
异种材料接合结构体的制造方法.pdf

努力****元恺


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

异种材料接合结构体的制造方法.pdf
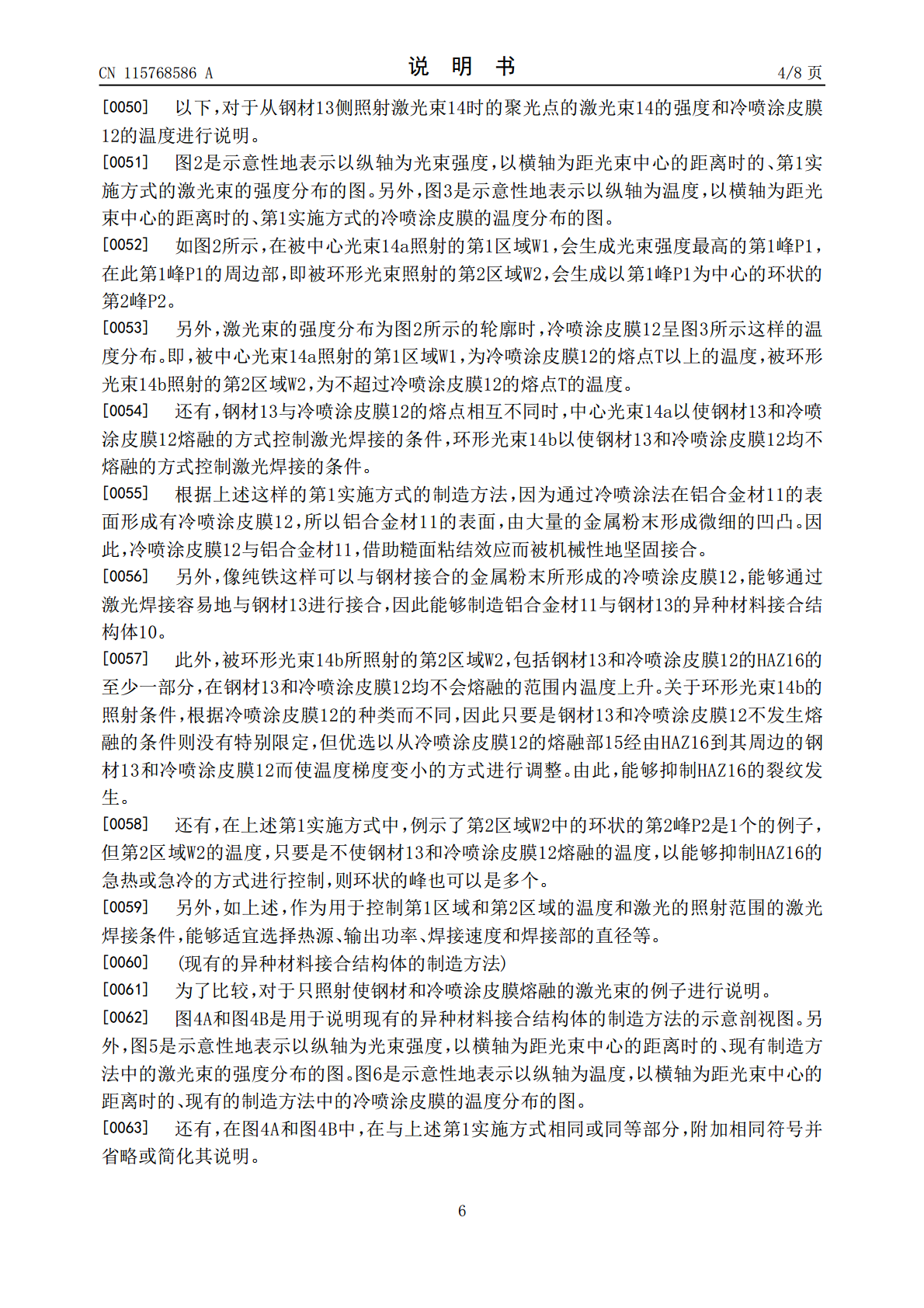
提供一种异种材料接合结构体的制造方法,在铝或铝合金材与钢材的异种材料接合中能够抑制HAZ的裂纹发生。一种将钢材(13)、和在表面的至少一部分具有包含能够与钢材(13)接合的金属粉末的冷喷涂皮膜(12)的铝合金材(11)进行接合的异种材料接合结构体的制造方法,其中,具有:以冷喷涂皮膜(12)与钢材(13)对置的方式,使铝合金材(11)和钢材(13)重叠的工序;从钢材(13)侧照射激光束(14)的工序,照射激光束(14)的区域包括:至少使钢材(13)和冷喷涂皮膜(12)熔融的第1区域(W1);在第1区域(W1

异种材料接合结构体.pdf
本发明提供异种材料接合结构体,材料种类不同的多张板材层叠并利用铆钉固定。板材具有:第一构件及第二构件,它们彼此的一端面彼此重叠;第三构件,其在第一构件的与第二构件相反侧的面上重叠配置。铆钉具有:轴部,其贯穿第一构件及第三构件,且前端与第二构件接合;以及头部,其不穿过第三构件而残留在第三构件的表面上。在第一构件与第三构件的重叠区域中,在与铆钉的贯穿位置相比靠朝向第二构件的另一端部侧的至少一部分形成有将第一构件与第三构件接合的接合部。

