
二次包络环面蜗轮滚刀侧后角面的设计方法.pdf

宁馨****找我


1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
二次包络环面蜗轮滚刀侧后角面的设计方法.pdf
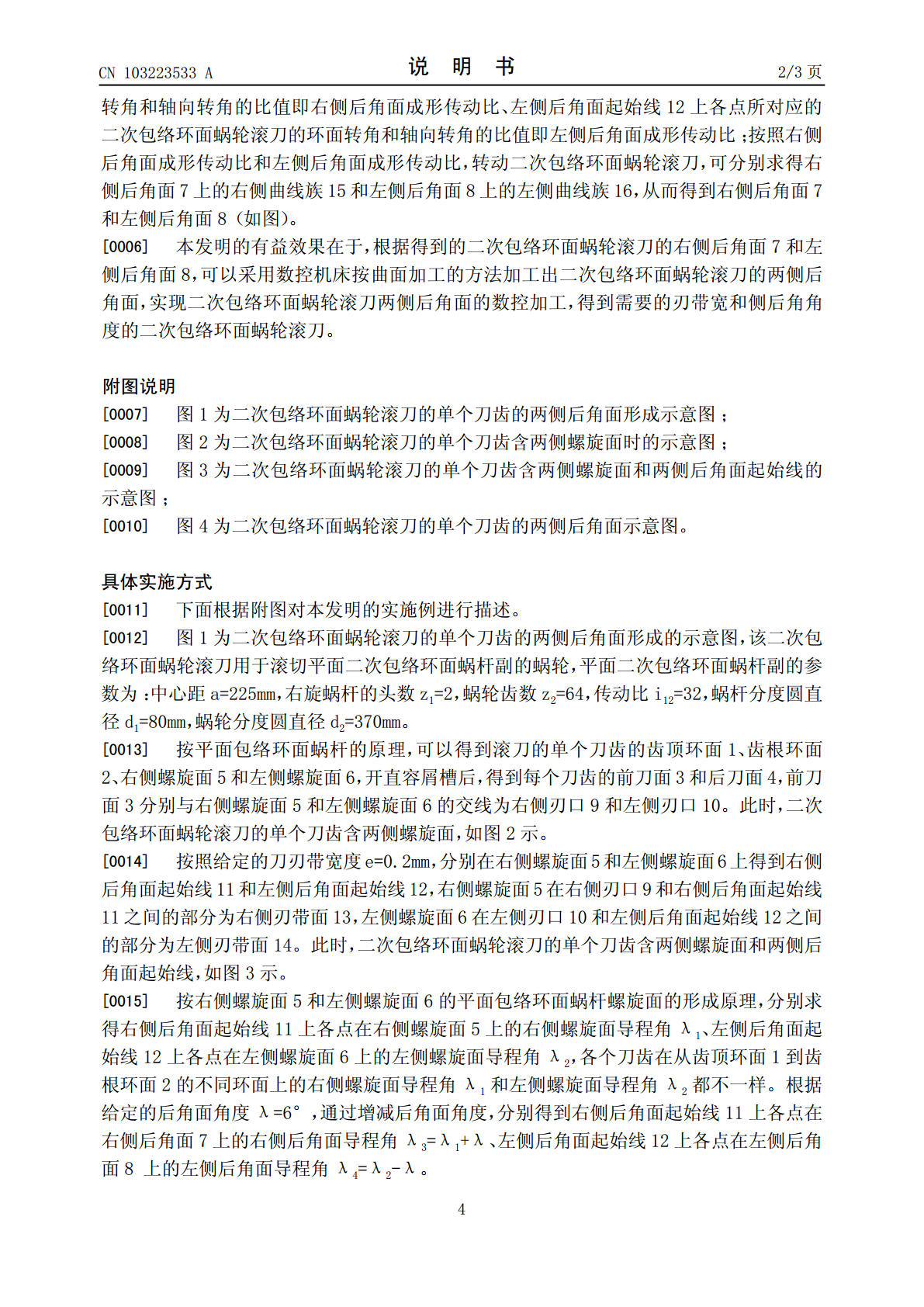
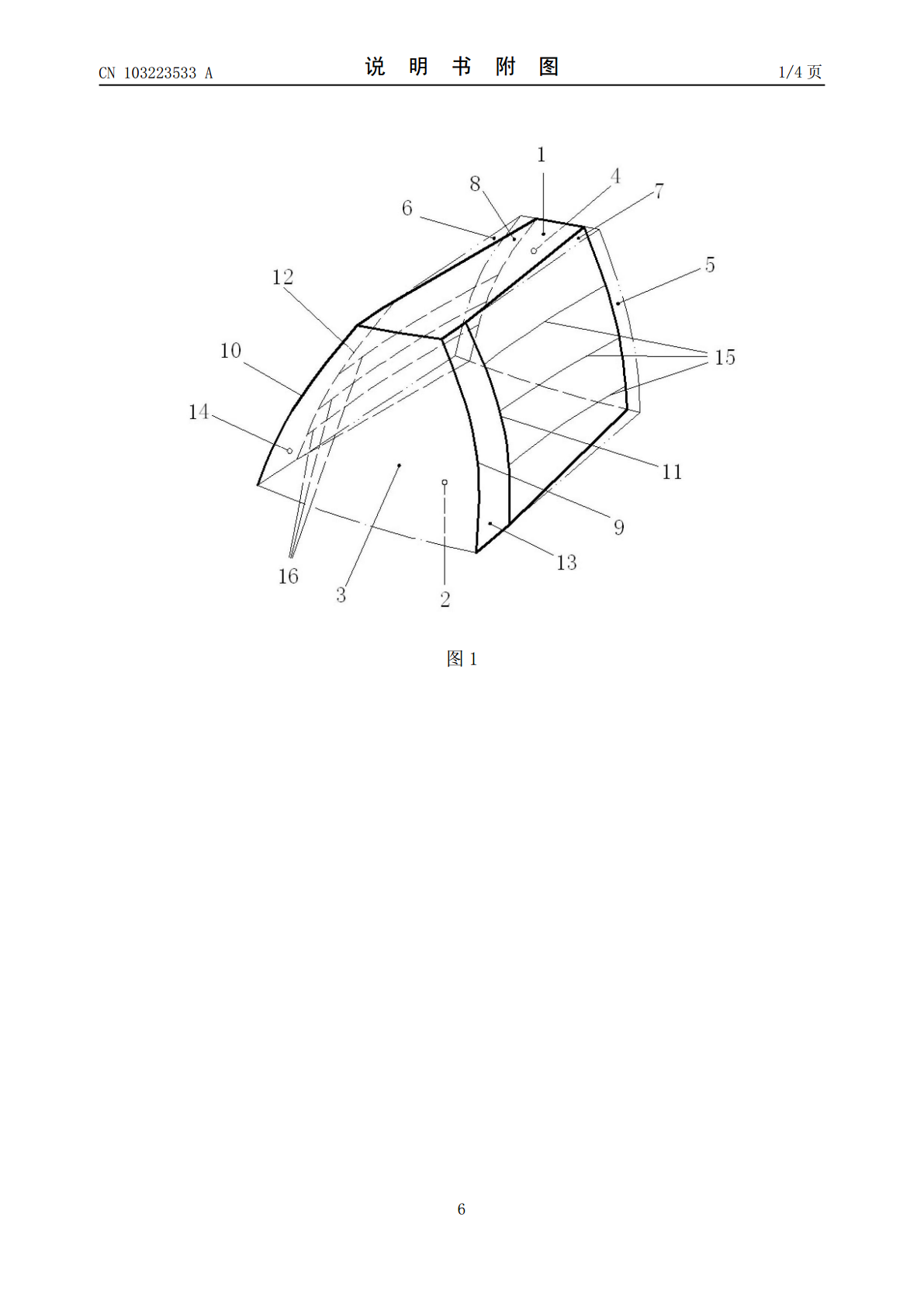
