
管绞机操作规程.doc

qw****27


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管绞机操作规程.docx
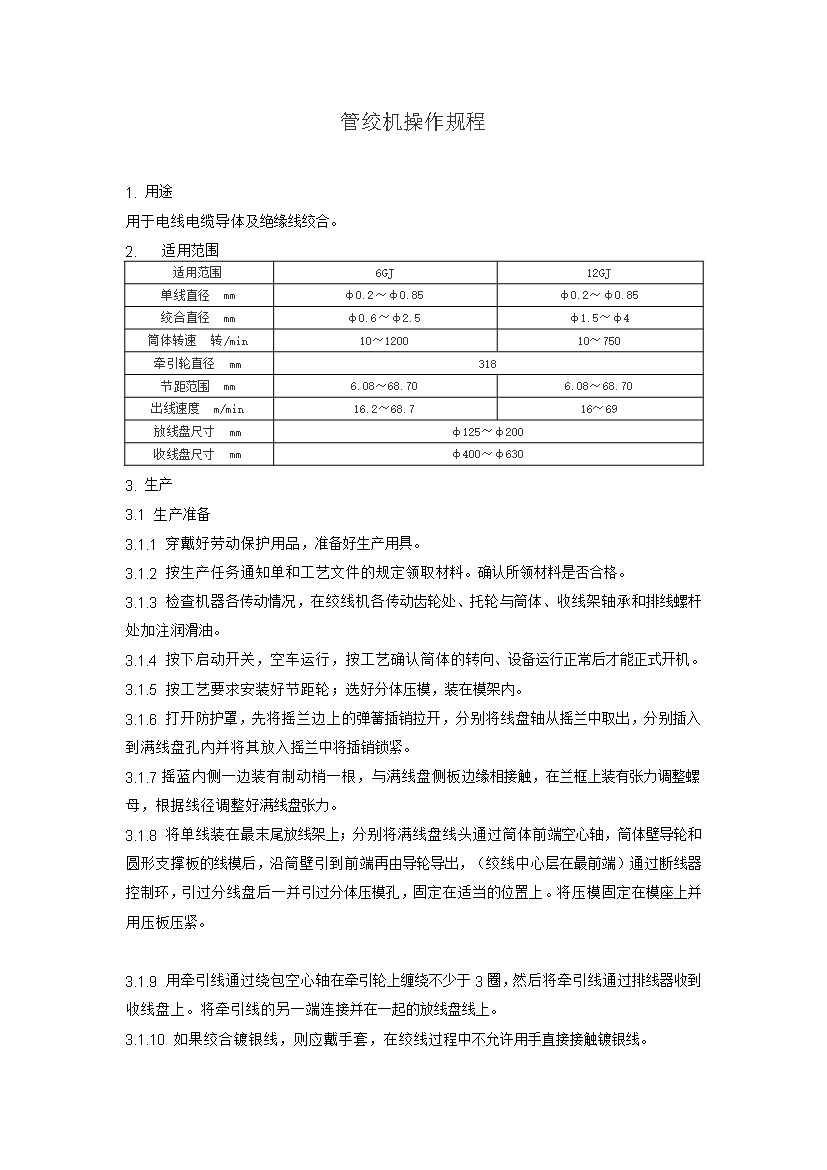
管绞机操作规程1.用途用于电线电缆导体及绝缘线绞合。2.适用范围适用范围6GJ12GJ单线直径mmφ0.2~φ0.85φ0.2~φ0.85绞合直径mmφ0.6~φ2.5φ1.5~φ4筒体转速转/min10~120010~750牵引轮直径mm318节距范围mm6.08~68.706.08~68.70出线速度m/min16.2~68.716~69放线盘尺寸mmφ125~φ200收线盘尺寸mmφ400~φ6303.生产3.1生产准备3.1.1穿戴好劳动保护用品,准备好生产用具。3.1.2按生产任务通知单和工艺文

管绞机操作规程.doc