接合结构体的制造方法.pdf
本发明的接合结构体的制造方法具备如下回流焊工序:在回流焊炉内,在使焊接材料与第1构件接触的状态下进行加热,使构成前述焊接材料的焊料合金熔融,前述回流焊工序包括如下工序:第1回流焊工序,在将前述回流焊炉内的气氛减压至低于大气压的第1压力P
外周涂层材料、接合材料、蜂窝结构体及蜂窝结构体的制造方法.pdf
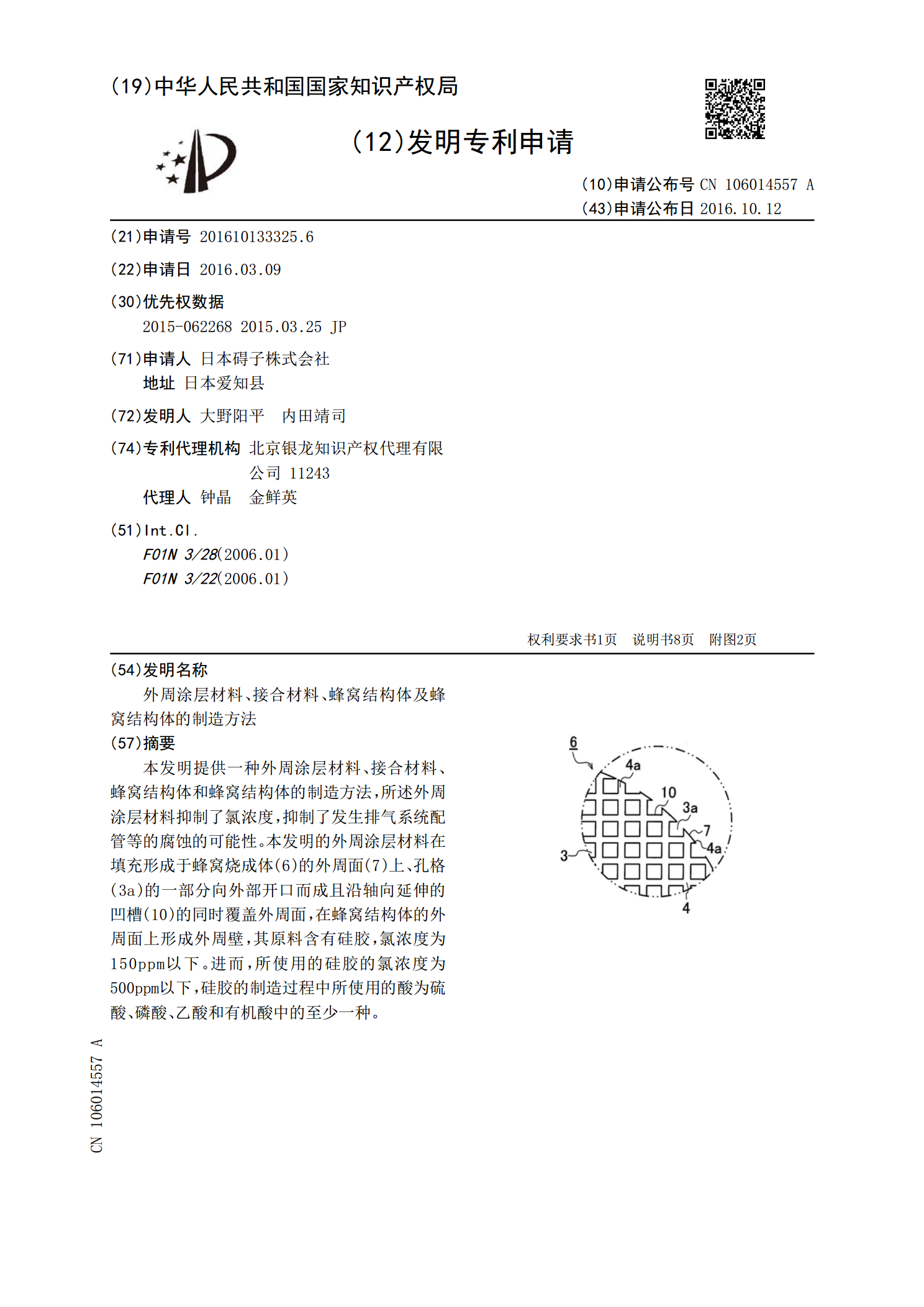
本发明提供一种外周涂层材料、接合材料、蜂窝结构体和蜂窝结构体的制造方法,所述外周涂层材料抑制了氯浓度,抑制了发生排气系统配管等的腐蚀的可能性。本发明的外周涂层材料在填充形成于蜂窝烧成体(6)的外周面(7)上、孔格(3a)的一部分向外部开口而成且沿轴向延伸的凹槽(10)的同时覆盖外周面,在蜂窝结构体的外周面上形成外周壁,其原料含有硅胶,氯浓度为150ppm以下。进而,所使用的硅胶的氯浓度为500ppm以下,硅胶的制造过程中所使用的酸为硫酸、磷酸、乙酸和有机酸中的至少一种。

柱状蜂窝结构体的底面处理方法、烧成蜂窝结构体的制造方法、以及接合体的制造方法.pdf
本发明提供一种柱状蜂窝结构体的底面处理方法、烧成蜂窝结构体的制造方法、以及接合体的制造方法。所述柱状蜂窝结构体的底面处理方法使得防止接合材料附着用掩膜容易与底面密合。一种柱状蜂窝结构体的底面处理方法,包括以下工序:准备柱状蜂窝结构体的工序、以及从所述柱状蜂窝结构体的第一隔室以及第二隔室各自的封孔部除去下述突出的部分的工序,该柱状蜂窝结构体具备:多个第一隔室和多个第二隔室,该多个第一隔室从第一底面平行地延伸至第二底面,且第一底面呈开口而在第二底面具有突出的封孔部,该多个第二隔室隔着隔壁与至少一个第一隔室邻接