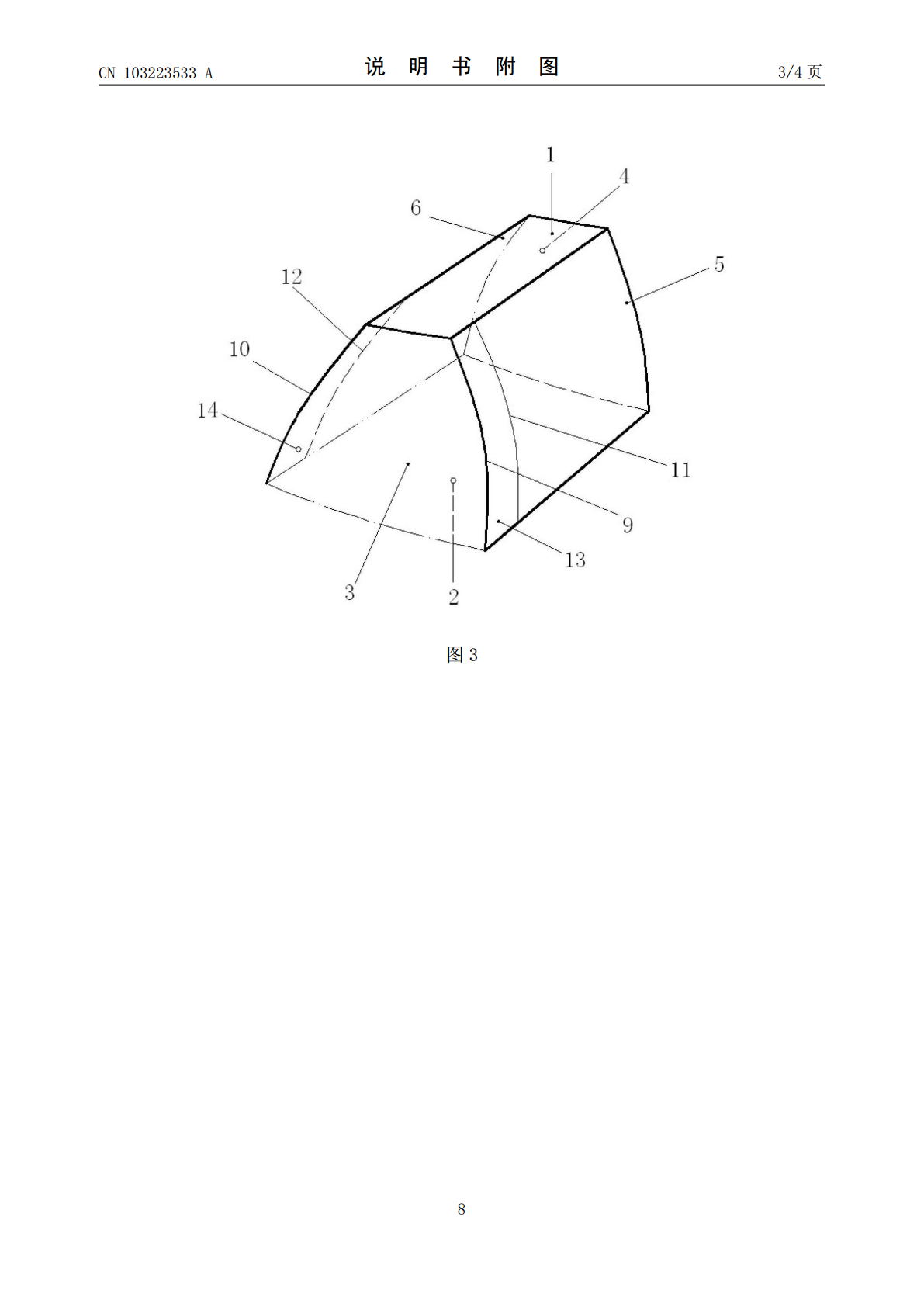
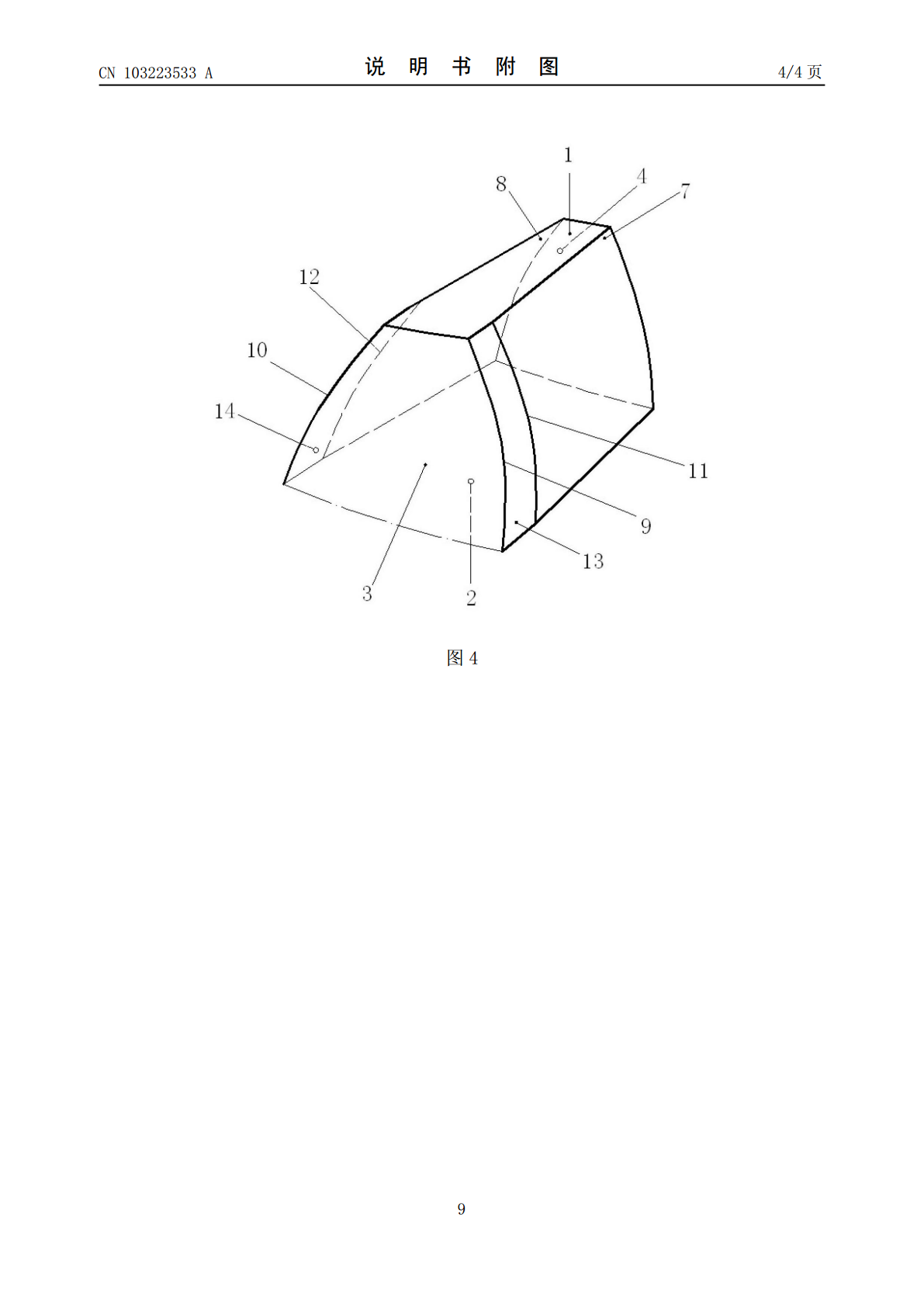
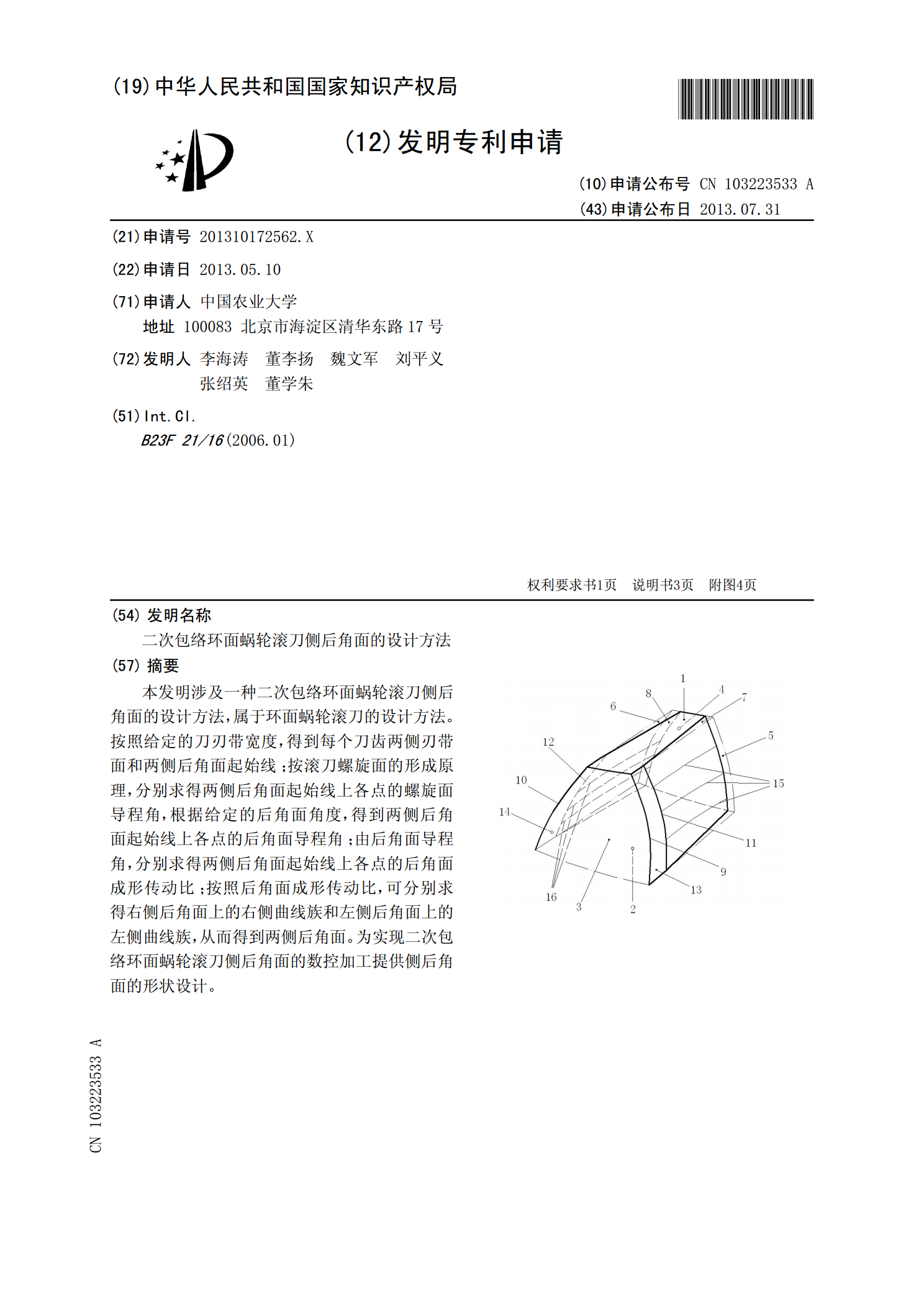
本发明涉及一种二次包络环面蜗轮滚刀侧后角面的设计方法,属于环面蜗轮滚刀的设计方法。按照给定的刀刃带宽度,得到每个刀齿两侧刃带面和两侧后角面起始线;按滚刀螺旋面的形成原理,分别求得两侧后角面起