
一种压缩机滑片及压缩机滑片磨削夹具.pdf

朋兴****en

1/7
2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压缩机滑片及压缩机滑片磨削夹具.pdf
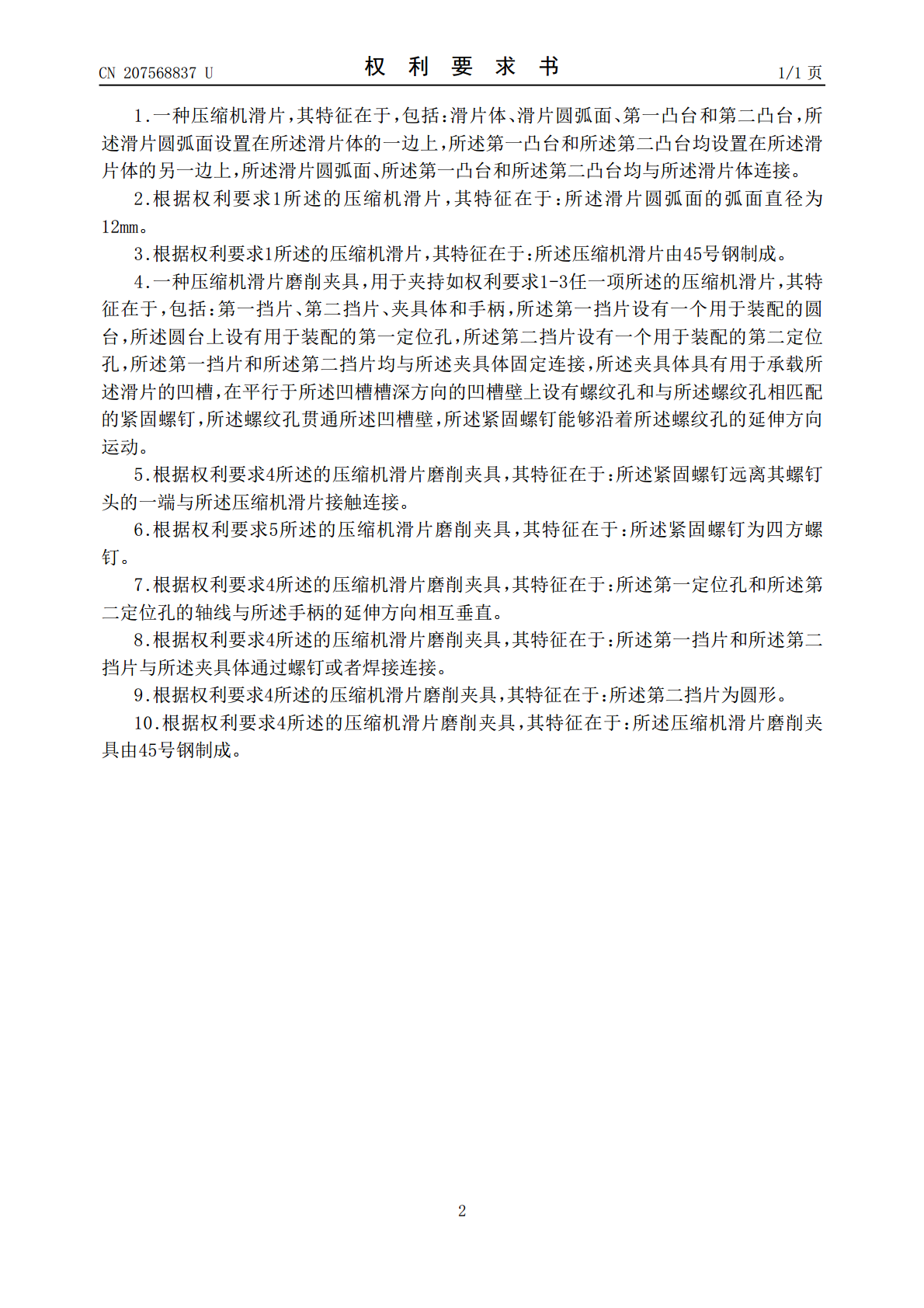
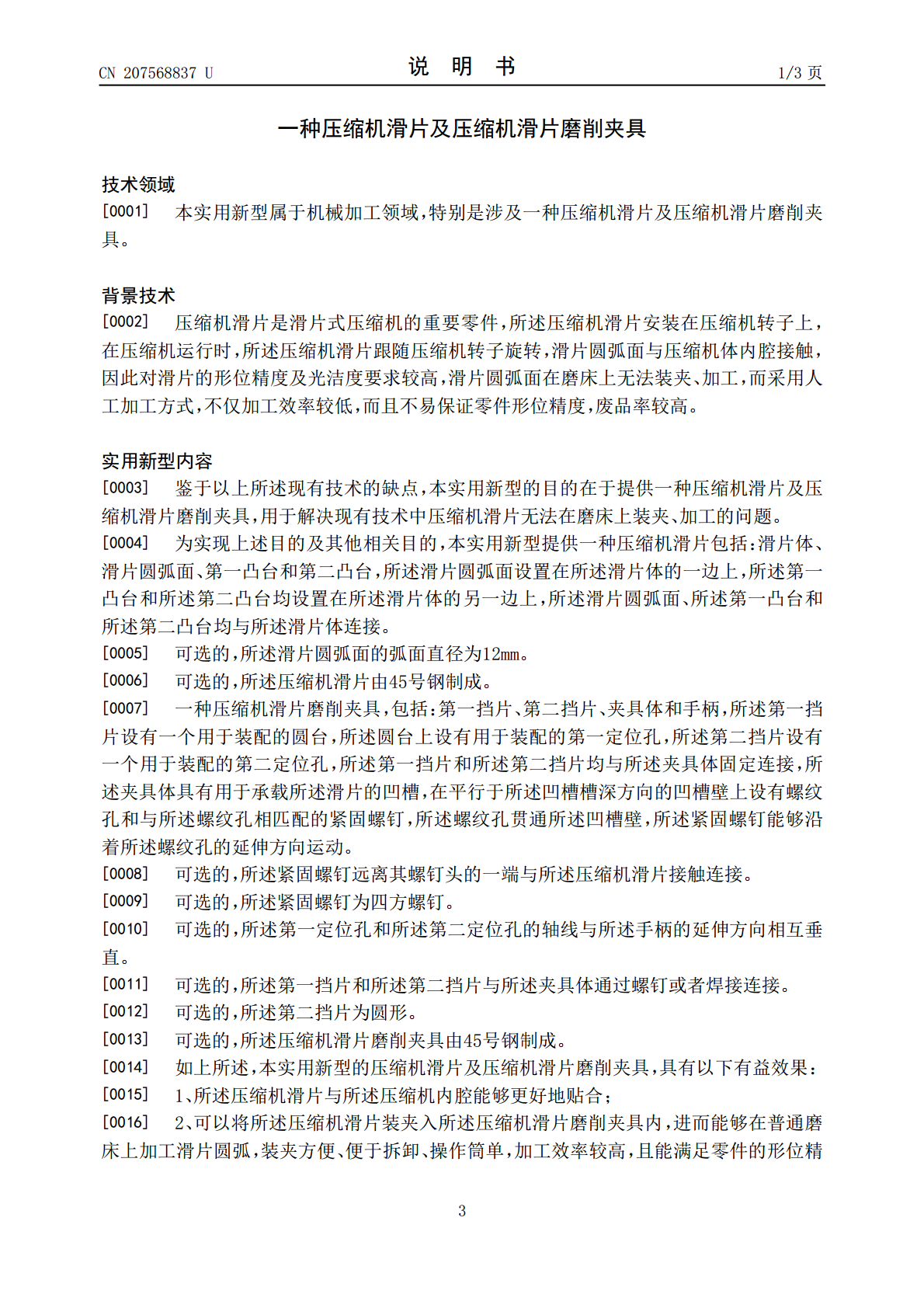
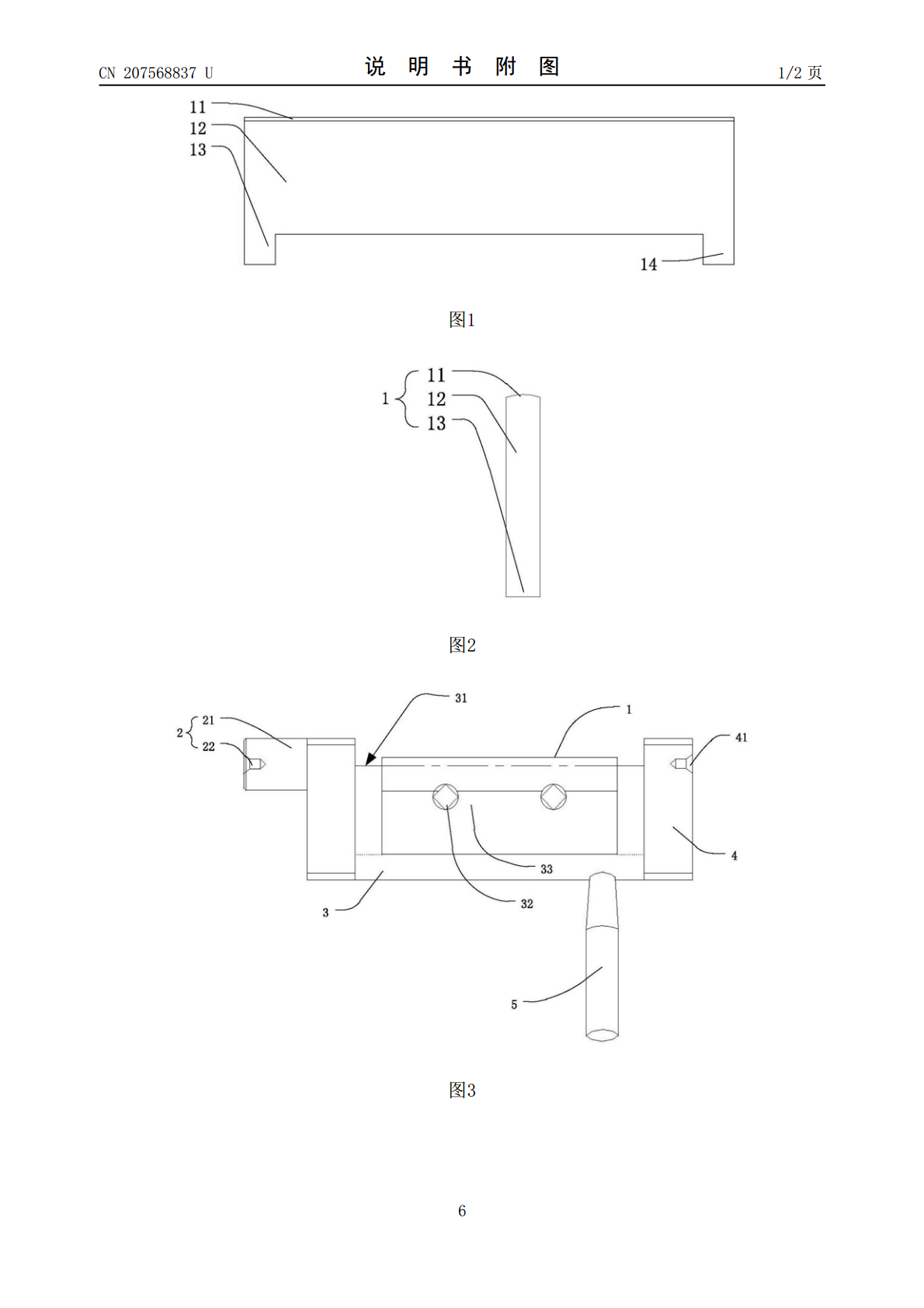
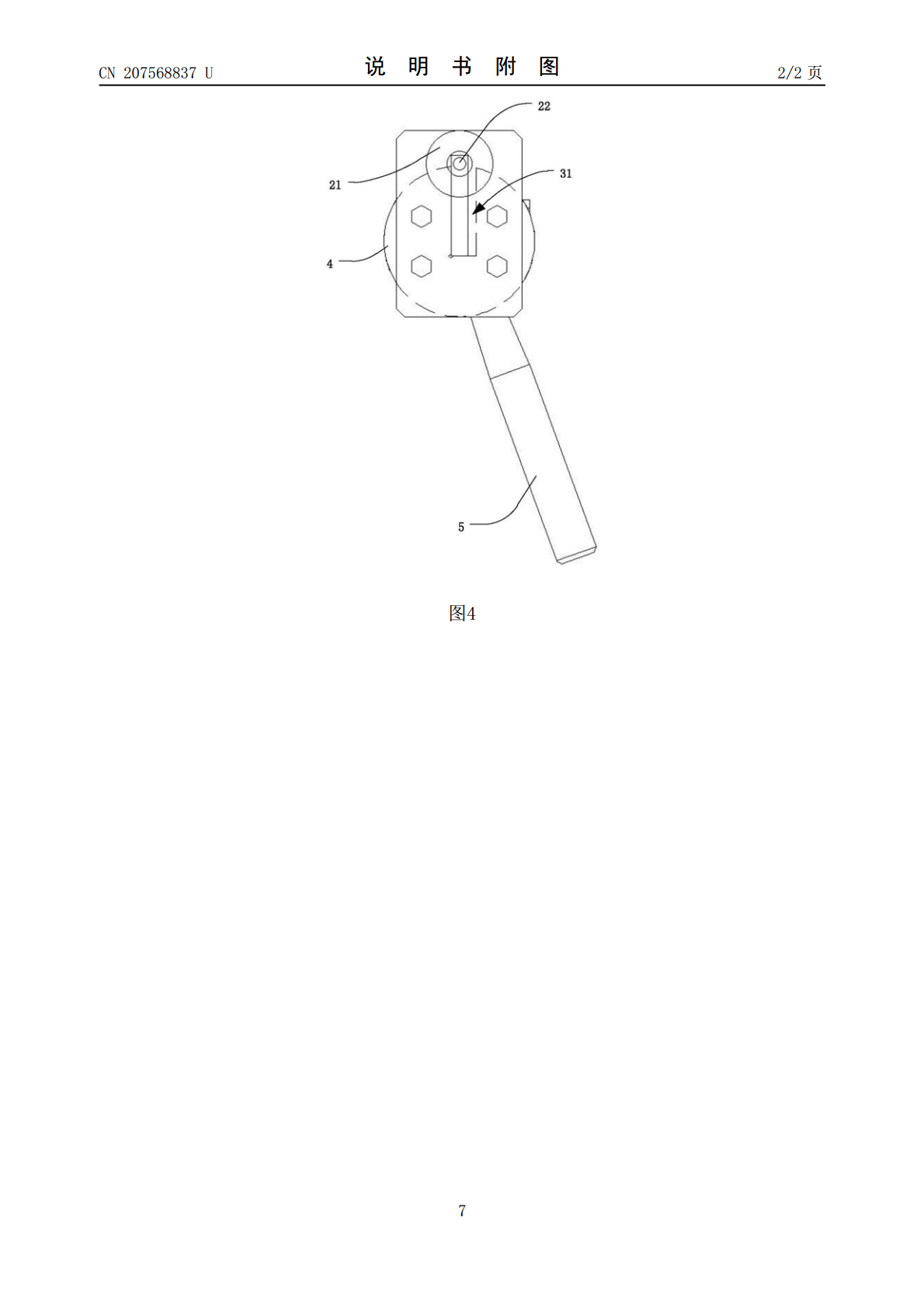
