
一种自动上料的热铆装配装置和热铆方法.pdf

书生****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动上料的热铆装配装置和热铆方法.pdf
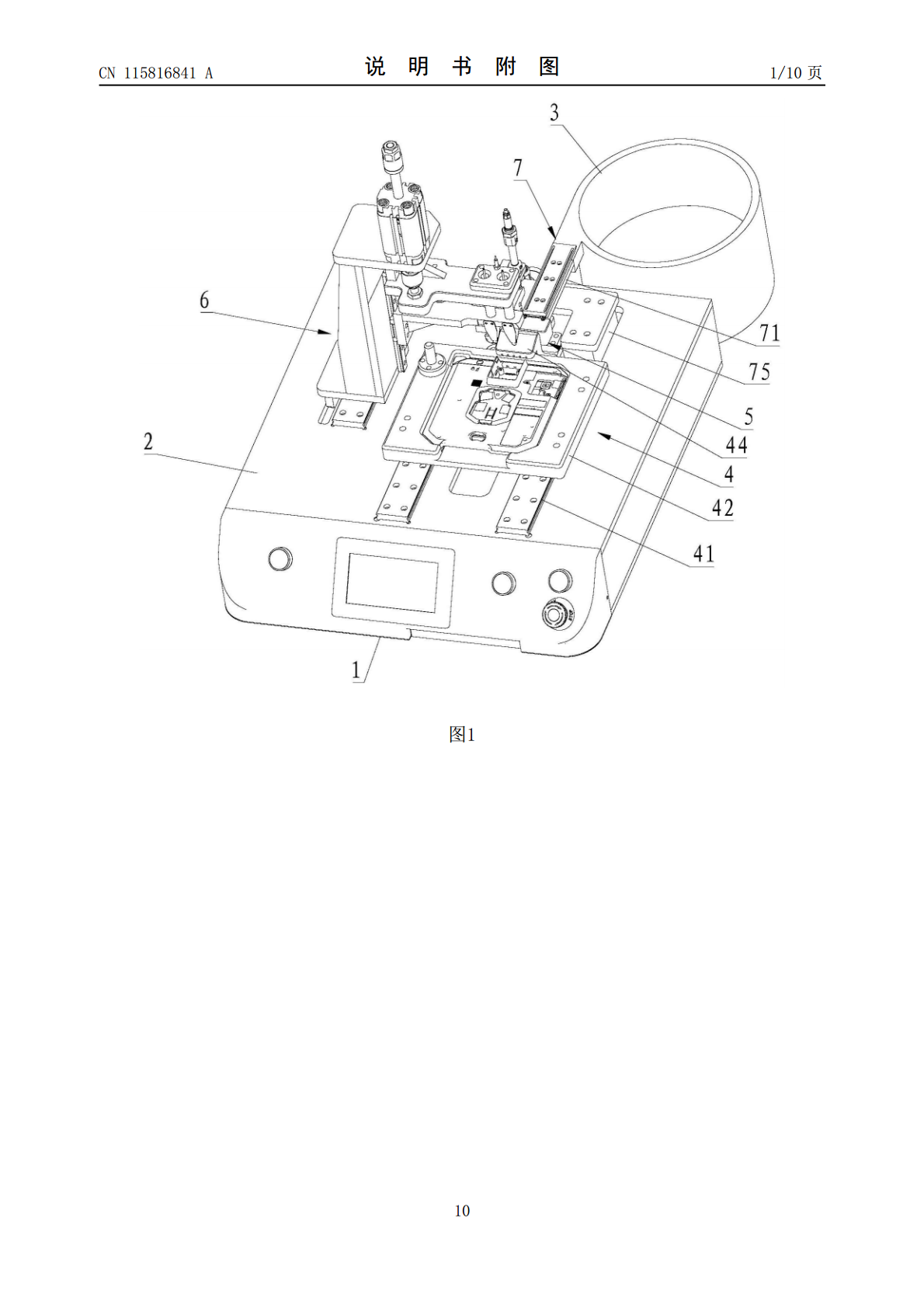
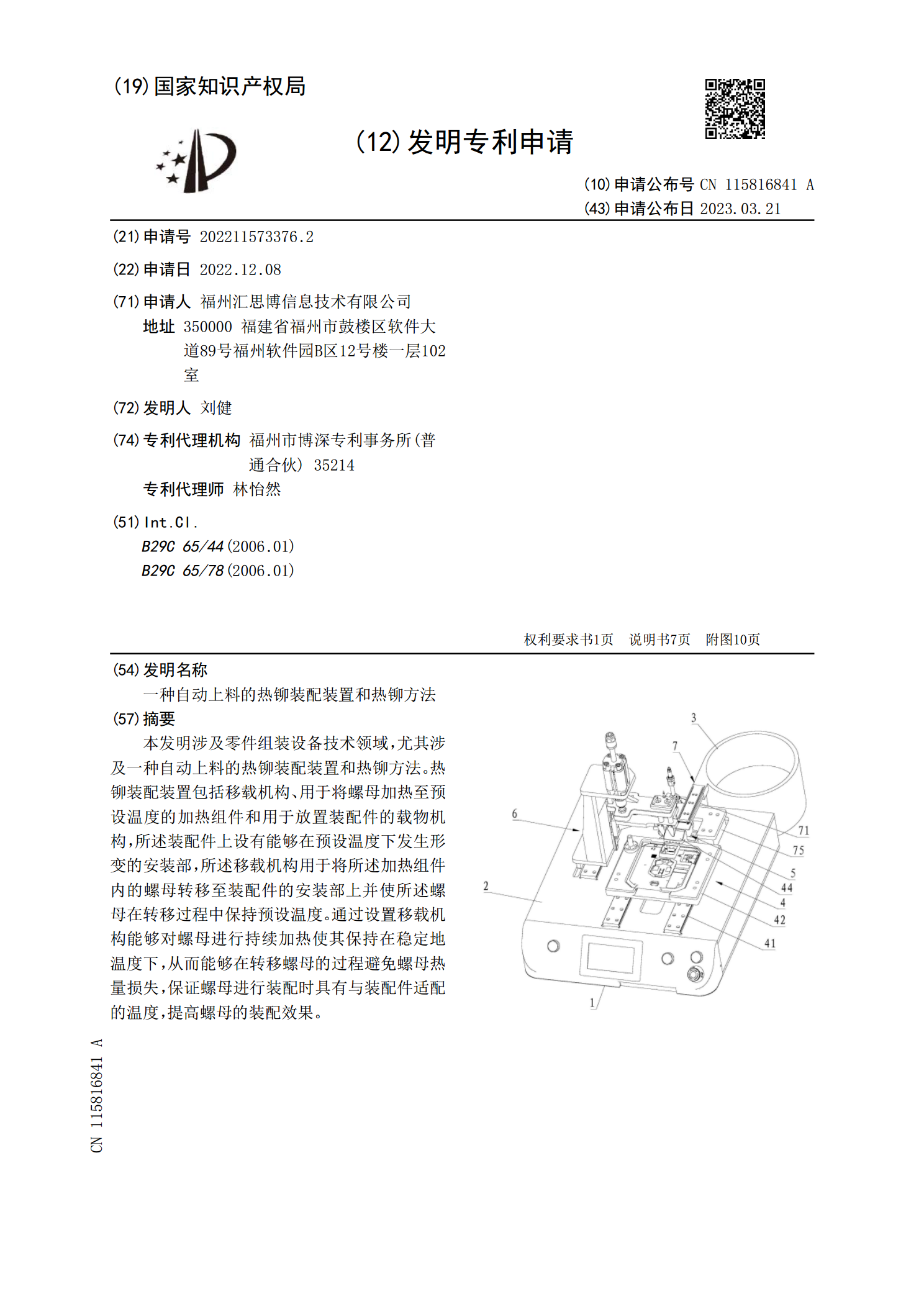
本发明涉及零件组装设备技术领域,尤其涉及一种自动上料的热铆装配装置和热铆方法。