始线上各点的螺旋面导程角,根据给定的后角面角度,得到两侧后角面起始线上各点的后角面导程角;由后角面导程角,分别求得两侧后角面起始线上各点的后角面成形传动比;按照后角面成形传动比,可分别求得右侧后角面上的右侧曲线族和左侧后角面上的左侧曲线族,从而得到两侧后角面。为实现二次包络环面蜗轮滚刀侧后角面的数控加工提供侧后角面的形

环面蜗轮滚刀侧后角面磨削干涉分析.pptx
环面蜗轮滚刀侧后角面磨削干涉分析目录环面蜗轮滚刀侧后角面磨削干涉分析的背景环面蜗轮滚刀的应用领域侧后角面磨削的重要性磨削干涉的常见问题环面蜗轮滚刀侧后角面磨削干涉的原因磨削过程中的热变形磨削参数的选择工件材料的影响砂轮的选择和使用环面蜗轮滚刀侧后角面磨削干涉的解决方法优化磨削参数使用冷却剂选择合适的砂轮调整磨削路径和顺序环面蜗轮滚刀侧后角面磨削干涉分析的实验研究实验设备和方法实验结果和数据分析结果分析和讨论环面蜗轮滚刀侧后角面磨削干涉分析的结论和建议结论总结对实际生产的建议对未来研究的展望感谢观看

