
热喷锌操作及检验规程.docx

as****16


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热喷锌操作及检验规程.docx
江苏翔宇电力装备制造有限公司文件发放号:使用者:热喷锌、铝防腐操作及检验规程受控状态:_编制:文件编号:JG/J18-2007审核:____版本/状态:A/0_批准:____2007年12月5日发布2007年12月10日实施范围:本标准适用于对钢铁表面施加热喷涂锌、铝及其合金涂层进行防防腐保护,不适用于对损伤表面的修复。引用标准:DL/T646-2006输变电钢管结构制造技术条件GB/T9793-1997金属和其他无机覆盖层热喷涂锌、铝及其合金GB/T11375-1989热喷涂操作安全JB/T5077-9

热喷锌安全操作规程.docx
热喷锌苹安操作规程1、热喷涂室由于涉及“锌尘作业,依据国家安监总局70号令,应设立易燃易爆、严禁烟火、严禁用水等风险公告;按规定设立粉尘防爆区域。并按六条规定设立明显标志和配足消防器材〔如D型灭火器等〕。2、进入热喷涂室的热喷锌人员应按“使用说明书规定穿戴好密封式防护服〔防静电〕,保证防护服中空气压力应大于外界压力,气管和防护服连接处牢靠、无漏气现象。3、开机之前,全面检查设备和平安设施,检查喷涂室,防止有粉尘积聚。4、热喷锌岗位人员至少2人一班,另一人操作旋转工作台并作为平安监护人,并及时掌握室内情况。
热喷锌安全操作规程.docx
热喷锌苹安操作规程1、热喷涂室由于涉及“锌尘作业,依据国家安监总局70号令,应设立易燃易爆、严禁烟火、严禁用水等风险公告;按规定设立粉尘防爆区域。并按六条规定设立明显标志和配足消防器材〔如D型灭火器等〕。2、进入热喷涂室的热喷锌人员应按“使用说明书规定穿戴好密封式防护服〔防静电〕,保证防护服中空气压力应大于外界压力,气管和防护服连接处牢靠、无漏气现象。3、开机之前,全面检查设备和平安设施,检查喷涂室,防止有粉尘积聚。4、热喷锌岗位人员至少2人一班,另一人操作旋转工作台并作为平安监护人,并及时掌握室内情况。

