
一种底板自锁螺母螺纹挤压成形装置.pdf

书生****aa

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种底板自锁螺母螺纹挤压成形装置.pdf
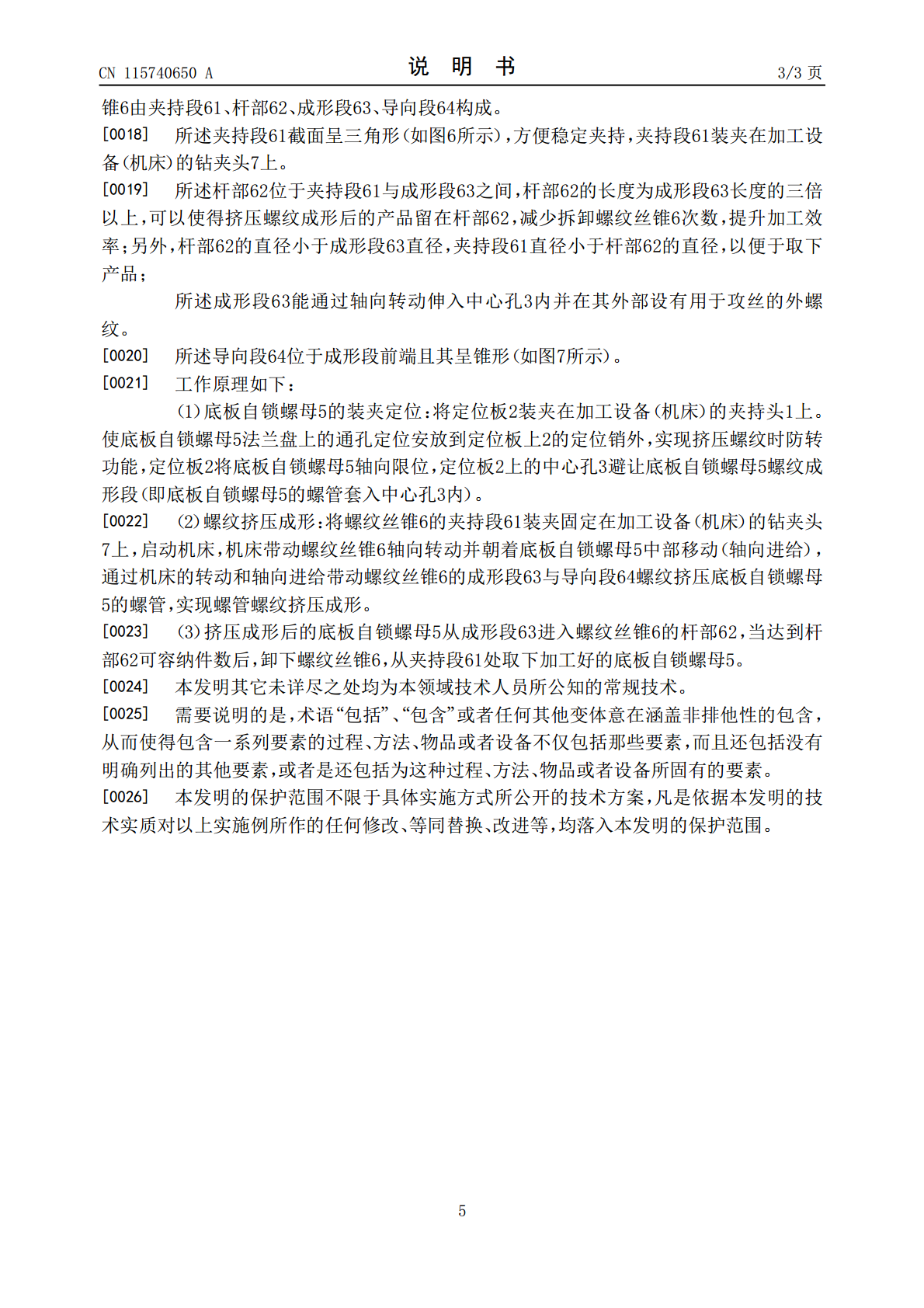
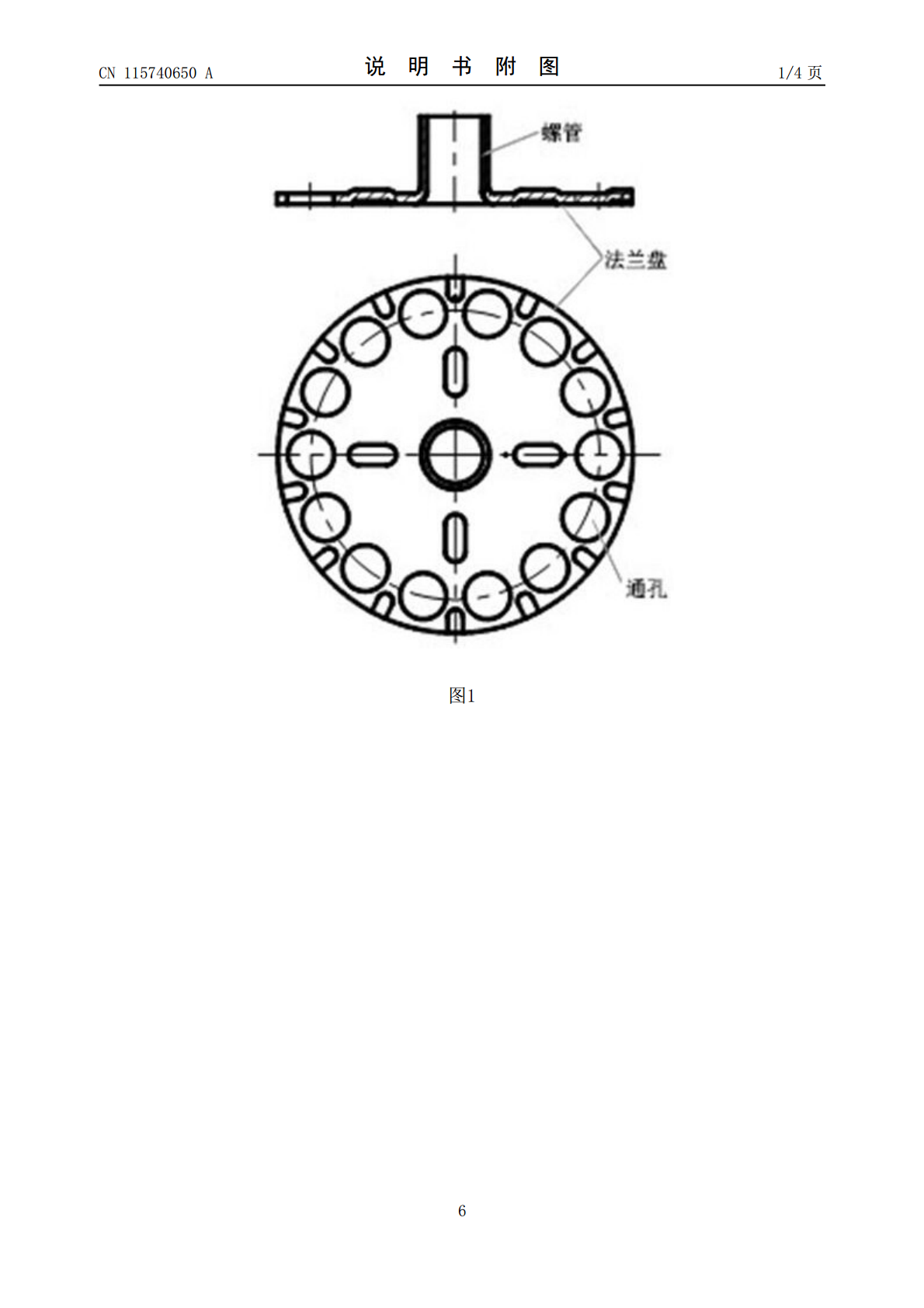
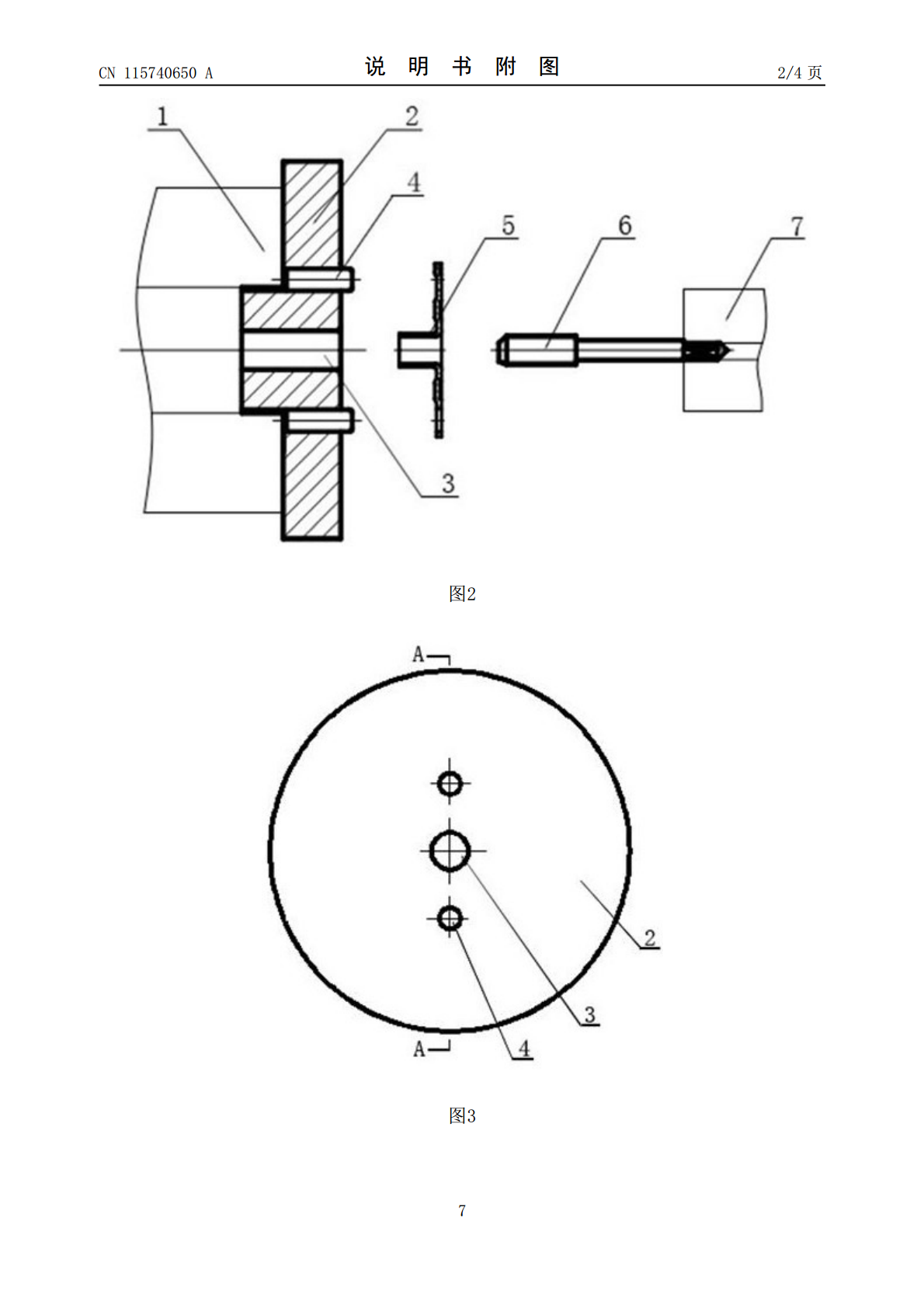