环面蜗轮滚刀侧后角面磨削干涉分析.pptx
汇报人:CONTENTS环面蜗轮滚刀侧后角面磨削干涉分析的重要性磨削干涉对蜗轮滚刀性能的影响磨削干涉对蜗轮滚刀使用寿命的影响磨削干涉对蜗轮滚刀加工精度的影响环面蜗轮滚刀侧后角面磨削干涉产生的原因磨削参数选择不当砂轮修整不准确砂轮材料选择不当磨削液使用不当环面蜗轮滚刀侧后角面磨削干涉的解决方法优化磨削参数提高砂轮修整精度选择合适的砂轮材料正确使用磨削液环面蜗轮滚刀侧后角面磨削干涉分析的实验研究实验目的和实验条件实验方法和实验过程实验结果和数据分析实验结论和改进建议环面蜗轮滚刀侧后角面磨削干涉分析的未来研究方
平面二次包络环面蜗杆传动蜗轮滚刀齿廓建模方法.pdf
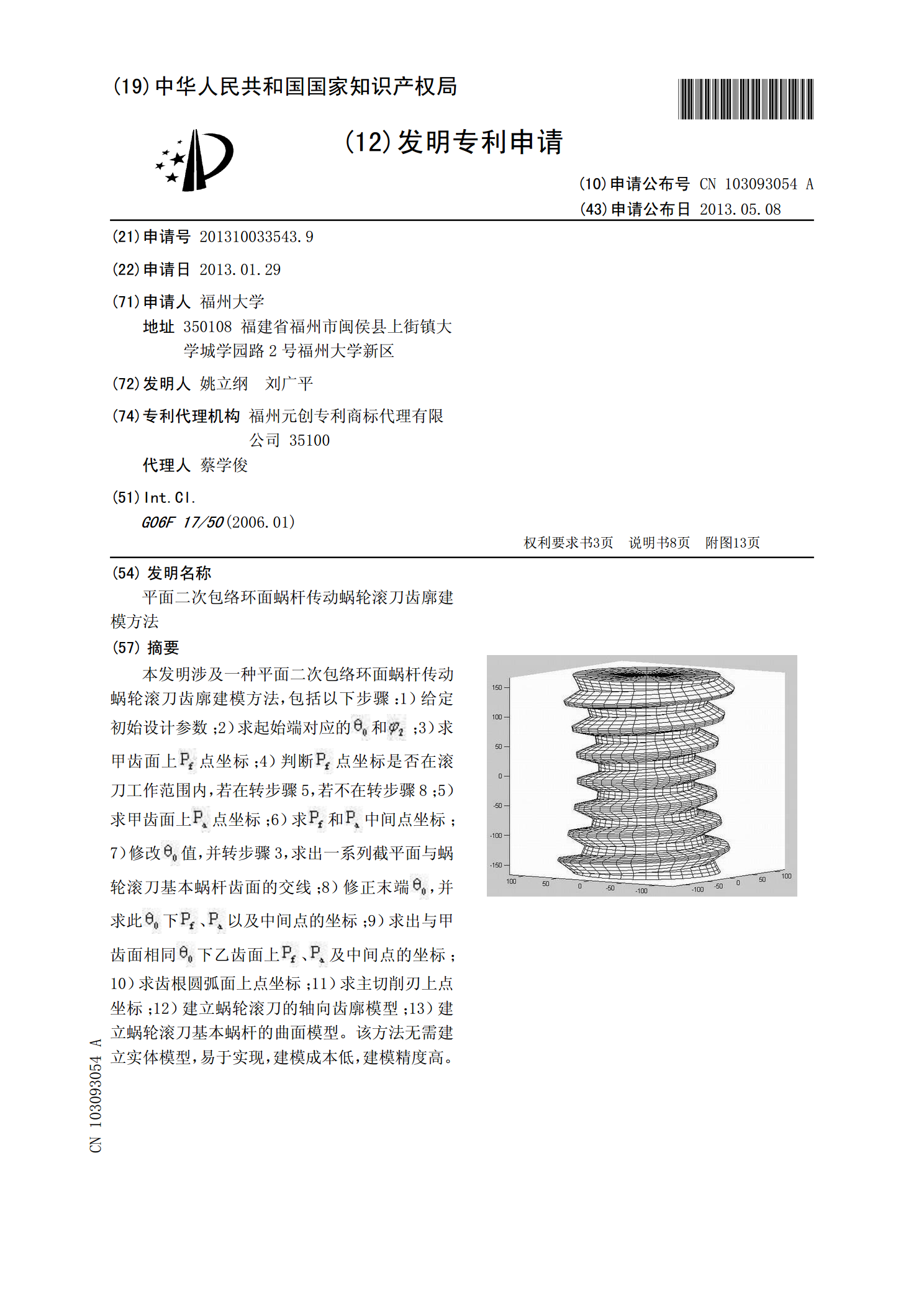
本发明涉及一种平面二次包络环面蜗杆传动蜗轮滚刀齿廓建模方法,包括以下步骤:1)给定初始设计参数;2)求