
一种结合预增压与丙烷制冷的乙烷回收方法.pdf

小沛****文章


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种结合预增压与丙烷制冷的乙烷回收方法.pdf
本发明公开一种结合预增压与丙烷制冷的乙烷回收方法,涉及天然气加工技术领域。本发明建立在常规乙烷回收流程基础上,针对低压富气乙烷回收流程冷量需求大的特点,采用原料气预增压与丙烷制冷组合的方法,可使原料气在预冷量不足工况下,增大膨胀机制冷量,实现乙烷回收流程在低压富气工况下较高的乙烷回收率(>95%)。流程入口设置压缩机对原料气增压,高压状态有效降低原料气汽化潜热,减少原料气预冷所需冷量,降低丙烷循环量,从而在保障较高乙烷回收率条件下,降低制冷循环压缩机能耗及流程总能耗。同时相较于具有同样乙烷回收率的带有阶式
一种结合混合冷剂和丙烷辅助制冷的乙烷回收方法.pdf
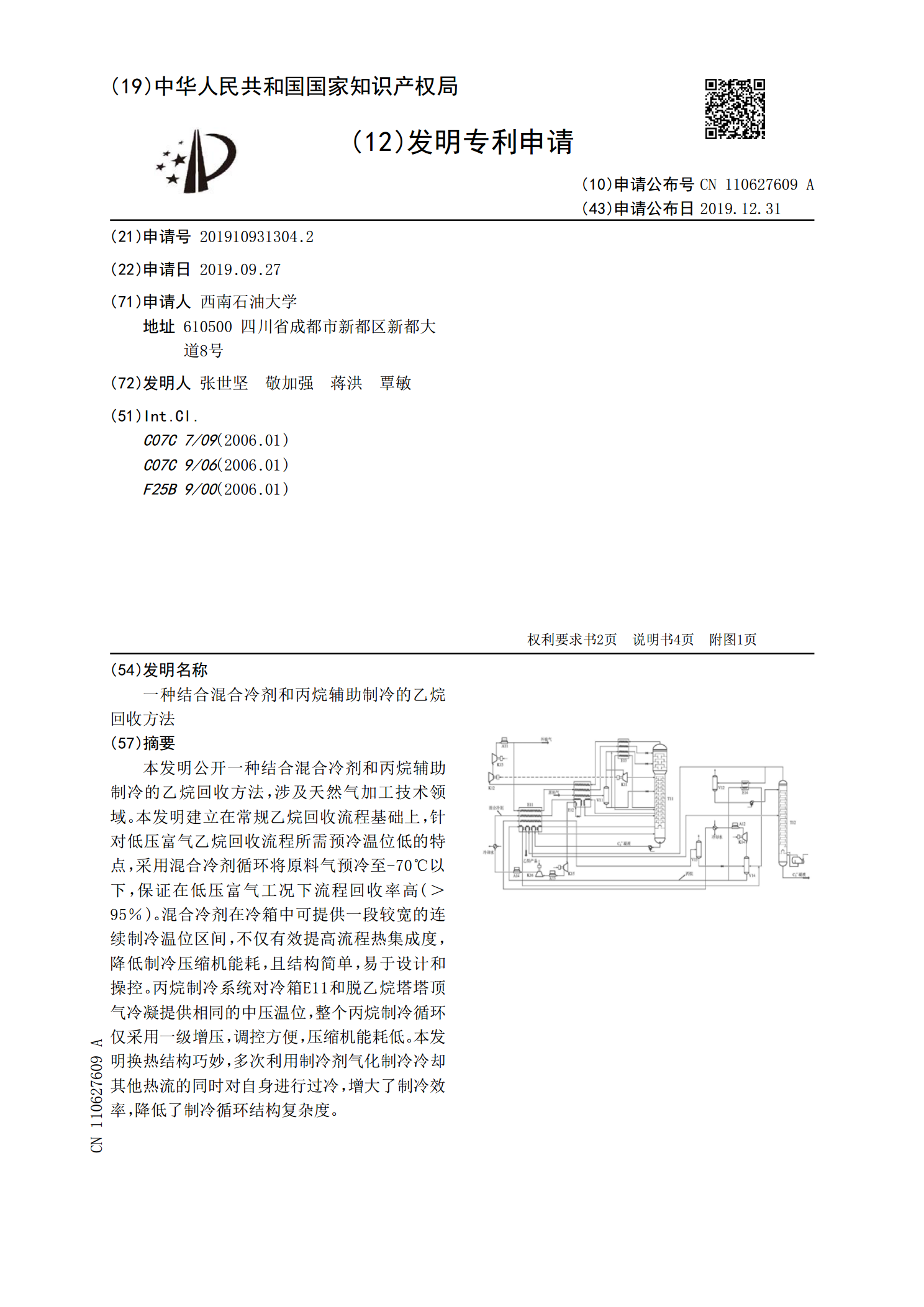
本发明公开一种结合混合冷剂和丙烷辅助制冷的乙烷回收方法,涉及天然气加工技术领域。本发明建立在常规乙烷回收流程基础上,针对低压富气乙烷回收流程所需预冷温位低的特点,采用混合冷剂循环将原料气预冷至‑70℃以下,保证在低压富气工况下流程回收率高(>95%)。