生产设备操作规程编号SCG002-2005设备名称GJ-200管绞机代替HT/CG0018-20031.用途用于电线电缆导体及绝缘线绞合。适用范围适用范围6GJ12GJ单线直径mmφ0.2~φ0.85φ0.2~φ0.85绞合直径mmφ0.6~φ2.5φ1.5~φ4筒体转速转/min10~120010~750牵引轮直径mm318节距范围mm6.08~68.706.08~68.70出线速度m/min16.2~68.716~69放线盘尺寸mmφ125~φ200收线盘尺寸mmφ400~φ6303.生产
管绞机操作规程.docx
管绞机操作规程1.用途用于电线电缆导体及绝缘线绞合。2.适用范围适用范围6GJ12GJ单线直径mmφ0.2~φ0.85φ0.2~φ0.85绞合直径mmφ0.6~φ2.5φ1.5~φ4筒体转速转/min10~120010~750牵引轮直径mm318节距范围mm6.08~68.706.08~68.70出线速度m/min16.2~68.716~69放线盘尺寸mmφ125~φ200收线盘尺寸mmφ400~φ6303.生产3.1生产准备3.1.1穿戴好劳动保护用品,准备好生产用具。3.1.2按生产任务通知单和工艺文
管绞机安全操作规程.docx
