
一种超快激光熔接透明硬脆材料和金属的方法.pdf

又珊****ck

1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超快激光熔接透明硬脆材料和金属的方法.pdf
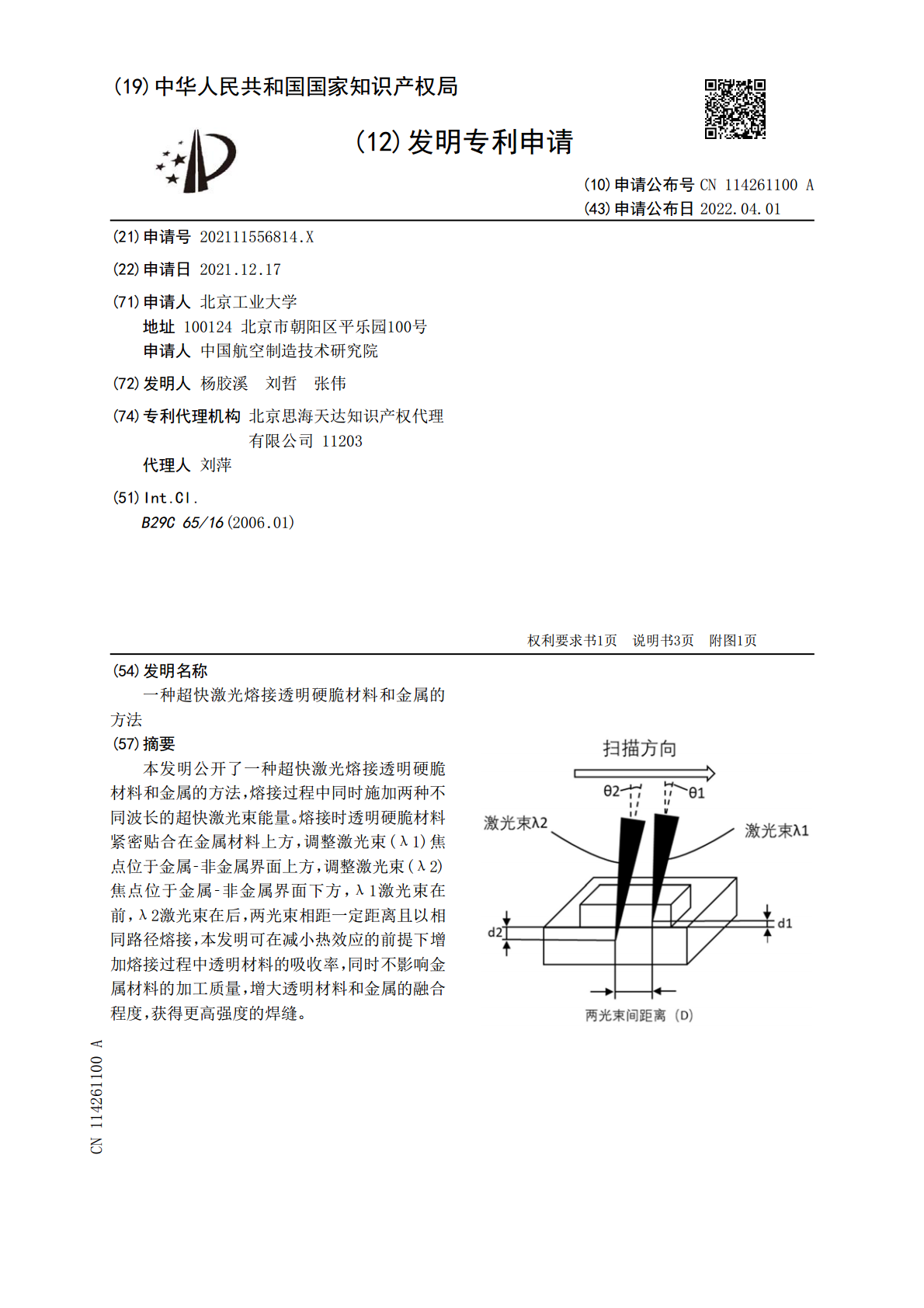
本发明公开了一种超快激光熔接透明硬脆材料和金属的方法,熔接过程中同时施加两种不同波长的超快激光束能量。熔接时透明硬脆材料紧密贴合在金属材料上方,调整激光束(λ1)焦点位于金属‑非金属界面上方,调整激光束(λ2)焦点位于金属‑非金属界面下方,λ1激光束在前,λ2激光束在后,两光束相距一定距离且以相同路径熔接,本发明可在减小热效应的前提下增加熔接过程中透明材料的吸收率,同时不影响金属材料的加工质量,增大透明材料和金属的融合程度,获得更高强度的焊缝。

硬脆材料的激光钻孔方法.pdf
本发明适用于激光钻孔领域,提供了一种硬脆材料的激光钻孔方法,利用超快激光采用背蚀的方式进行钻孔,其中激光聚焦的透镜的焦距≤80mm,激光聚焦前的入射光直径≥4mm,本发明实施例提供的激光钻孔方法,通过短焦深的超快激光加工硬脆材料,不仅避免了热效应对材料的影响,同时防止材料的正面吸收大量的能量产生正面烧蚀,实现了小锥度和光滑壁面的通孔加工。

一种透明硬脆材料的切割裂片方法.pdf
本发明涉及激光加工领域,特别涉及一种透明硬脆材料的切割裂片方法。该方法可以减少激光切割裂片过程中容易出现的缺陷和残留问题,大大提高了透明硬脆材料激光加工的良率。该方法的具体步骤是:【S1】将待加工件进行固定;【S2】对待加工件进行第一次切割;【S3】对待加工件进行第二次切割;【S4】对待加工件进行裂片处理。

