
一种高强铝合金的纳米颗粒增强激光填粉焊接方法.pdf

一只****懿呀

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强铝合金的纳米颗粒增强激光填粉焊接方法.pdf
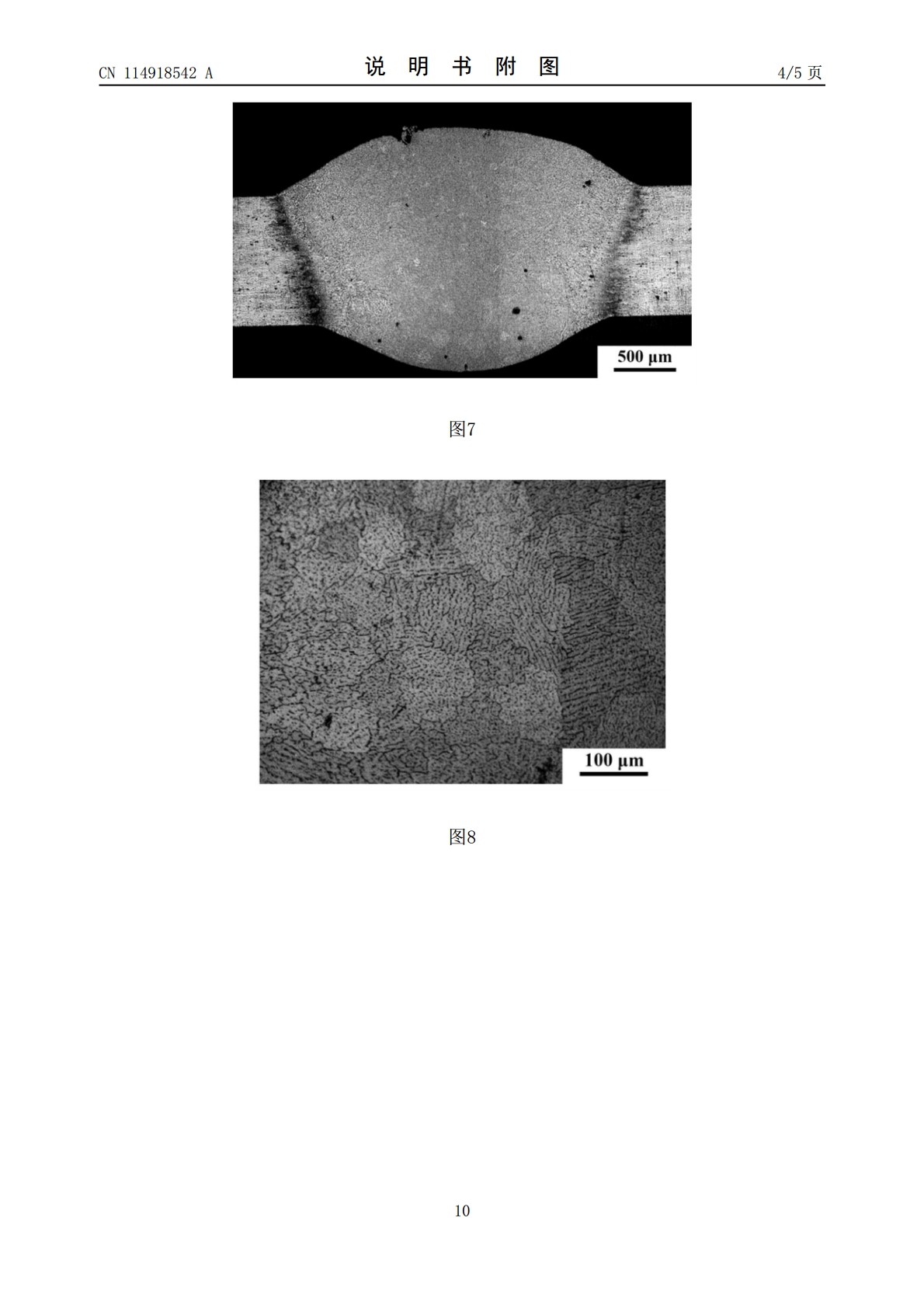
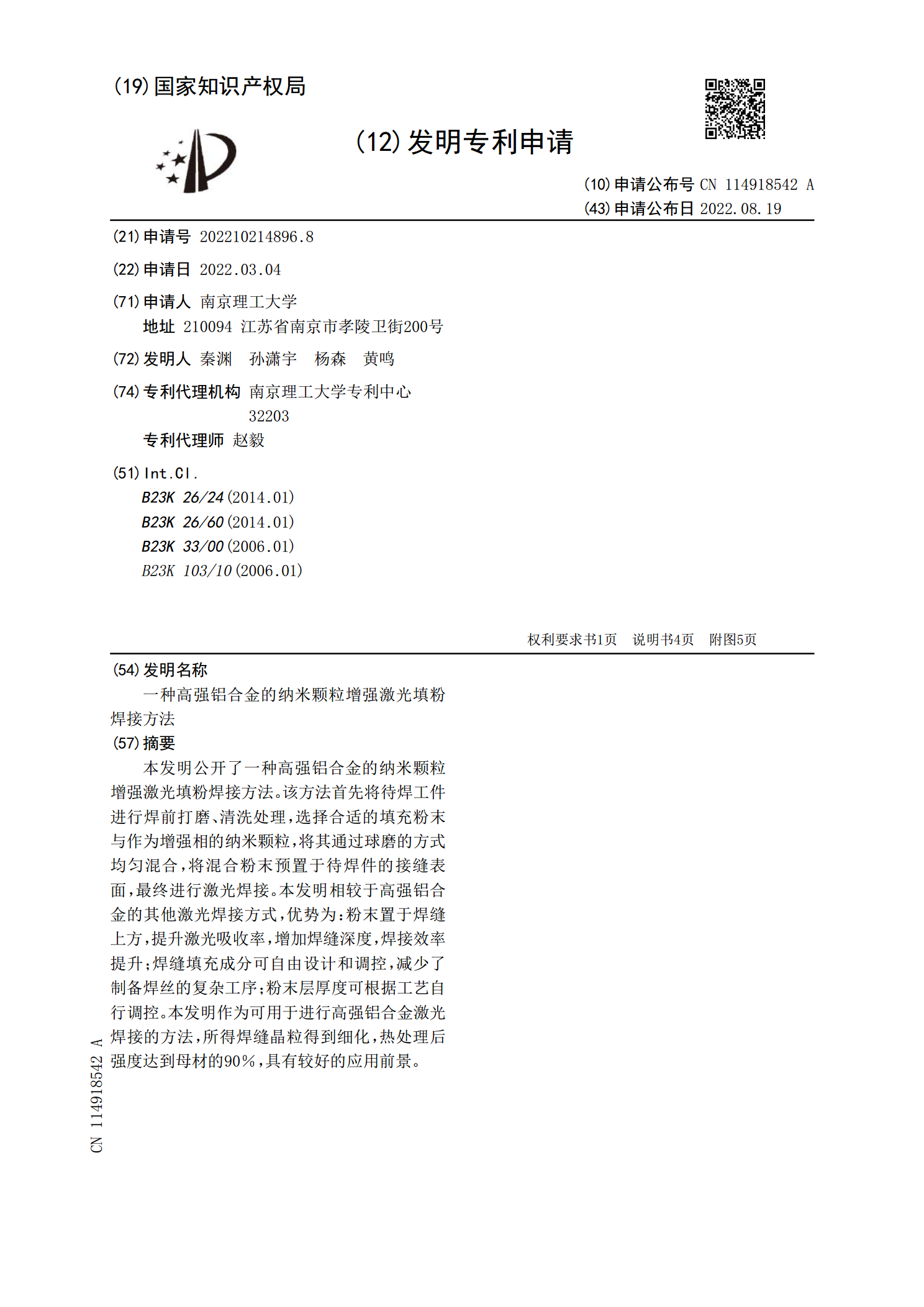
本发明公开了一种高强铝合金的纳米颗粒增强激光填粉焊接方法。该方法首先将待焊工件进行焊前打磨、清洗处理,选择合适的填充粉末与作为增强相的纳米颗粒,将其通过球磨的方式均匀混合,将混合粉末预置于待焊件的接缝表面,最终进行激光焊接。本发明相较于高强铝合金的其他激光焊接方式,优势为:粉末置于焊缝上方,提升激光吸收率,增加焊缝深度,焊接效率提升;焊缝填充成分可自由设计和调控,减少了制备焊丝的复杂工序;粉末层厚度可根据工艺自行调控。本发明作为可用于进行高强铝合金激光焊接的方法,所得焊缝晶粒得到细化,热处理后强度达到母材