热铆装配装置包括移载机构、用于将螺母加热至预设温度的加热组件和用于放置装配件的载物机构,所述装配件上设有能够在预设温度下发生形变的安装部,所述移载机构用于将所述加热组件内的螺母转移至装配件的安装部上并使所述螺母在转移过程中保持预设温度。通过设置移载机构能够对螺母进行持续加热使其保持在稳定地温度下,从而能够在转移螺母的过程避免螺母热量损失,保证螺母进行装配时具有与装配件适配的温度,提高螺母的装配效果。
一种多铆头热铆控制方法.pdf
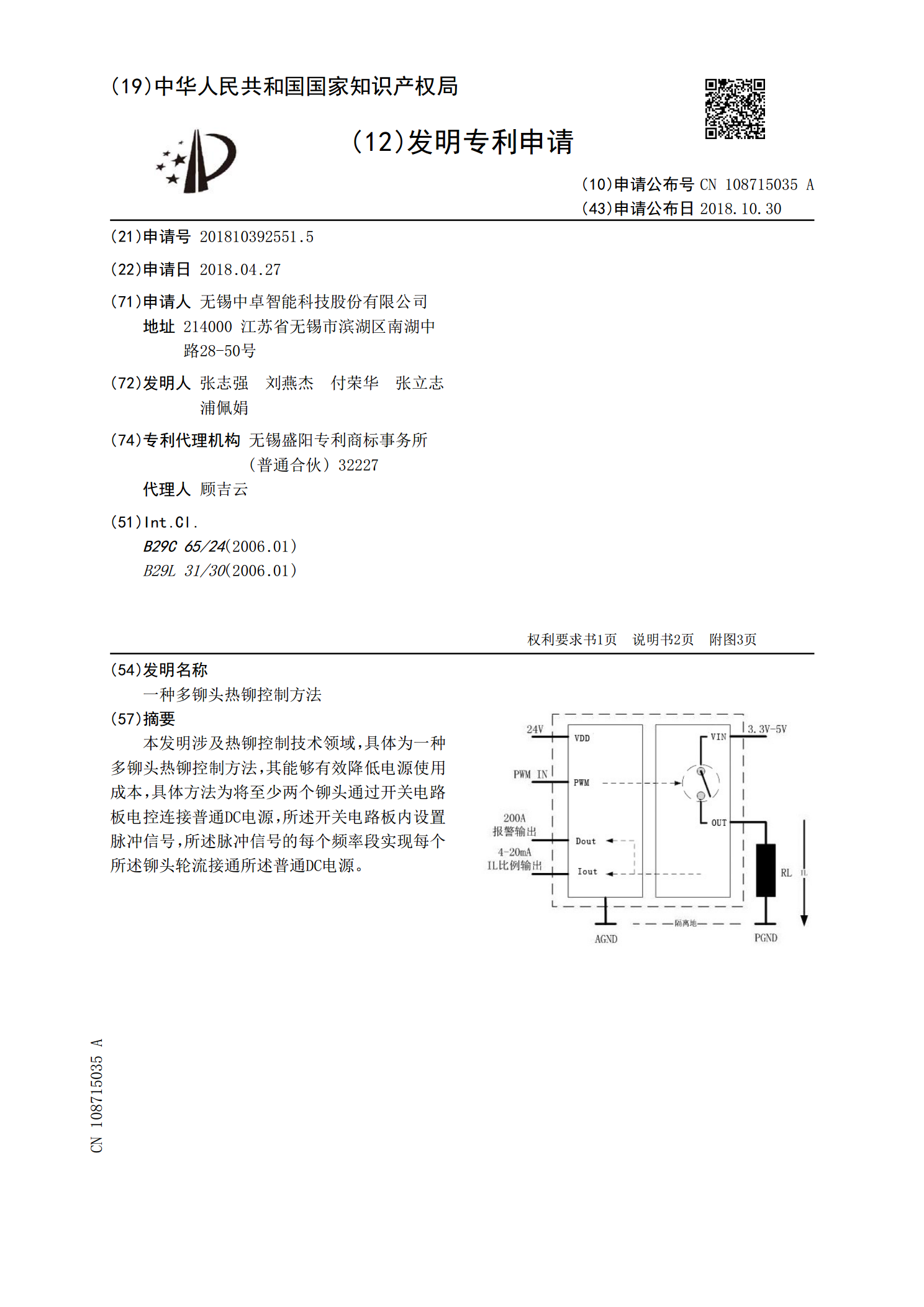
