
一种热塑性复合材料网格结构件的成型方法.pdf

代瑶****zy


1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热塑性复合材料网格结构件的成型方法.pdf
本申请实施例中提供了一种热塑性复合材料网格结构件的成型方法,制造与待成型热塑性网格结构件相对应的辅助成型装置;分切预浸带得到预浸丝;进行网格筋条的铺放成型,不同方向筋条等厚度交替铺放,在节点区域进行打断处理;直至网格筋条中的预浸丝铺层达到预定高度;调节辅助成型装置的高度,使网格筋条与辅助成型装置的高度偏差大于或等于预设偏差值;对网格筋条进行超声辊去应力后处理操作,并进行辅助支撑,再次对半成品构件进行超声辊去应力后处理操作。相对于热固性网格结构,对模具、热压罐等高成本工艺装备需求降低,有利于制造成本降低;实

一种复合材料结构件的成型方法.pdf
本发明公开了一种复合材料结构件的成型方法,包括密封制袋、振动处理、微波固化和结构件整体脱模;振动处理是将完成封袋的材料固定在振动支撑座上,并与物料平台同步振动;微波固化利用模具支撑架和支撑轴对硅橡胶模具进行支撑,并用微波对预成型体各表面均匀微波辐射成型;最后利用酸碱腐蚀配合人工拆解将硅橡胶模具从成型后的结构件中取出。本发明的成型方法通过振动处理结合微波固化复合材料,可实现复合材料结构件的快速、低成本、高性能成型;本发明突破热压罐成型工艺对制件尺寸的限制,降低制造成本;成型后的结构件力学性能优良、孔隙率低,