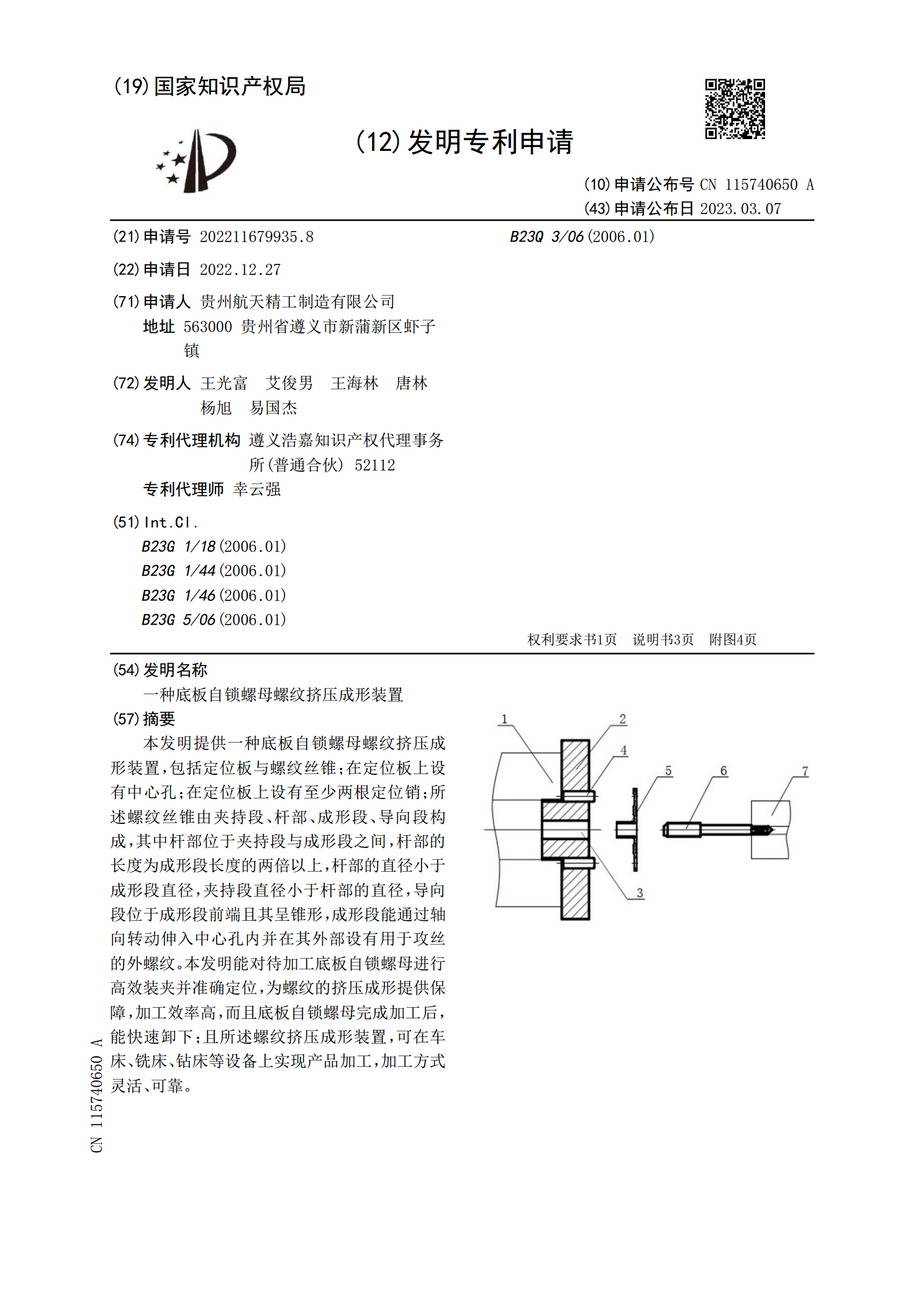
本发明提供一种底板自锁螺母螺纹挤压成形装置,包括定位板与螺纹丝锥;在定位板上设有中心孔;在定位板上设有至少两根定位销;所述螺纹丝锥由夹持段、杆部、成形段、导向段构成,其中杆部位于夹持段与成形段之间,杆部的长度为成形段长度的两倍以上,杆部的直径小于成形段直径,夹持段直径小于杆部的直径,导向段位于成