
一种钒铁合金冶炼炉炉衬及其制备方法.pdf

书生****写意


1/8

2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钒铁合金冶炼炉炉衬及其制备方法.pdf
本发明涉及钒铁炉打结技术领域,公开了一种钒铁合金冶炼炉炉衬及其制备方法。该方法包括:(1)将无机粘结剂和有机粘结剂进行混合,得到复合粘结剂;(2)将步骤(1)得到的复合粘结剂和镁砂混合,然后加水搅拌,得到湿打材料;(3)将湿打材料注入胎具中打结成型,然后移除胎具,对与胎具接触的表面喷洒液态粘结剂,然后晾干,接着进行富氧烘烤,得到钒铁合金冶炼炉炉衬。该方法使用新型的环保型无氯复合粘结剂,具有黏附能力强、安全环保和高效的特点,烘烤过程不会产生含氯化氢气体和酸雾,使得炉衬湿打结‑烘烤之后更加牢固和致密,消除了现

钒铁冶炼炉炉衬及其制备方法.pdf
本发明提供了一种钒铁冶炼炉炉衬及其制备方法,包括镁砂、钒铁渣及水玻璃和/或工业卤水混合制成,亦或钒铁渣与水玻璃和/或工业卤水混合制成。炉衬结构强度高,其炉龄寿命长,炉衬密度大,透气性好,生产成本低,环保型炉衬。
一种氮化钒铁合金及其制备方法.pdf
本发明涉及一种氮化钒铁合金及其制备方法,属于材料制备领域,本方法以钒氧化物、铁氧化物或铁以及碳质还原剂为原料,将上述原料按比例混合,放入高温炉中通入氮气气氛高温反应得到氮化钒铁,所述高温反应包括高温碳热还原、中温氮化反应两个阶段;该氮化钒铁合金纯度大于98%,氮含量为9-15%。本发明缩短了制备工艺,降低了制备成本;通过控制原料和工艺参数,提高了氮化钒铁的纯度及含氮量。
一种钒铁合金浇铸锭模及其制备方法.pdf
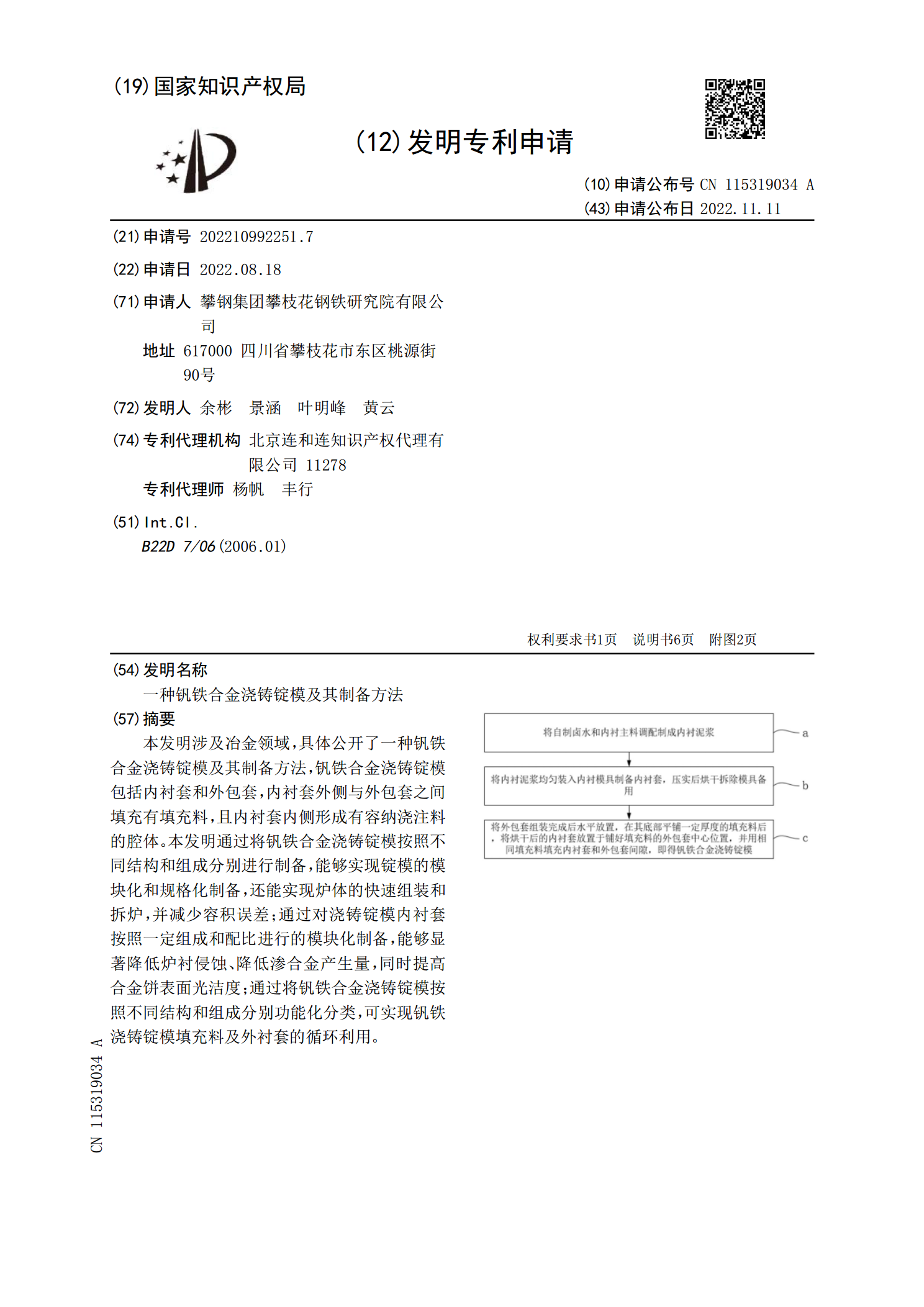
本发明涉及冶金领域,具体公开了一种钒铁合金浇铸锭模及其制备方法,钒铁合金浇铸锭模包括内衬套和外包套,内衬套外侧与外包套之间填充有填充料,且内衬套内侧形成有容纳浇注料的腔体。本发明通过将钒铁合金浇铸锭模按照不同结构和组成分别进行制备,能够实现锭模的模块化和规格化制备,还能实现炉体的快速组装和拆炉,并减少容积误差;通过对浇铸锭模内衬套按照一定组成和配比进行的模块化制备,能够显著降低炉衬侵蚀、降低渗合金产生量,同时提高合金饼表面光洁度;通过将钒铁合金浇铸锭模按照不同结构和组成分别功能化分类,可实现钒铁浇铸锭模填

钒铝合金冶炼炉及其制备方法.pdf
本发明公开了钒铝合金冶炼炉及其制备方法,包括炉体,炉体由炉底、用于堆放炉渣的中圈和用于防止飞溅的上圈组成;炉体固定在振实台上,炉体内设有可取出的胎具,胎具内盛装反应物料,胎具与炉体的内侧面之间留有间隙,间隙中填充隔离层,炉体的内表面覆盖有浇注层。简化了冶炼炉的结构,可减低制作成本、缩短制作周期;有效减少了耐火材料的使用量,并且耐火材料可以反复使用,不用打结烘烤炉体,有效缩短炉体制作周期和降低劳动强度,且废弃物产生少;利用可拆卸的胎具对填充层和反应物料进行隔离,取出胎具后隔离层和反应物料之间由于固体的扩散性