复合材料梁结构件的成型方法研究概况.docx
复合材料梁结构件的成型方法研究概况复合材料梁结构件的成型方法研究概况摘要:近年来,复合材料梁结构件在航空航天、汽车工业、建筑等领域得到广泛应用。复合材料梁结构件的成型方法是复合材料梁制造过程中的一个关键环节。本论文旨在探讨复合材料梁结构件的成型方法,包括手工层叠、自动化层叠和预浸层叠等方法,并分析它们的优点和缺点。本论文还介绍了一些新兴的成型方法,如3D打印和纳米复合材料梁结构件的成型方法。最后,本论文提出了优化复合材料梁结构件成型方法的建议。关键词:复合材料,梁结构件,成型方法,手工层叠,自动化层叠,预
一种复合材料结构件的成型模具组.pdf
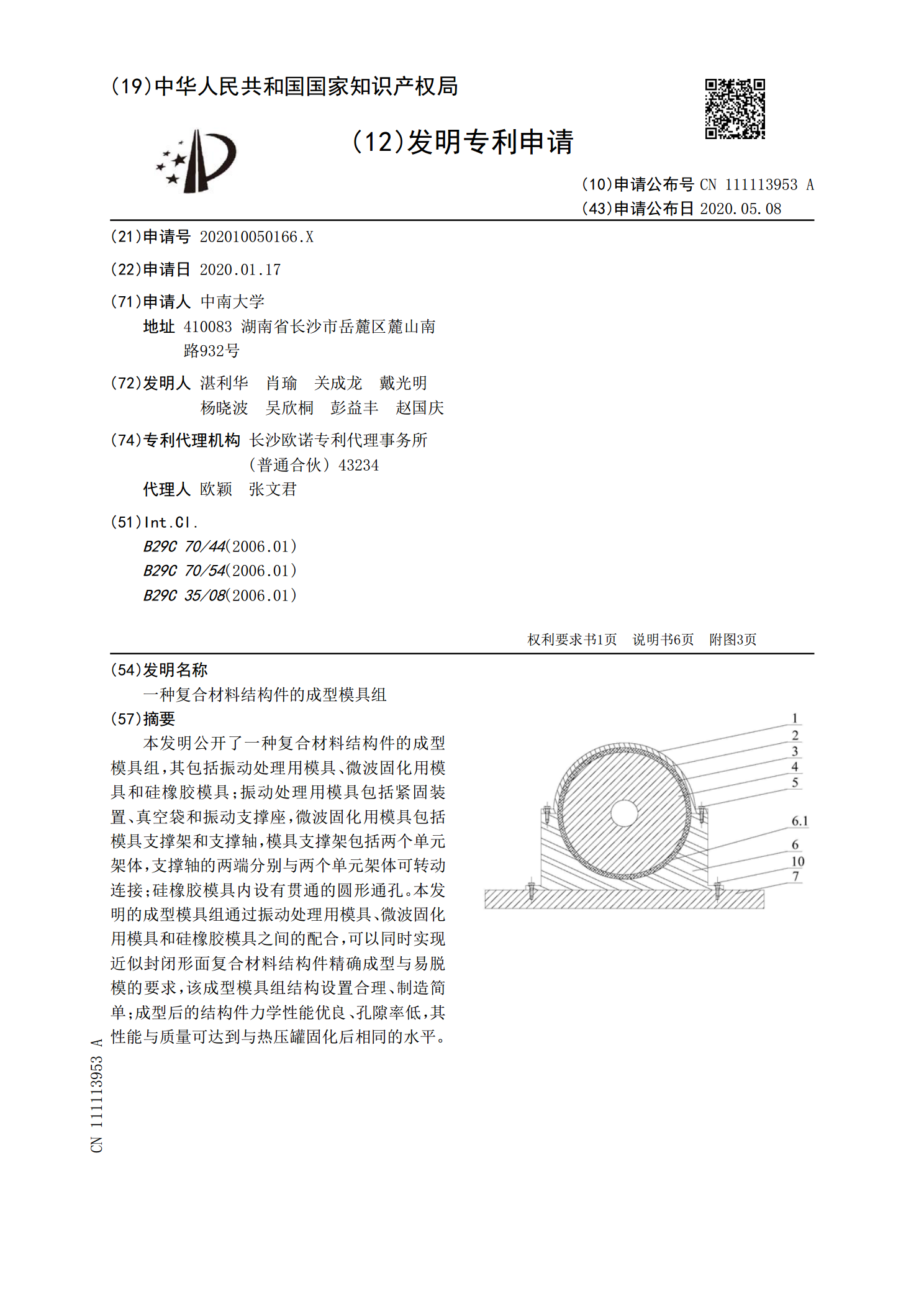
本发明公开了一种复合材料结构件的成型模具组,其包括振动处理用模具、微波固化用模具和硅橡胶模具;振动处理用模具包括紧固装置、真空袋和振动支撑座,微波固化用模具包括模具支撑架和支撑轴,模具支撑架包括两个单元架体,支撑轴的两端分别与两个单元架体可转动连接;硅橡胶模具内设有贯通的圆形通孔。本发明的成型模具组通过振动处理用模具、微波固化用模具和硅橡胶模具之间的配合,可以同时实现近似封闭形面复合材料结构件精确成型与易脱模的要求,该成型模具组结构设置合理、制造简单;成型后的结构件力学性能优良、孔隙率低,其性能与质量可达
一种连续纤维增强热塑性PAKE中空复合材料制品的成型方法.pdf
本发明公开了一种连续纤维增强热塑性PAKE中空复合材料制品的成型方法,包括:(1)将连续纤维增强PAEK复合材料所需原材料缠绕在耐高温工装上,得到毛坯件;(2)将毛坯件和耐高温工装转移至成型设备中,升温;(3)待温度升至原材料熔融温度以上时,进行保温,然后对耐高温工装的外部进行施压,同时在耐高温工装的内部通入高压气体,保压一段时间;(4)保压后,快速降温,开模,将产品取出,修毛刺,获得成型产品。本发明提供的连续纤维增强热塑性PAKE中空复合材料制品的成型方法,摆脱了必须具备缠绕设备和铺丝铺放设备的限制,能