形段前端且其呈锥形,成形段能通过轴向转动伸入中心孔内并在其外部设有用于攻丝的外螺纹。本发明能对待加工底板自锁螺母进行高效装夹并准确定位,为螺纹的挤压成形提供保障,加工效率高,而且底板自锁螺母完成加工后,能快速卸下;
一种带有自锁螺母装置的拉杆转子.pdf
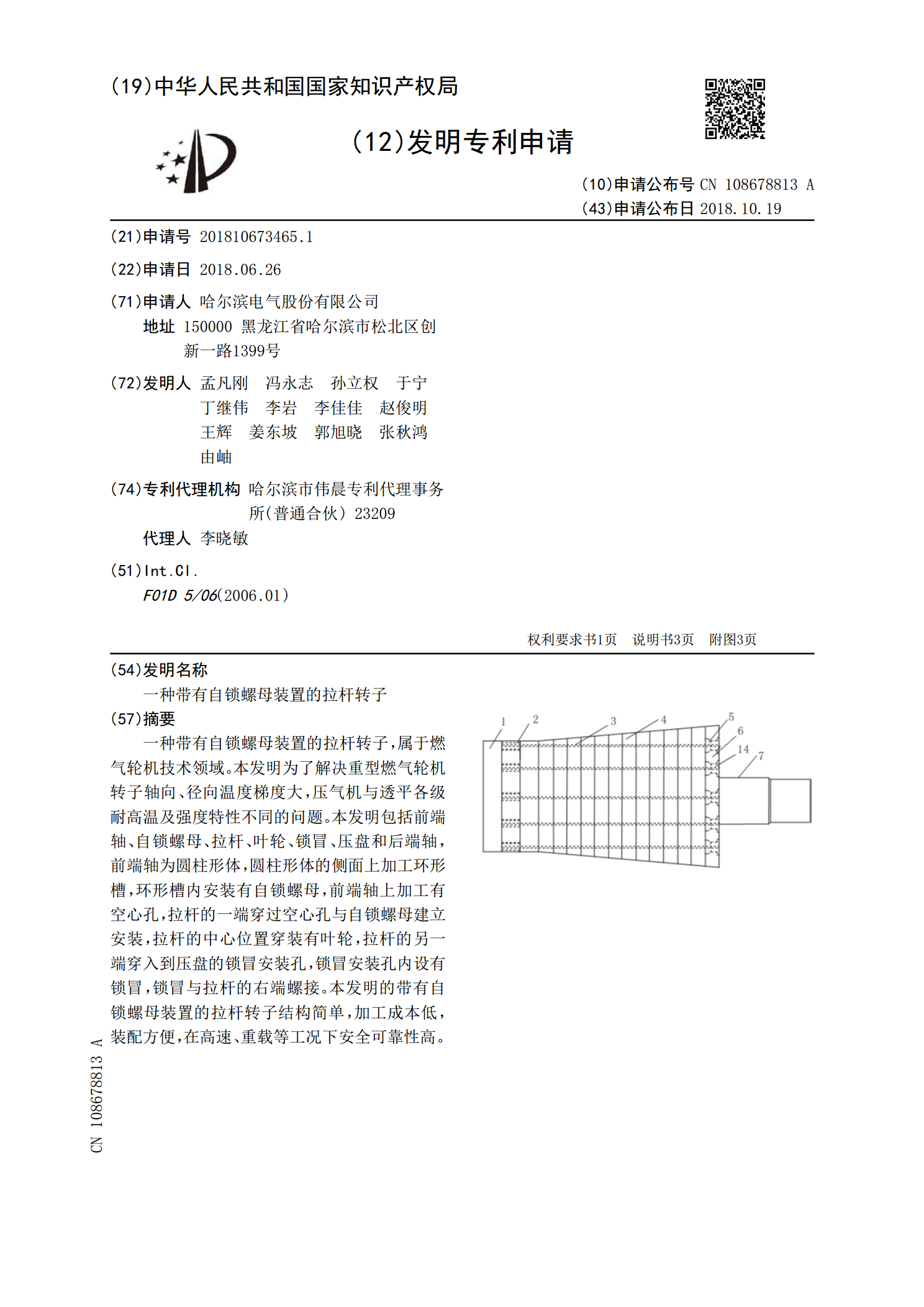
一种带有自锁螺母装置的拉杆转子,属于燃气轮机技术领域。