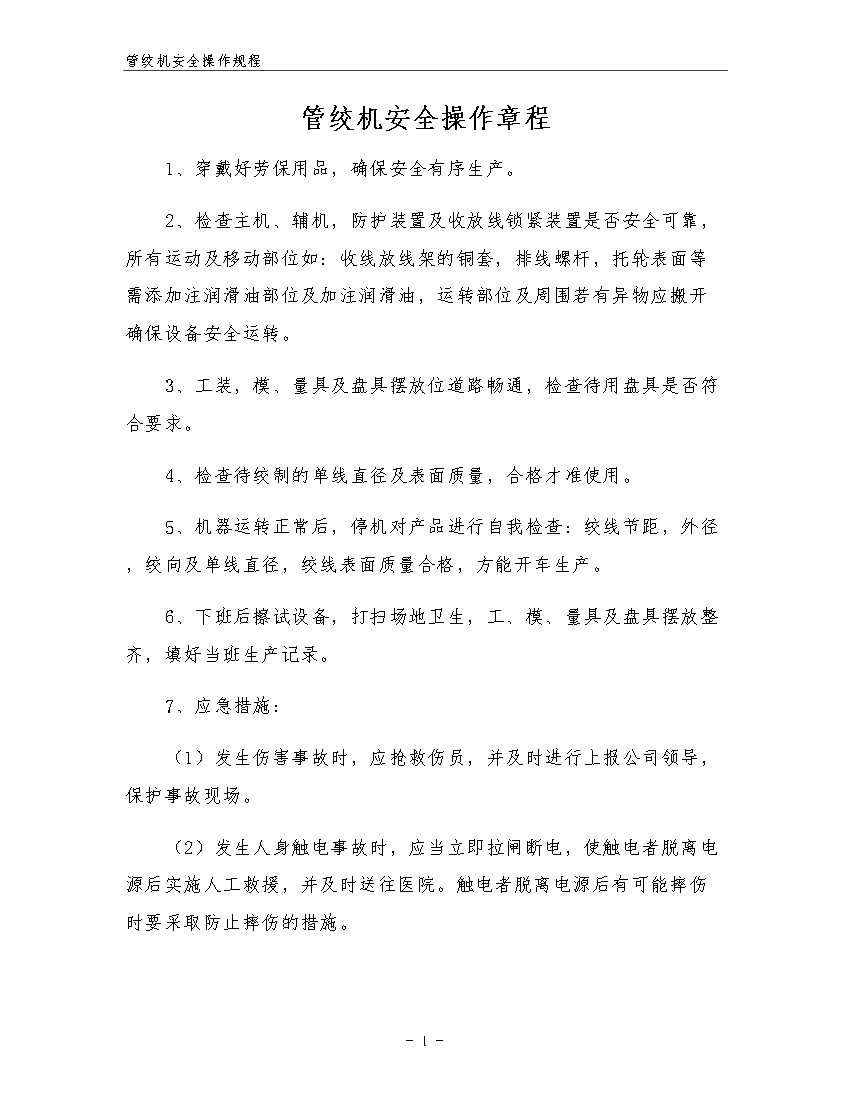
管绞机安全操作规程-1--2-管绞机安全操作章程1、穿戴好劳保用品确保安全有序生产。2、检查主机、辅机防护装置及收放线锁紧装置是否安全可靠所有运动及移动部位如:收线放线架的铜套排线螺杆托轮表面等需添加注润滑油部位及加注润滑油运转部位及周围若有异物应搬开确保设备安全运转。3、工装模、量具及盘具摆放位道路畅通检查待用盘具是否符合要求。4、检查待绞制的单线直径及表面质量合格才准使用。5、机器运转正常后停机对产品进行自我检查:绞线节距外径绞向及单线直径绞线表面质量合格方能开车生产。6、下班后擦试设备打扫场
管绞机.pdf
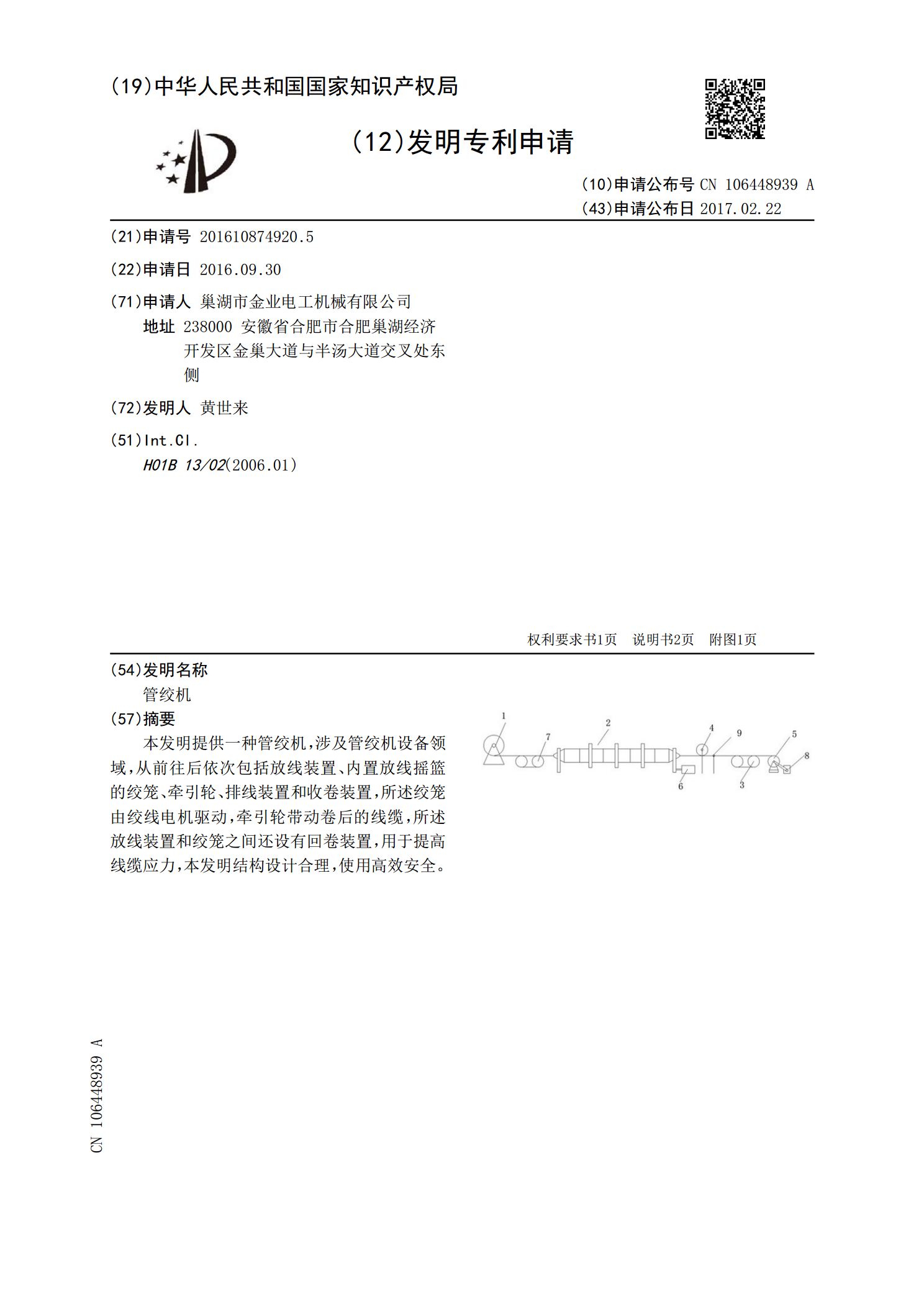
本发明提供一种管绞机,涉及管绞机设备领域,从前往后依次包括放线装置、内置放线摇篮的绞笼、牵引轮、排线装置和收卷装置,所述绞笼由绞线电机驱动,牵引轮带动卷后的线缆,所述放线装置和绞笼之间还设有回卷装置,用于提高线缆应力,本发明结构设计合理,使用高效安全。