本发明涉及热铆控制技术领域,具体为一种多铆头热铆控制方法,其能够有效降低电源使用成本,具体方法为将至少两个铆头通过开关电路板电控连接普通DC电源,所述开关电路板内设置脉冲信号,所述脉冲信号的每个频率段实现每个所述铆头轮流接通所述普通DC电源。
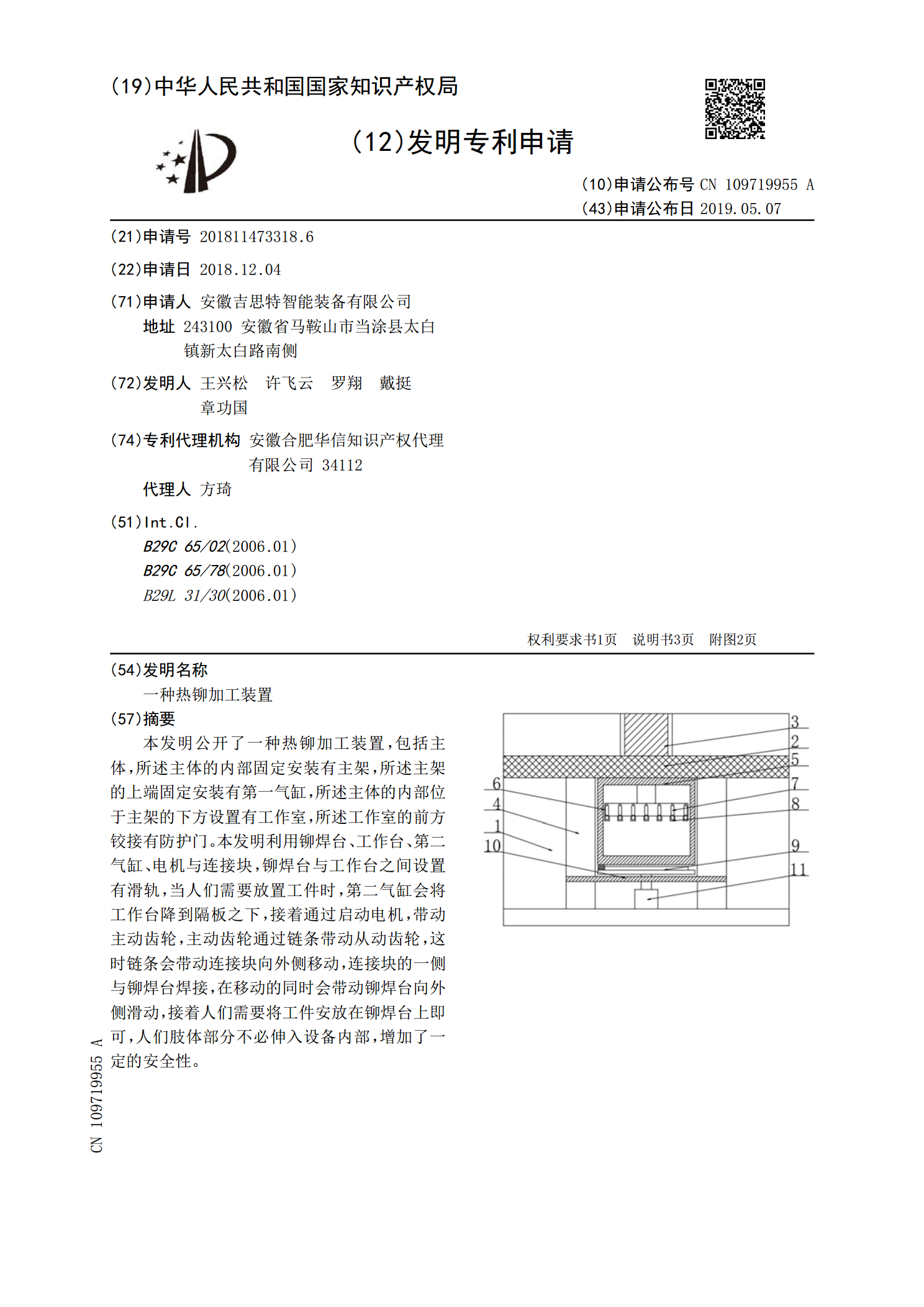
一种热铆加工装置.pdf
本发明公开了一种热铆加工装置,包括主体,所述主体的内部固定安装有主架,所述主架的上端固定安装有第一气缸,所述主体的内部位于主架的下方设置有工作室,所述工作室的前方铰接有防护门。