
模具制造工艺规程编制.ppt

qw****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模具制造工艺规程的编制.ppt
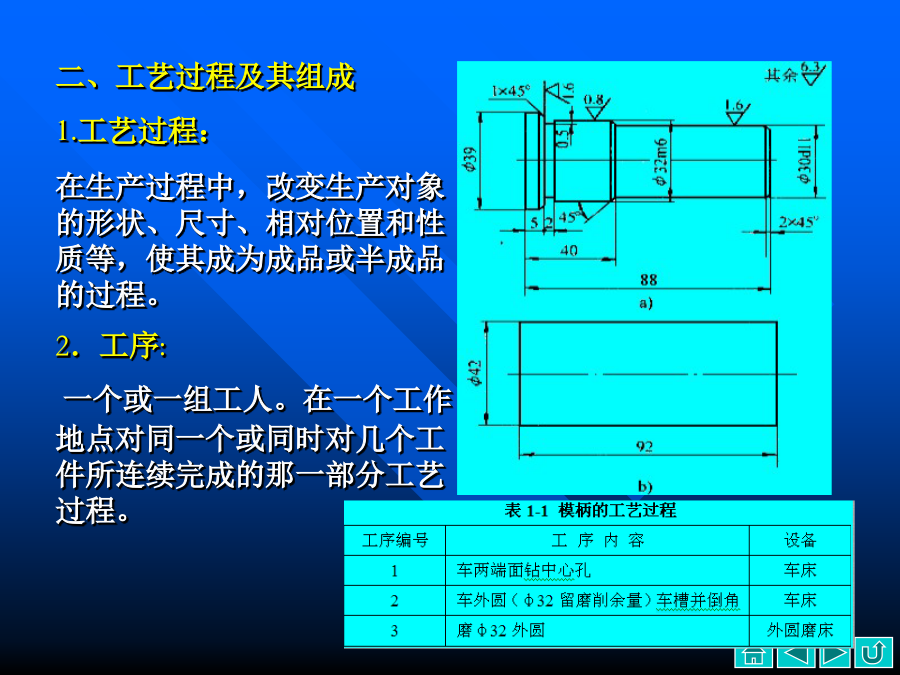
第2章模具制造工艺过程的编制§2.1基本概念二、模具制造工艺过程及其组成模具制造工艺过程定义为:直接改变生产对象的形状、尺寸、相互位置及性能,将其转变为成品或半成品的过程。它是模具生产过程的主要部分,即从生产准备到验收、试模合格之前,属于制造工艺过程。1.工序:一个或一组工人在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程称为工序。2.安装:在零件加工之前,使工件在机床或夹具上占有正确的位置并将其紧固的过程称为装夹(包括定位与夹紧两个过程)。工件(或装配单元)经一次装夹后所完成的那一部分工