本实用新型提供一种压缩机滑片及压缩机滑片磨削夹具,压缩机滑片装配在压缩机内腔中的转子上,通过转动来压缩气体,压缩机滑片圆弧面的各项精度要求较高,所述压缩机滑片磨削夹具用于加工滑片圆弧面,所述压缩机滑片磨削夹具包括第一挡片、第二挡片、夹具体和手柄,所述第一挡片具有第一定位孔,所述第二挡片具有第二定位孔,在所述手柄的摆动带动下,所述压缩机滑片磨削夹具能够以所述第一定位孔和所述第二定位孔的轴线为旋转中心摆动,所述滑片圆弧面能够在靠近磨床砂轮时,通过压缩机滑片磨削夹具的摆动和磨床导轨的直线运动,完成所述滑片圆弧面
一种压缩机滑片垂直度磨削定位夹具及定位方法.pdf
本发明公开了一种压缩机滑片垂直度磨削定位夹具及定位方法,该夹具包括底座,在底座上分别固定安装有侧面定位块和底面定位块,且侧面定位块与底面定位块组成直角定位槽,在底座上位于直角定位槽的两端固定安装有支撑座,在两个支撑座之间转动安装有偏心压紧轴,所述偏心压紧轴的一段固定连接有从动齿轮,在支撑座上位于从动齿轮的一侧转动连接有主动齿轮,且从动齿轮与主动齿轮相互啮合。本发明能够同时定位和夹紧一组滑片进行磨削,既能保证滑片的精度要求,又适应大批量生产。
压缩机滑片的氮化方法.pdf
本发明提供一种压缩机滑片的氮化方法,具体步骤为:(1)清洗:用酒精洗去除压缩机滑片零件表面的油污及脏物,(2)装载:根据不同尺寸、规格的滑片,选用不同的专用工位器具立式放置工件,(3)处理:处理时盐浴的温度为650~780℃,时间是100~200分钟,处理时通入NH3气体,按每1000公斤盐浴液,NH3气流量为2.1~