一种硬质纳米颗粒增强铝合金板的制备方法.pdf
本发明公开了一种硬质纳米颗粒增强铝合金板的制备方法,通过在高强Al‑Zn‑Mg‑Cu系铝合金挤压板上开设均匀的交斜盲孔,将硬质纳米颗粒混于易挥发的溶液中,随后注入盲孔中,待液体挥发后,在开设盲孔的部位对铝合金板进行搅拌摩擦加工处理。为使硬质纳米颗粒在Al‑Zn‑Mg‑Cu合金挤压板上均匀分散,对其铝板进行多道次来回搅拌摩擦加工处理,在搅拌过程中进行极冷处理。通过本发明方法处理后的Al‑Zn‑Mg‑Cu合金的强韧性得到显著的提高,抗拉强度从453.2Mp提高到546.7Mp,延伸率从12.6%提高到20.0

2024与7075异种高强铝合金激光填丝焊接技术研究的中期报告.docx
2024与7075异种高强铝合金激光填丝焊接技术研究的中期报告一、研究背景和意义铝合金因具有强度高、比重轻、成型性好等特点被广泛应用于航空、汽车、电子等领域,其中2024和7075铝合金广泛应用于航空航天领域,因其具有高强度、良好的耐腐蚀性能、韧性以及较高的塑性变形能力,但不同铝合金之间存在一定的材料差异,使得它们在焊接时会出现一些问题。传统的焊接方法在热影响区强度和韧性容易出现退化,严重影响其实际应用。而激光填丝焊接技术则可以减少热影响区,使焊接效果更优,所以研究异种高强铝合金激光填丝焊接技术对于提高铝
一种铝合金箱激光密封焊接方法.pdf
本发明提供一种铝合金箱激光密封焊接方法,包括以下步骤:(1)视觉对位;(2)激光点焊定位:对箱体和箱盖的接缝各边进行等距离多个点的激光点焊,以固定箱体和箱盖;(3)激光密封焊接:对箱体和箱盖的接缝进行激光密封焊接,所述激光密封焊接的工艺参数为:激光脉冲峰值功率2000W~2500W,脉冲波形为矩形波,脉冲宽度2ms~4ms,脉冲重复频率20Hz~40Hz,焊接速度120mm/min~300mm/min,离焦量0mm~?2mm。