一种硬脆材料的激光钻孔系统.pdf
本发明涉及激光钻孔领域,具体涉及一种硬脆材料的激光钻孔系统,包括超快激光激光器,该超快激光激光器发射超快激光光束;分束器单元,该分束器单元包括分束器和光学镜片组件,该超快激光光束依次通过分束器、光学镜片组件形成若干道超快激光光束,并入射到聚焦单元中;聚焦单元,该聚焦单元设置在待加工硬脆材料上。本发明通过设计一种硬脆材料的激光钻孔系统,超快激光光束通过分束器形成若干道超快激光光束,并采用背刻蚀的加工技术在待加工硬脆材料的背面钻出无锥度的通孔,提高加工效率。
一种数字化超硬脆材料激光加工装置.pdf
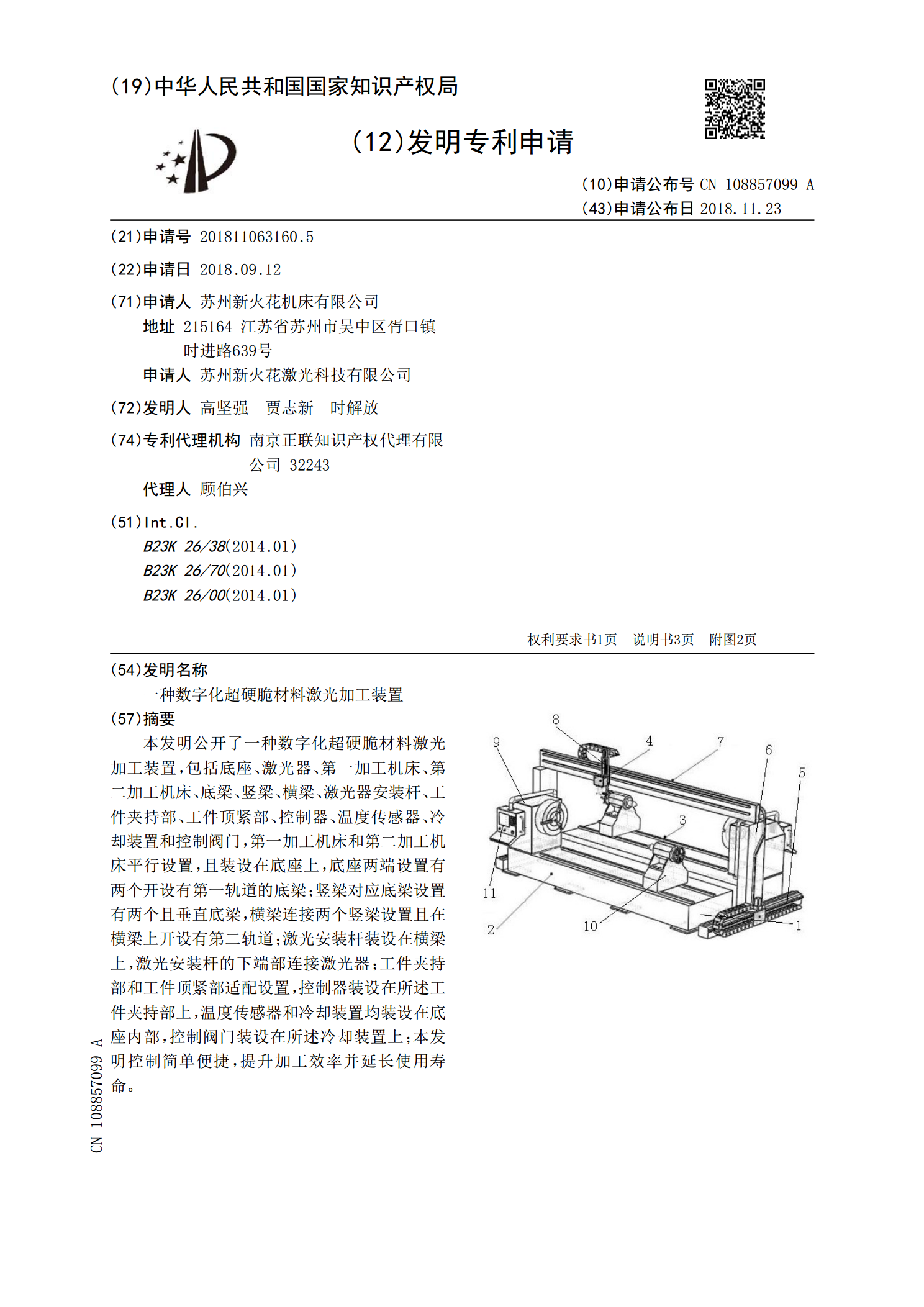
本发明公开了一种数字化超硬脆材料激光加工装置,包括底座、激光器、第一加工机床、第二加工机床、底梁、竖梁、横梁、激光器安装杆、工件夹持部、工件顶紧部、控制器、温度传感器、冷却装置和控制阀门,第一加工机床和第二加工机床平行设置,且装设在底座上,底座两端设置有两个开设有第一轨道的底梁;竖梁对应底梁设置有两个且垂直底梁,横梁连接两个竖梁设置且在横梁上开设有第二轨道;激光安装杆装设在横梁上,激光安装杆的下端部连接激光器;工件夹持部和工件顶紧部适配设置,控制器装设在所述工件夹持部上,温度传感器和冷却装置均装设在底座内