起始端对应的和;3)求甲齿面上点坐标;4)判断点坐标是否在滚刀工作范围内,若在转步骤5,若不在转步骤8;5)求甲齿面上点坐标;6)求和中间点坐标;7)修改值,并转步骤3,求出一系列截平面与蜗轮滚刀基本蜗杆齿面的交线;8)修正末端,并求此下、以及中间点的坐标;9)求出与甲齿面相同下乙齿面上、及中间点的坐标;10)求齿根圆弧面上点坐标;11)求主切削刃上点坐标;12)建立蜗轮滚刀的轴向齿廓模型;13)建立蜗轮
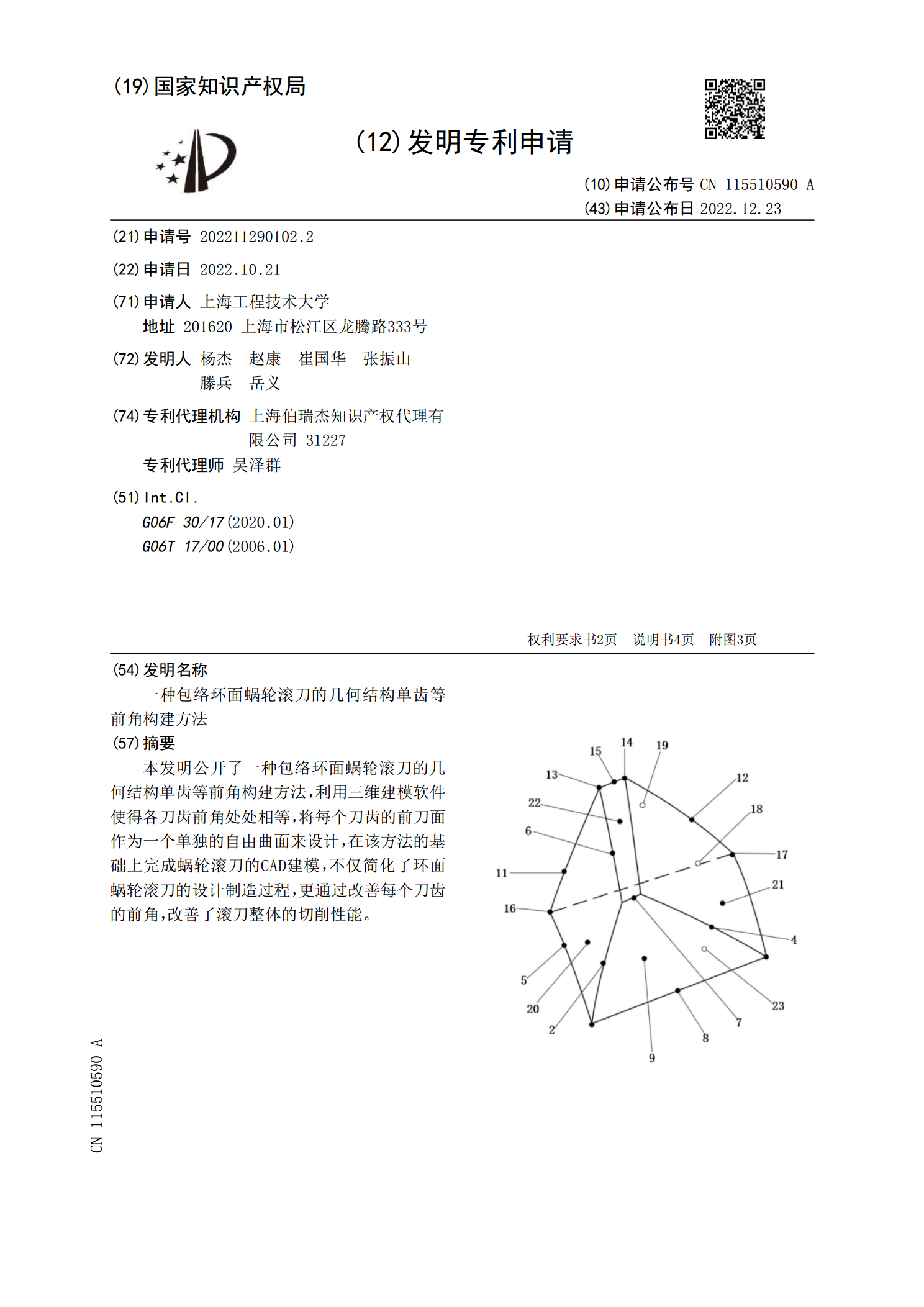
一种包络环面蜗轮滚刀的几何结构单齿等前角构建方法.pdf
本发明公开了一种包络环面蜗轮滚刀的几何结构单齿等前角构建方法,利用三维建模软件使得各刀齿前角处处相等,将每个刀齿的前刀面作为一个单独的自由曲面来设计,在该方法的基础上完成蜗轮滚刀的CAD建模,不仅简化了环面蜗轮滚刀的设计制造过程,更通过改善每个刀齿的前角,改善了滚刀整体的切削性能。