模具制造工艺规程编制.ppt
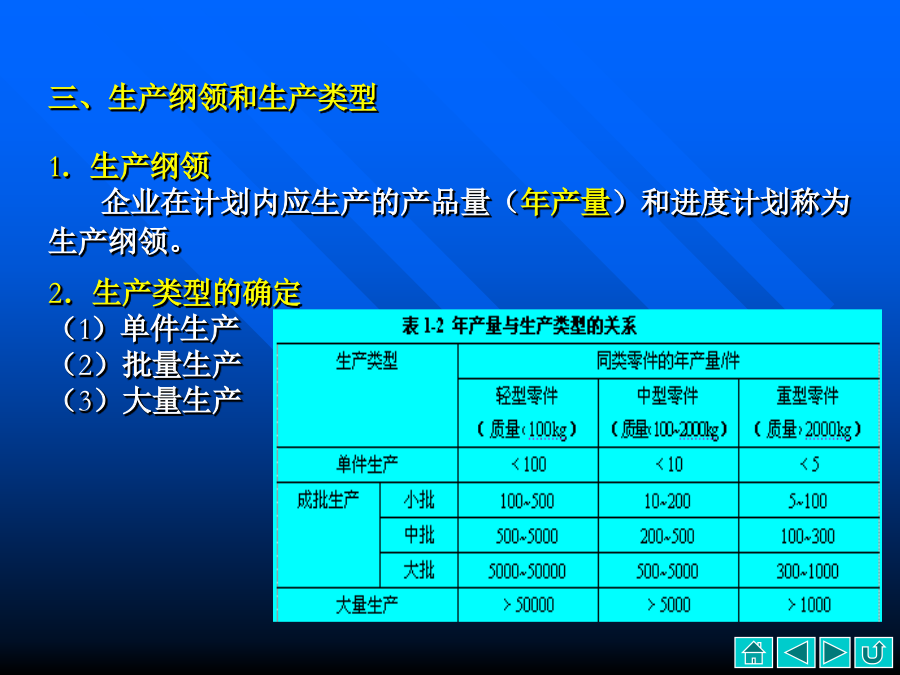
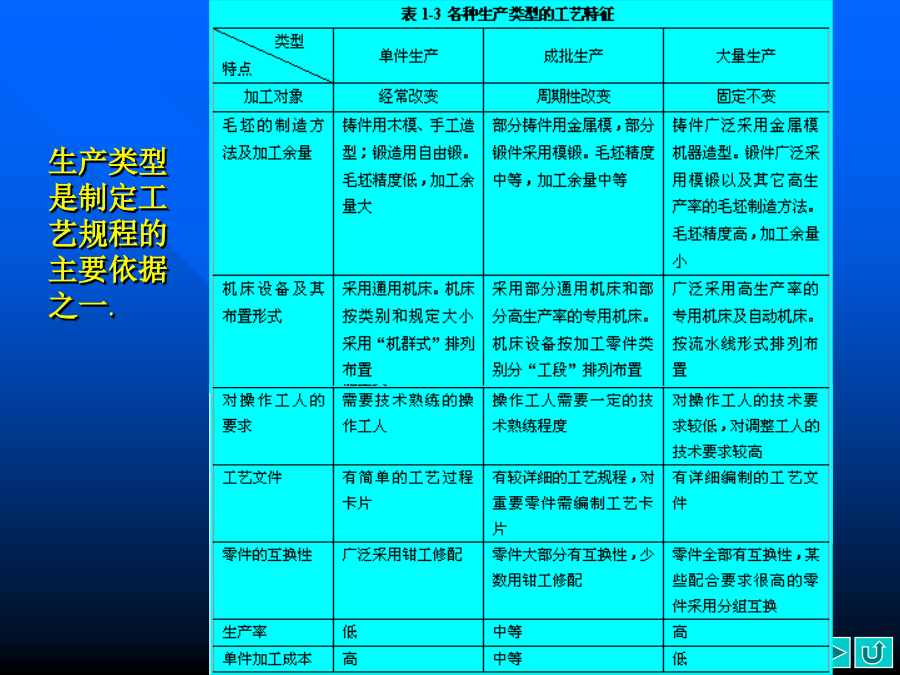
第一节基本概念二、工艺过程及其组成三、生产纲领和生产类型1.生产纲领企业在计划内应生产的产品量(年产量)和进度计划称为生产纲领。生产类型是制定工艺规程的主要依据之一.1.是指导生产的重要技术文件2.是生产组织和生产管理工作的基本依据3.是新建或扩建工厂或车间的基本资料保证以最低的生产成本和最高的生产效率可靠地加工出符合设计图要求的产品.一、编制工艺规程的步骤及内容:1.分析研究模具装配图和审查零件图;了解零件在总装配图中的位置和功用以及总装配图对该零件提出的技术要求,分析主要技术要求和应相应采取的工艺措施

模具制造工艺规程的编制.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt

模具制造工艺规程的编制.ppt
第2章模具制造工艺过程的编制§2.1基本概念二、模具制造工艺过程及其组成模具制造工艺过程定义为:直接改变生产对象的形状、尺寸、相互位置及性能,将其转变为成品或半成品的过程。它是模具生产过程的主要部分,即从生产准备到验收、试模合格之前,属于制造工艺过程。1.工序:一个或一组工人在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程称为工序。2.安装:在零件加工之前,使工件在机床或夹具上占有正确的位置并将其紧固的过程称为装夹(包括定位与夹紧两个过程)。工件(或装配单元)经一次装夹后所完成的那一部分工

模具制造工艺规程的编制ppt课件.ppt
第2章模具制造工艺过程的编制§2.1基本概念二、模具制造工艺过程及其组成模具制造工艺过程定义为:直接改变生产对象的形状、尺寸、相互位置及性能,将其转变为成品或半成品的过程。它是模具生产过程的主要部分,即从生产准备到验收、试模合格之前,属于制造工艺过程。1.工序:一个或一组工人在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程称为工序。2.安装:在零件加工之前,使工件在机床或夹具上占有正确的位置并将其紧固的过程称为装夹(包括定位与夹紧两个过程)。工件(或装配单元)经一次装夹后所完成的那一部分工