本发明能有效的消除铝合金箱激光焊接焊缝处的裂纹和气孔,所封装的铝合金箱具有焊缝外
一种纳米碳化硅颗粒增强铝合金基复合材料的制备方法.pdf
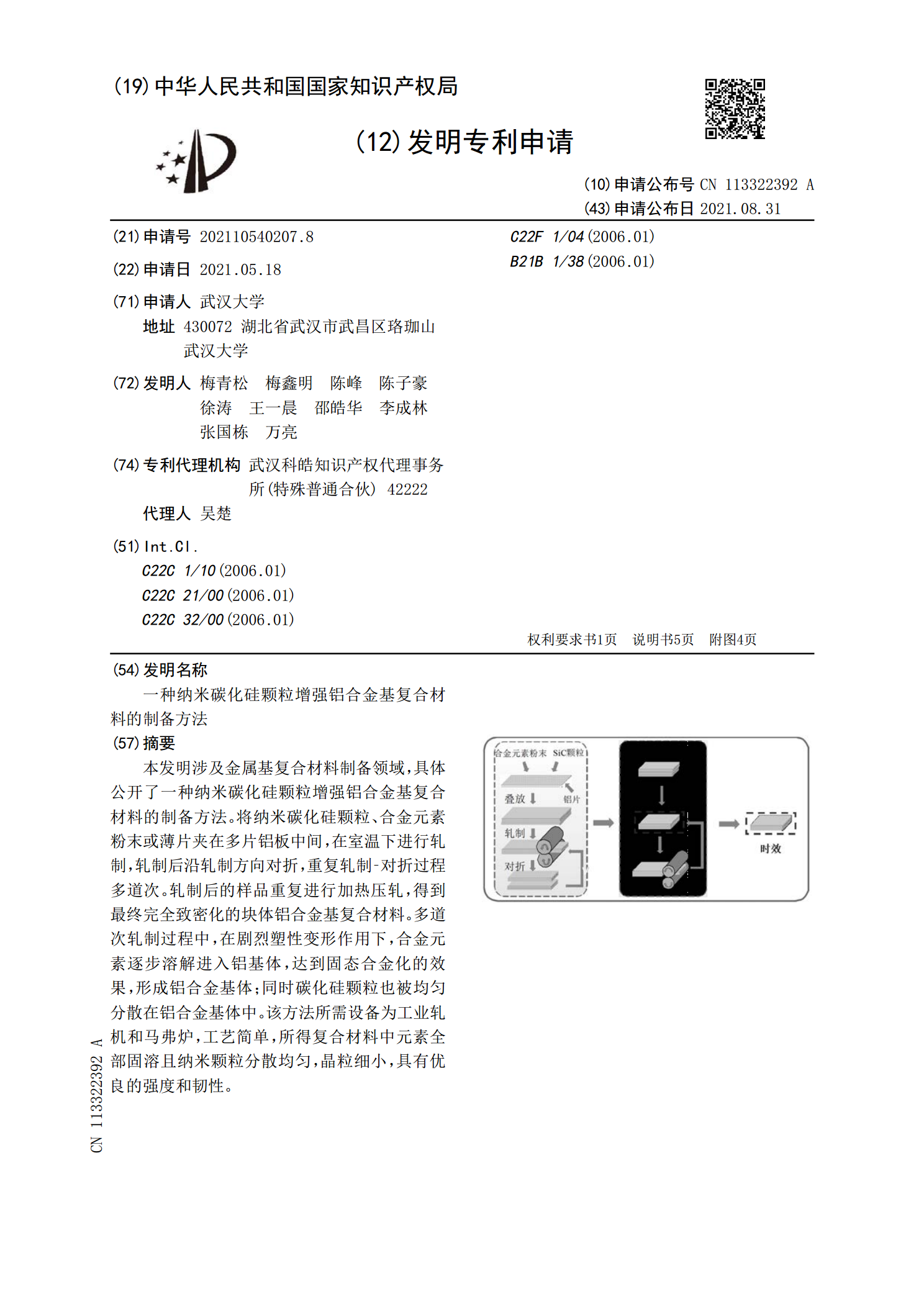
本发明涉及金属基复合材料制备领域,具体公开了一种纳米碳化硅颗粒增强铝合金基复合材料的制备方法。将纳米碳化硅颗粒、合金元素粉末或薄片夹在多片铝板中间,在室温下进行轧制,轧制后沿轧制方向对折,重复轧制‑对折过程多道次。轧制后的样品重复进行加热压轧,得到最终完全致密化的块体铝合金基复合材料。多道次轧制过程中,在剧烈塑性变形作用下,合金元素逐步溶解进入铝基体,达到固态合金化的效果,形成铝合金基体;同时碳化硅颗粒也被均匀分散在铝合金基体中。该方法所需设备为工业轧机和马弗炉,工艺简单,所得复合材料中元素全部固溶且纳米