本发明为了解决重型燃气轮机转子轴向、径向温度梯度大,压气机与透平各级耐高温及强度特性不同的问题。本发明包括前端轴、自锁螺母、拉杆、叶轮、锁冒、压盘和后端轴,前端轴为圆柱形体,圆柱形体的侧面上加工环形槽,环形槽内安装有自锁螺母,前端轴上加工有空心孔,拉杆的一端穿过空心孔与自锁螺母建立安装,拉杆的中心位置穿装有叶轮,拉杆的另一端穿入到压盘的锁冒安装孔,锁冒安装孔内设有锁冒,锁冒与拉杆的右端螺接。本发明的带有自锁螺母装置的拉杆转子结构简单,加工成本低,装配方
一种装拆扩口自锁螺母的装置.pdf
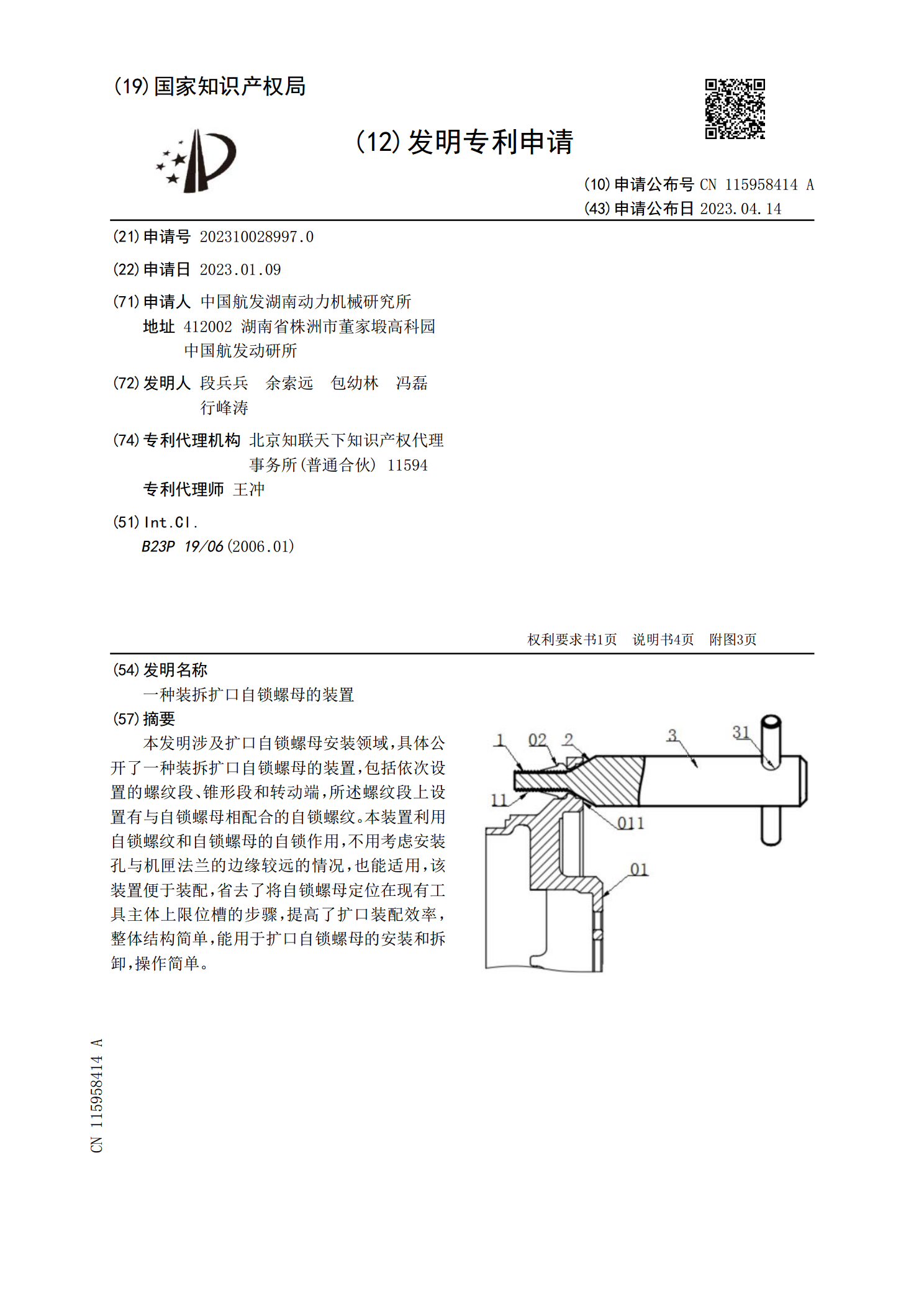
本发明涉及扩口自锁螺母安装领域,具体公开了一种装拆扩口自锁螺母的装置,包括依次设置的螺纹段、锥形段和转动端,所述螺纹段上设置有与自锁螺母相配合的自锁螺纹。本装置利用自锁螺纹和自锁螺母的自锁作用,不用考虑安装孔与机匣法兰的边缘较远的情况,也能适用,该装置便于装配,省去了将自锁螺母定位在