混合冷剂在冷箱中可提供一段较宽的连续制冷温位区间,不仅有效提高流程热集成度,降低制冷压缩机能耗,且结构简单,易于设计和操控。丙烷制冷系统对冷箱E11和脱乙烷塔塔顶气冷凝提供相同的中压温位,整个丙烷制冷循环仅采用一级增压,调控方便,压缩机能耗低。本发明换热结构

一种针对低压富气乙烷回收的组合制冷方法.pdf
本发明公开一种针对低压富气乙烷回收的组合制冷方法,涉及天然气加工技术领域。本发明的方法建立在常规乙烷回收流程基础上,针对低压富气乙烷回收流程所需预冷温位低的特点,采用两级乙烯制冷循环为原料气预冷冷箱提供两级低温位,有效保证低压富气工况下的高乙烷回收率(>95%),同时多温位制冷显著提高冷箱热集成度,降低制冷循环能耗。该发明考虑了制冷剂对脱乙烷塔塔顶气的冷凝液化过程,两级丙烷制冷系统为脱乙烷塔塔顶气提供中压温位、为高温高压乙烯制冷剂过冷和原料气预冷提供低压温位。丙烷制冷循环的多位制冷,有效降低了乙烯制冷剂的
一种采用混合冷剂制冷的天然气乙烷回收装置及方法.pdf
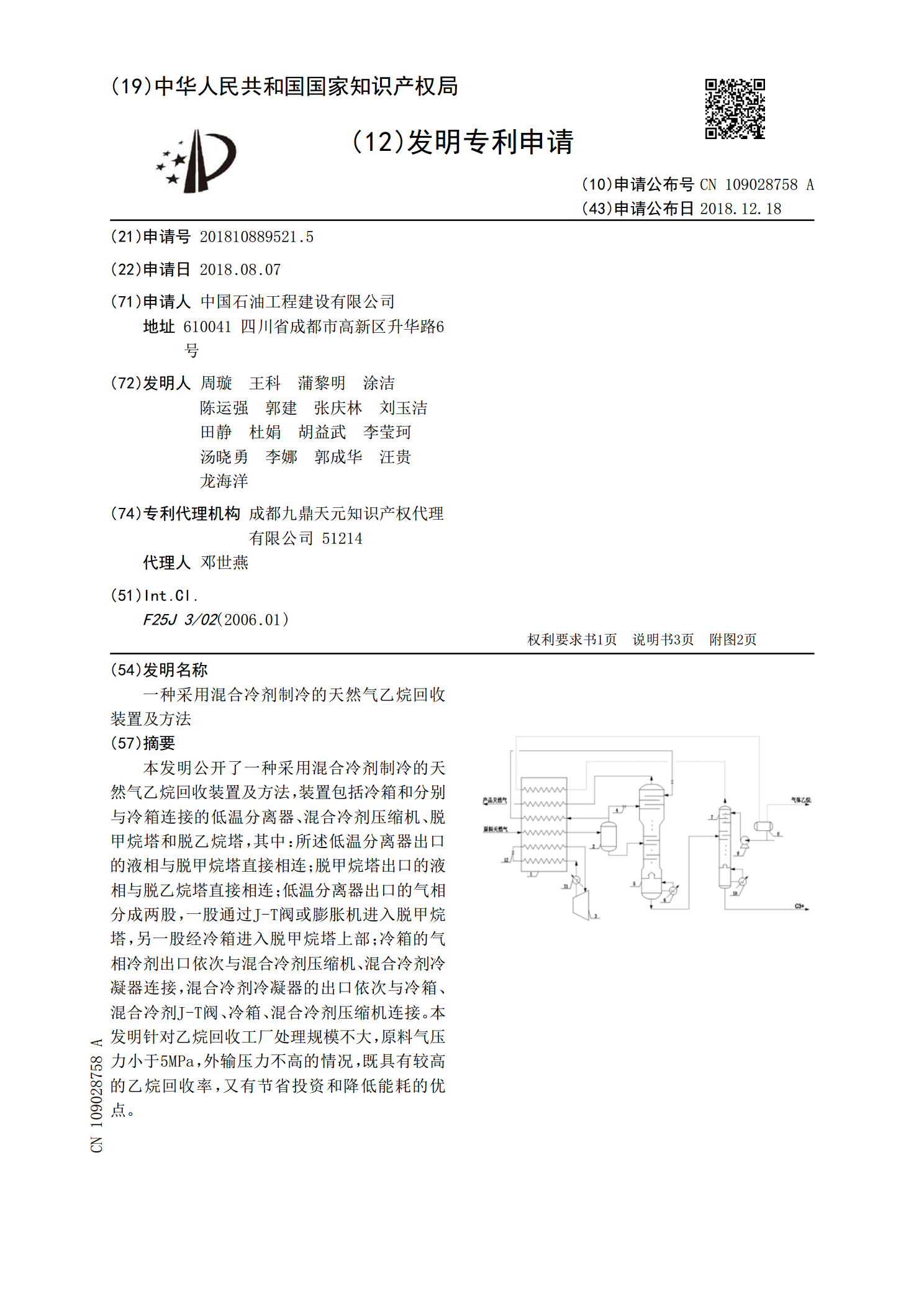