本发明利用铆焊台、工作台、第二气缸、电机与连接块,铆焊台与工作台之间设置有滑轨,当人们需要放置工件时,第二气缸会将工作台降到隔板之下,接着通过启动电机,带动主动齿轮,主动齿轮通过链条带动从动齿轮,这时链条会带动连接块向外侧移动,连接块的一侧与铆焊台焊接,在移动的同时会带动铆焊台向外侧滑动,接着人们需要将工件安放在铆焊台上即可,人们肢
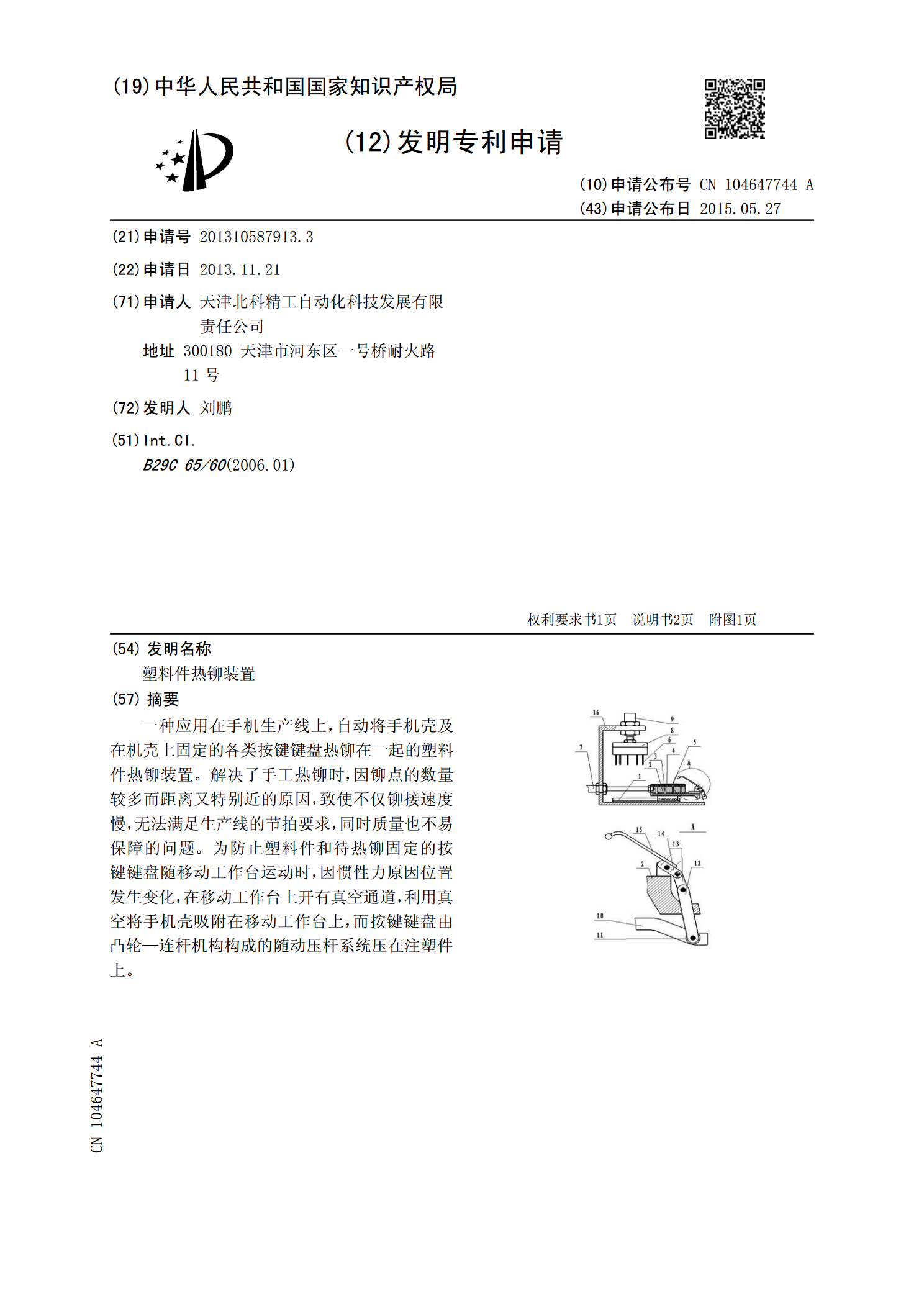
塑料件热铆装置.pdf