现有工具主体上限位槽的步骤,提高了扩口装配效率,整体结构简单,能用于扩口自锁螺母的安装和拆卸,操作简单。
自锁螺母.pdf
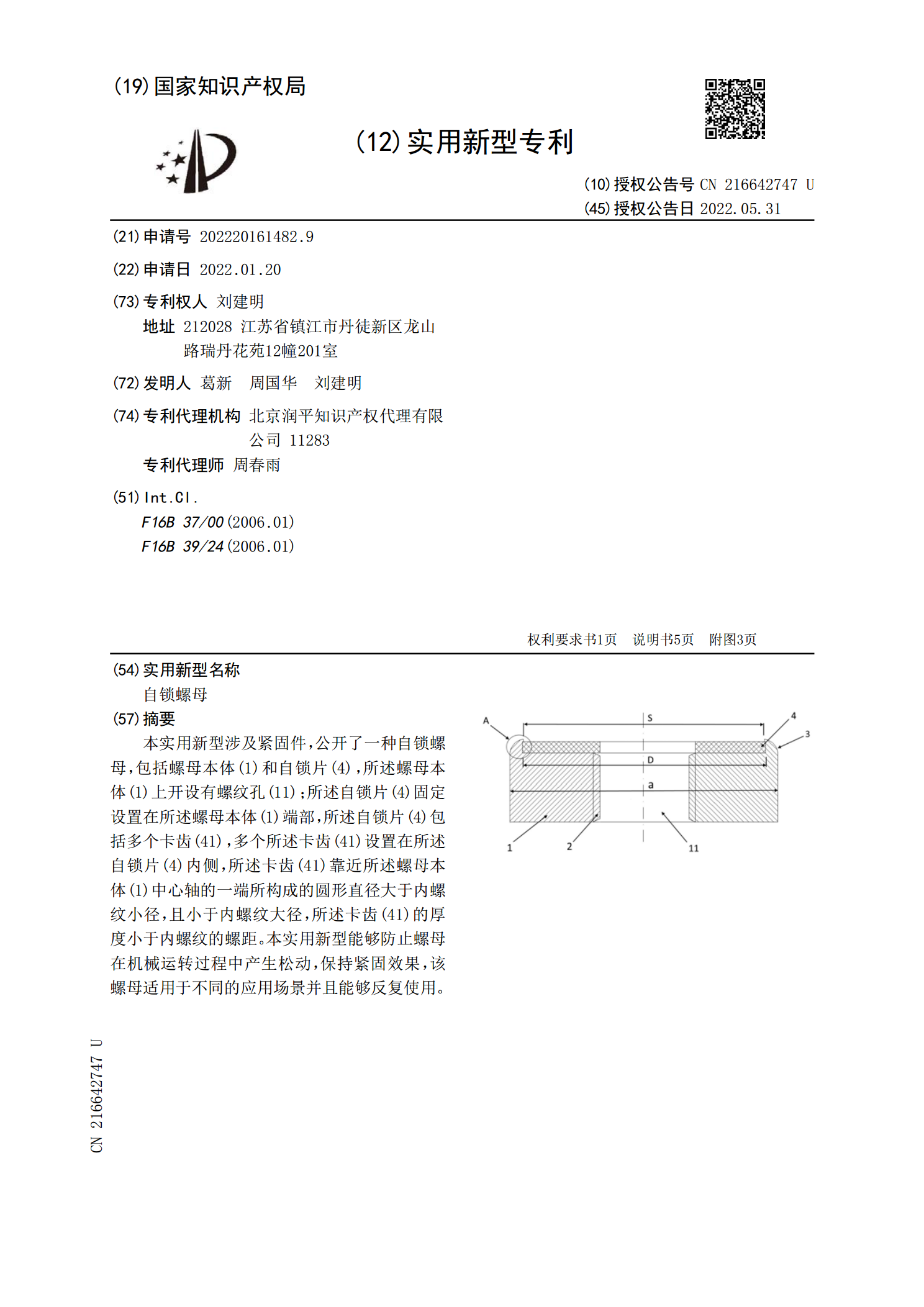
本实用新型涉及紧固件,公开了一种自锁螺母,包括螺母本体(1)和自锁片(4),所述螺母本体(1)上开设有螺纹孔(11);所述自锁片(4)固定设置在所述螺母本体(1)端部,所述自锁片(4)包括多个卡齿(41),多个