
PLC在电炉电极自动升降控制中的应用.docx

爱欢****23


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

PLC在电炉电极自动升降控制中的应用.docx
PLC在电炉电极自动升降控制中的应用PLC在电炉电极自动升降控制中的应用(提供:SIEMENS-西门子自动化与驱动集团PLC事业部)【在线联系作者】摘要:介绍S7-300可编程序控制器在电炉控制系统中的应用及电极升降控制的原理。炼钢电弧炉是将废钢或还原铁装入炉内,使之与三根人造石墨电极之间产生三相交流电弧,将炉料熔化并冶炼成钢的炉子。本系统的电极升降是利用弧流的设定值与实际值比较差动调节,当设定值大于实际值,电极下降,反之上升,最终达到平衡点进行稳弧冶炼的过程。我公司16#电弧炉就是利用这一原理采用PLC

PLC在钛渣电炉电极升降控制过程中的应用.docx
PLC在钛渣电炉电极升降控制过程中的应用随着科技的发展,PLC已经成为了现代工业控制的主要手段之一。在钛渣电炉电极升降控制过程中,PLC的应用将电极升降控制过程变得更加简单、高效和可靠。本文将从钛渣电炉电极升降的原理、PLC的基本概念、PLC在钛渣电炉电极升降控制中的应用等方面进行分析和论述。一、钛渣电炉电极升降的原理钛渣电炉电极升降是指通过控制电极的上升和下降,调节电极和炉顶的距离,从而控制钛渣电炉中的反应过程。电极升降的高度对熔体温度、电流密度等参数有着重要的影响,因此电极升降的控制非常重要。二、PL
埋弧电炉电极升降装置.pdf
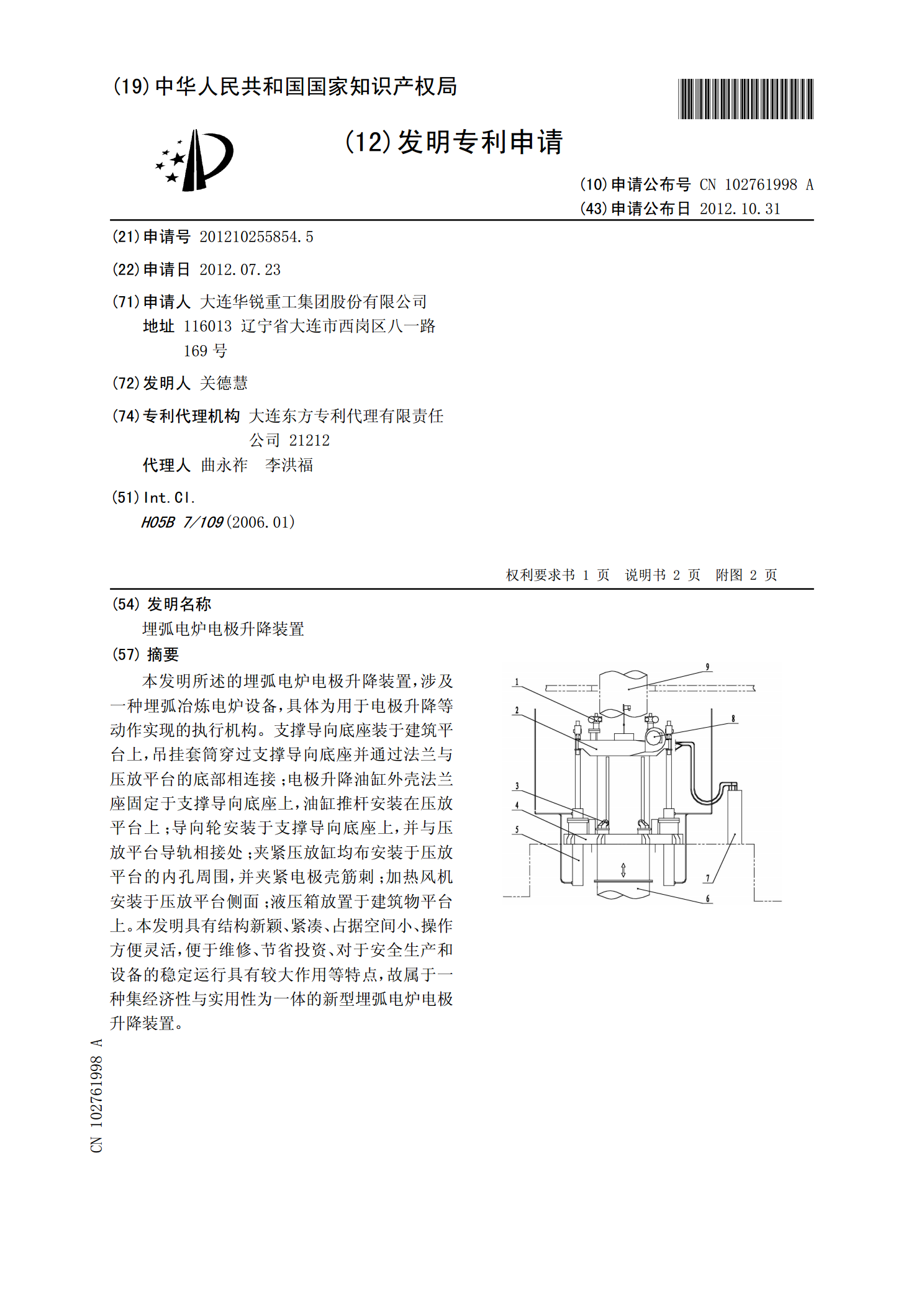
本发明所述的埋弧电炉电极升降装置,涉及一种埋弧冶炼电炉设备,具体为用于电极升降等动作实现的执行机构。支撑导向底座装于建筑平台上,吊挂套筒穿过支撑导向底座并通过法兰与压放平台的底部相连接;电极升降油缸外壳法兰座固定于支撑导向底座上,油缸推杆安装在压放平台上;导向轮安装于支撑导向底座上,并与压放平台导轨相接处;夹紧压放缸均布安装于压放平台的内孔周围,并夹紧电极壳筋刺;加热风机安装于压放平台侧面;液压箱放置于建筑物平台上。本发明具有结构新颖、紧凑、占据空间小、操作方便灵活,便于维修、节省投资、对于安全生产和设备

PLC在自动喷泉控制中的应用.doc
PLC在自动喷泉控制中的应用————————————————————————————————作者:————————————————————————————————日期:个人收集整理勿做商业用途个人收集整理勿做商业用途个人收集整理勿做商业用途PLC在自动喷泉控制中的应用摘要:随着计算机软硬件技术的飞速发展,新型喷泉与计算机的交互应用越来越广泛,自动喷泉也越来越复杂和越来越精密,使得越来越多的控制部分需要计算机来完成。计算机控制灯光喷泉成为必然趋势。为此.建立以PLC为核心的多

PLC在自动称重控制中的应用.docx
PLC在自动称重控制中的应用PLC(ProgrammableLogicController)是一种工业自动化控制系统中常用的可编程控制器,广泛应用于制造业、工厂自动化、机器人控制、能源管理等领域。随着工业自动化技术的不断发展,PLC在自动称重控制中的应用也越来越广泛。一、自动称重控制的基本原理自动称重控制是指通过电子称等精密测量设备对物料进行重量测量,并根据设定的重量值实现自动化控制的过程。自动称重控制系统通常由称重传感器、电子控制器、PLC等组成。当重量传感器检测到所称的物料重量达到设定值时,PLC会发