3.2升/分钟,(5)冷却:出炉后,直接浸入水中冷却,冷却时间约20分钟,(6)清洗:冷却后,浸入清水清洗5分钟,(7)抛光:洗净后的滑片,经振动抛光机滚抛150分钟,去除表面疏松层;本发明
压缩机滑片的制造方法.pdf
本发明公开了一种压缩机滑片的制造方法,涉及压缩机技术领域,该方法包括以下步骤:选用GCr9轴承钢板材,对板材进行退火处理;按滑片形状切割板材,对切割成型的滑片坯表面进行磨削;用箱式电阻炉将磨削后的滑片加热至810~820℃,保温2~3h,降温至600℃后,出炉空冷;再次将滑片放入箱式电阻炉加热至850~860℃,保温12~18min,然后迅速淬入温度为220~250℃的油中,保持1~2h,取出后,空冷至室温;随后进行低温回火,回火温度为155~160℃,保温2~3h,回火完成后空冷至室温;精磨得到符合要求
压缩机滑片的表面处理方面.pdf
本发明公开了一种压缩机滑片的表面处理方法,涉及压缩机技术领域,该方法包括以下步骤:清除滑片表面油污和杂质;用箱式电阻炉将清洗后的滑片加热至830~850℃,保温2~3h,然后迅速淬入温度为220~250℃的油中,保持1~2h,取出后,空冷至室温;随后进行低温回火,回火温度为150~160℃,保温1~2h,回火完成后空冷至室温;将滑片放入持续通入氨气的氮化炉中进行氮化处理,将炉温升至500~520℃,保温8~15h,再将炉温升至520~540℃,保温20~45h,随炉冷却至室温。本发明解决了现有压缩机滑