所述卡齿(41)设置在所述自锁片(4)内侧,所述卡齿(41)靠近所述螺母本体(1)中心轴的一端所构成的圆形直径大于内螺纹小径,且小于内螺纹大径,所述卡齿(41)的厚度小于内螺纹的螺距。本实用新型能够防止螺母在机械运转过程中产生松动,保持紧固效果,该螺母适用于不同的应用场景并且能够反复使用。

螺纹自锁式快速脱开装置.pdf
一种能实现模拟断绳坠落、不受外界停电影响、可远程电控操作且结构简单、成本低、操作方便、安全可靠的螺纹自锁式快速脱开装置,锁体底部设有垂直容腔,锁头插装在垂直容腔内,锁体中部开设下径向通孔,所述锁头对应下径向通孔处为缩径状,下径向通孔内设置有锁紧块并利用定位销定位,锁紧块内端设有凸起;锁体上部设有上径向通孔,上径向通孔内插装丝杠传动轴,丝杠传动轴上安装滑动轴承,丝杠传动轴两端分别设有正反扣的梯形螺纹并安装螺母,丝杠传动轴右侧端部装有驱动轮及挡板Ⅱ;锁体两侧设有拨叉锁紧臂,拨叉锁紧臂底部铰接在锁体上,两个拨叉