本发明公开了一种采用混合冷剂制冷的天然气乙烷回收装置及方法,装置包括冷箱和分别与冷箱连接的低温分离器、混合冷剂压缩机、脱甲烷塔和脱乙烷塔,其中:所述低温分离器出口的液相与脱甲烷塔直接相连;脱甲烷塔出口的液相与脱乙烷塔直接相连;低温分离器出口的气相分成两股,一股通过J‑T阀或膨胀机进入脱甲烷塔,另一股经冷箱进入脱甲烷塔上部;冷箱的气相冷剂出口依次与混合冷剂压缩机、混合冷剂冷凝器连接,混合冷剂冷凝器的出口依次与冷箱、混合冷剂J‑T阀、冷箱、混合冷剂压缩机连接。本发明针对乙烷回收工厂处理规模不大,原料气压力小于

一种膨胀制冷生产乙烷的方法及装置.pdf
本发明公开了一种膨胀制冷生产乙烷的方法及装置,该方法包括第一步,天然气经冷箱预冷到‑30℃至‑80℃后,进入低温分离器分为气、液两相:第二步,液相进入冷箱复热后回流进入脱甲烷塔中部;第三步,气相分为两部分,一部分气相进入冷箱过冷液化后作为脱甲烷塔顶的回流液;第四步,另一部分气相进入压缩膨胀机膨胀端膨胀后回流到脱甲烷塔;第五步,同时外输干气气相经过回流复热后进入脱甲烷塔塔顶,脱甲烷塔底泵,将脱甲烷塔底部抽出,并通过冷箱调温后注入脱乙烷塔,本发明采用膨胀制冷生产乙烷,可有效利用装置冷热量平衡,提高了脱甲烷塔运