一种应用在手机生产线上,自动将手机壳及在机壳上固定的各类按键键盘热铆在一起的塑料件热铆装置。解决了手工热铆时,因铆点的数量较多而距离又特别近的原因,致使不仅铆接速度慢,无法满足生产线的节拍要求,同时质量也不易保障的问题。为防止塑料件和待热铆固定的按键键盘随移动工作台运动时,因惯性力原因位置发生变化,在移动工作台上开有真空通道,利用真空将手机壳吸附在移动工作台上,而按键键盘由凸轮—连杆机构构成的随动压杆系统压在注塑件上。
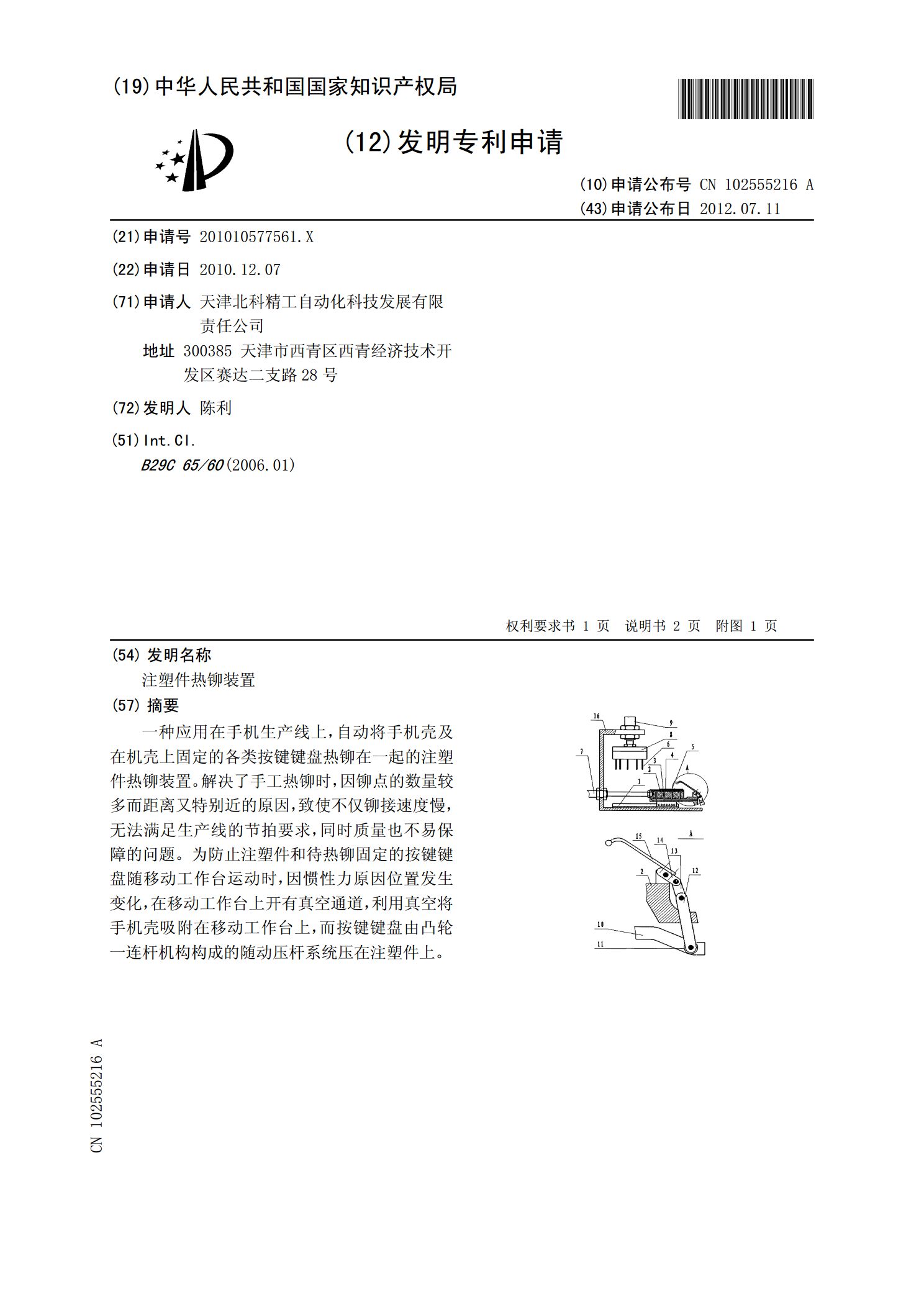
注塑件热铆装置.pdf
一种应用在手机生产线上,自动将手机壳及在机壳上固定的各类按键键盘热铆在一起的注塑件热铆装置。解决了手工热铆时,因铆点的数量较多而距离又特别近的原因,致使不仅铆接速度慢,无法满足生产线的节拍要求,同时质量也不易保障的问题。为防止注塑件和待热铆固定的按键键盘随移动工作台运动时,因惯性力原因位置发生变化,在移动工作台上开有真空通道,利用真空将手机壳吸附在移动工作台上,而按键键盘由凸轮一连杆机构构成的随动压杆系统压在注塑件上。