锌盾冷喷锌与热喷铝工艺对比.doc
锌盾冷喷锌与热喷铝工艺对比一、热喷铝工艺及特点热喷铝工艺已应用较长时间,主要在港湾工程等钢结构中应用较多,但热喷铝存在以下问题:1对表面处理要求高,喷砂必须达到最高级别GB8923规定的Sa3级,否则有脱落可能;同时,喷涂施工时,对环境条件的要求也高,相对湿度RH<85%;钢材表面温度必须高于露点温度3℃;2热喷铝层有5~15%的孔隙率,不能单独成膜,必须用涂料层封闭,才能发挥它的防腐效果,空穴处易形成早期点蚀;3锌铝镀层的破损处及焊缝处修补困难;4不环保,污染较大;喷砂除锈时形成的尘粉及喷镀时形成的氧化
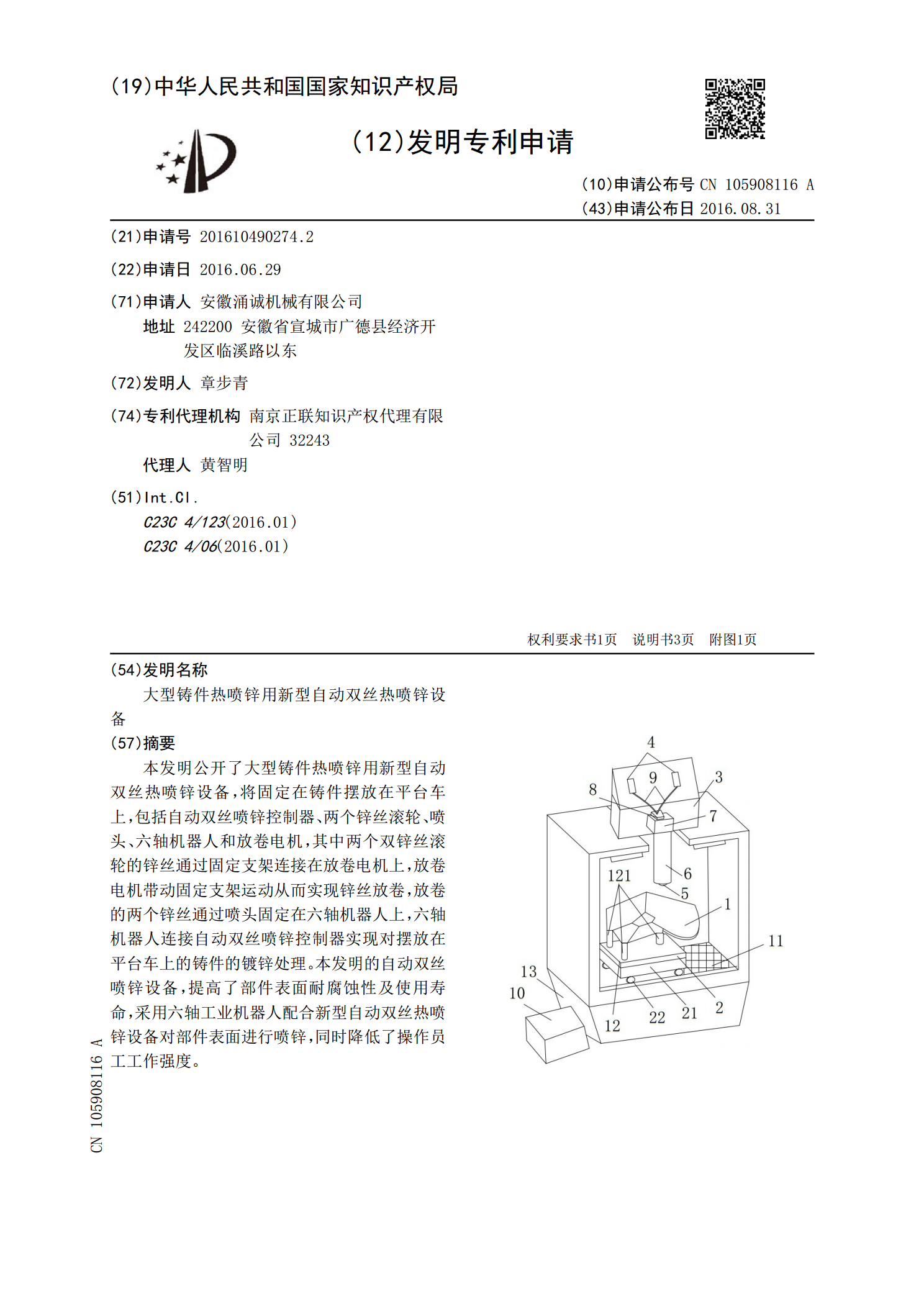
大型铸件热喷锌用新型自动双丝热喷锌设备.pdf
本发明公开了大型铸件热喷锌用新型自动双丝热喷锌设备,将固定在铸件摆放在平台车上,包括自动双丝喷锌控制器、两个锌丝滚轮、喷头、六轴机器人和放卷电机,其中两个双锌丝滚轮的锌丝通过固定支架连接在放卷电机上,放卷电机带动固定支架运动从而实现锌丝放卷,放卷的两个锌丝通过喷头固定在六轴机器人上,六轴机器人连接自动双丝喷锌控制器实现对摆放在平台车上的铸件的镀锌处理。本发明的自动双丝喷锌设备,提高了部件表面耐腐蚀性及使用寿命,采用六轴工业机器人配合新型自动双丝热喷锌设备对部件表面进行喷锌,同时降低了操作员工工作强度。