研究.docx
光纤激光切割铝合金薄板工艺特性研究光纤激光切割铝合金薄板工艺特性研究摘要:随着现代工业的快速发展,对于高效、精确、可靠的切割技术的需求越来越高。光纤激光切割技术以其快速切割、高质量切割及无接触加工等优势,成为现代工业切割领域的研究热点。本文基于光纤激光切割技术对铝合金薄板的切割特性进行研究,包括扩孔质量、切割速度、切缝质量等方面的分析,通过实验和数据分析,得出了相关结论,并提出了一些改进措施。关键词:光纤激光切割,铝合金薄板,扩孔质量,切割速度,切缝质量引言:在现代工业中,铝合金薄板的广泛应用促使了对其加

光纤激光快速切割薄板应用技术研究.docx
光纤激光快速切割薄板应用技术研究光纤激光快速切割薄板应用技术研究摘要:随着工业技术的不断进步,薄板材料的应用越来越广泛。而光纤激光快速切割技术作为一种高效、精确的切割方法,已经成为了现代工业生产中必不可少的一部分。本文将研究光纤激光快速切割薄板的应用技术,并探讨其在工业生产中的潜力和前景。关键词:光纤激光快速切割、薄板、应用技术、工业生产1.引言薄板材料是一种常用的材料,在汽车制造、航空航天、电子信息等领域都有广泛的应用。而传统的机械切割方法在薄板切割中存在一些缺点,例如切割速度慢、切割面质量不佳等。光纤
一种亚克力薄板切割用激光切割装置.pdf
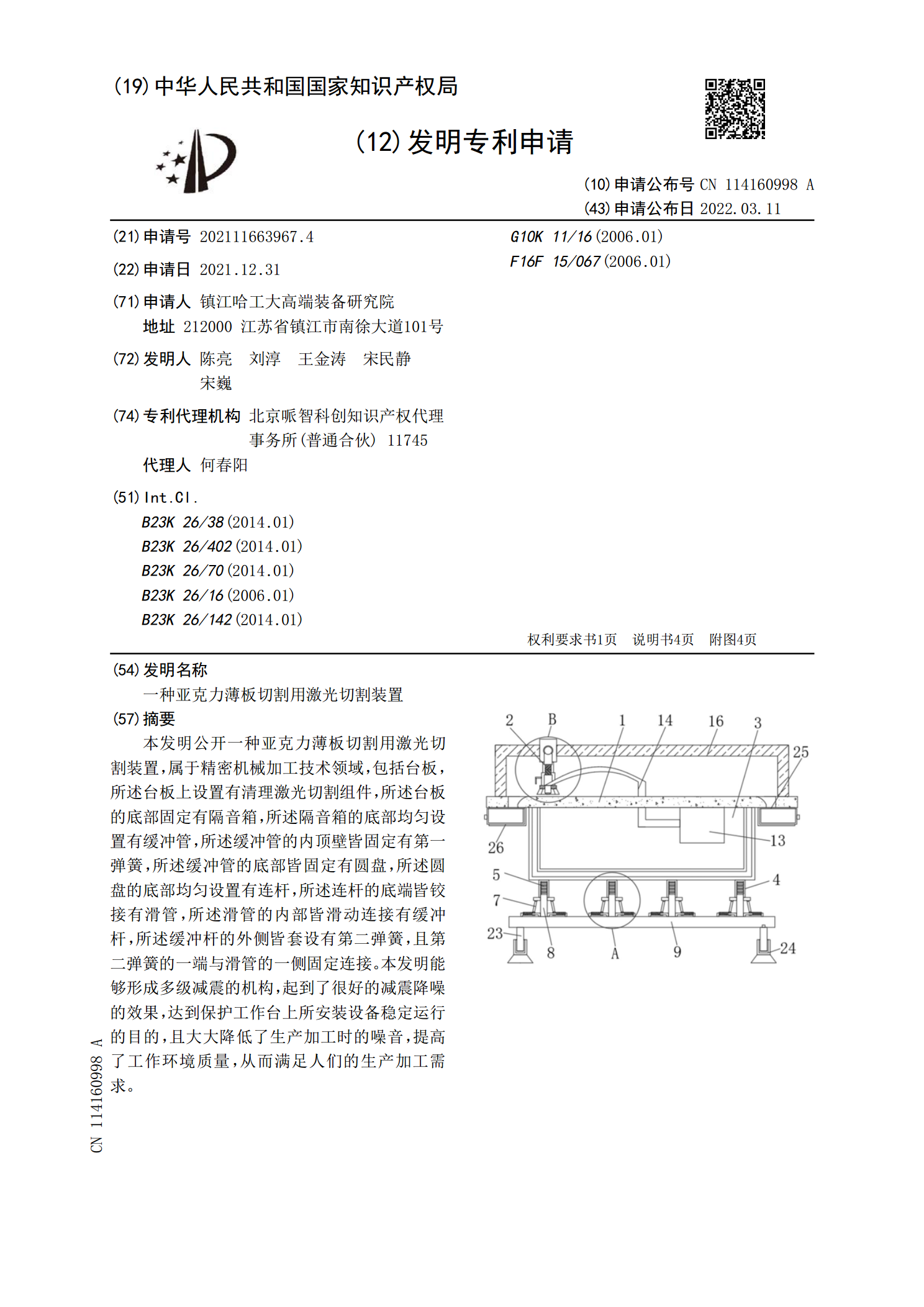
本发明公开一种亚克力薄板切割用激光切割装置,属于精密机械加工技术领域,包括台板,所述台板上设置有清理激光切割组件,所述台板的底部固定有隔音箱,所述隔音箱的底部均匀设置有缓冲管,所述缓冲管的内顶壁皆固定有第一弹簧,所述缓冲管的底部皆固定有圆盘,所述圆盘的底部均匀设置有连杆,所述连杆的底端皆铰接有滑管,所述滑管的内部皆滑动连接有缓冲杆,所述缓冲杆的外侧皆套设有第二弹簧,且第二弹簧的一端与滑管的一侧固定连接。本发明能够形成多级减震的机构,起到了很好的减震降噪的效果,达到保护工作台上所安装设备稳定运行的目的,且大