
换热器壳体及其激光焊接方法.pdf

傲丝****账号

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
换热器壳体及其激光焊接方法.pdf
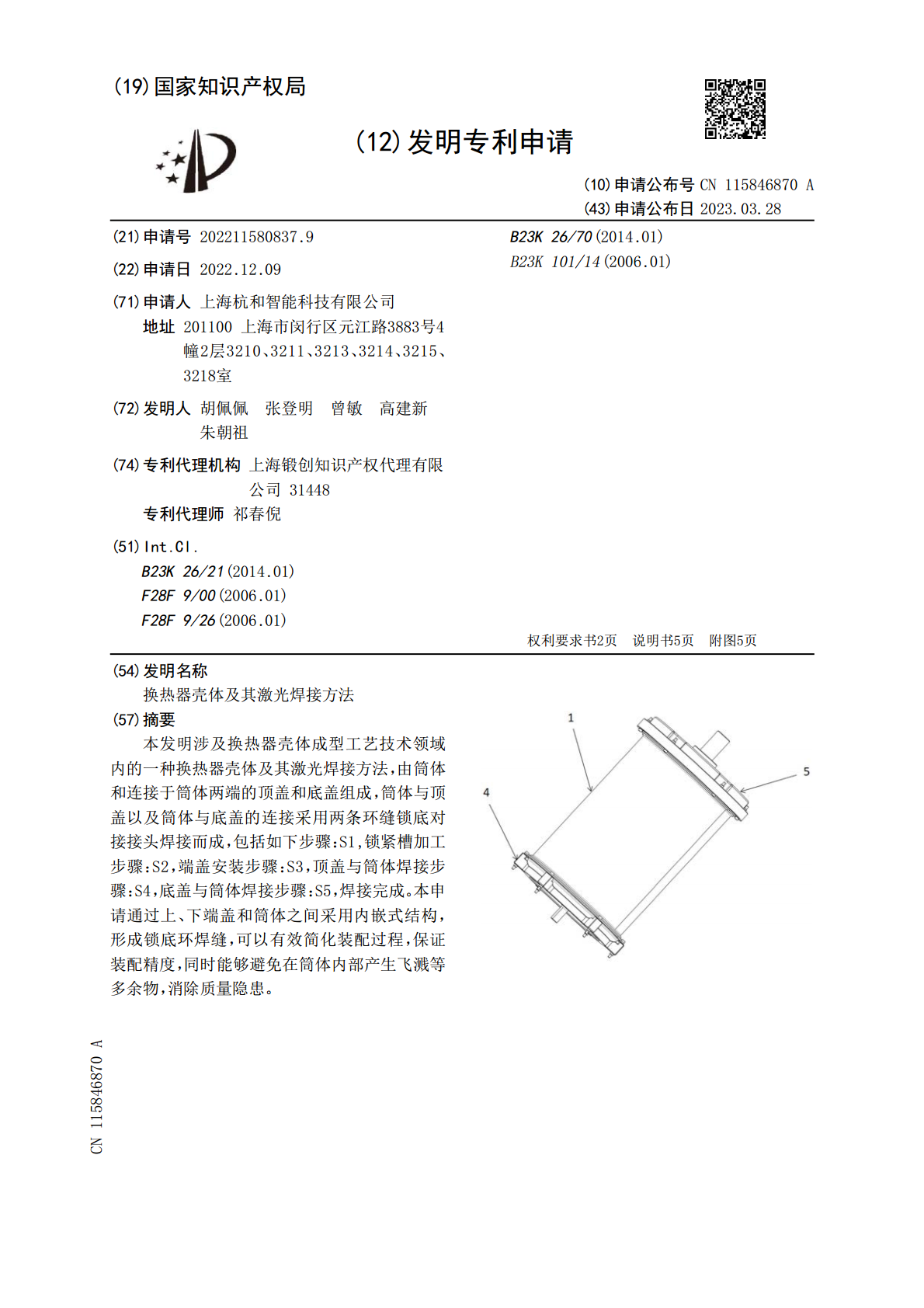
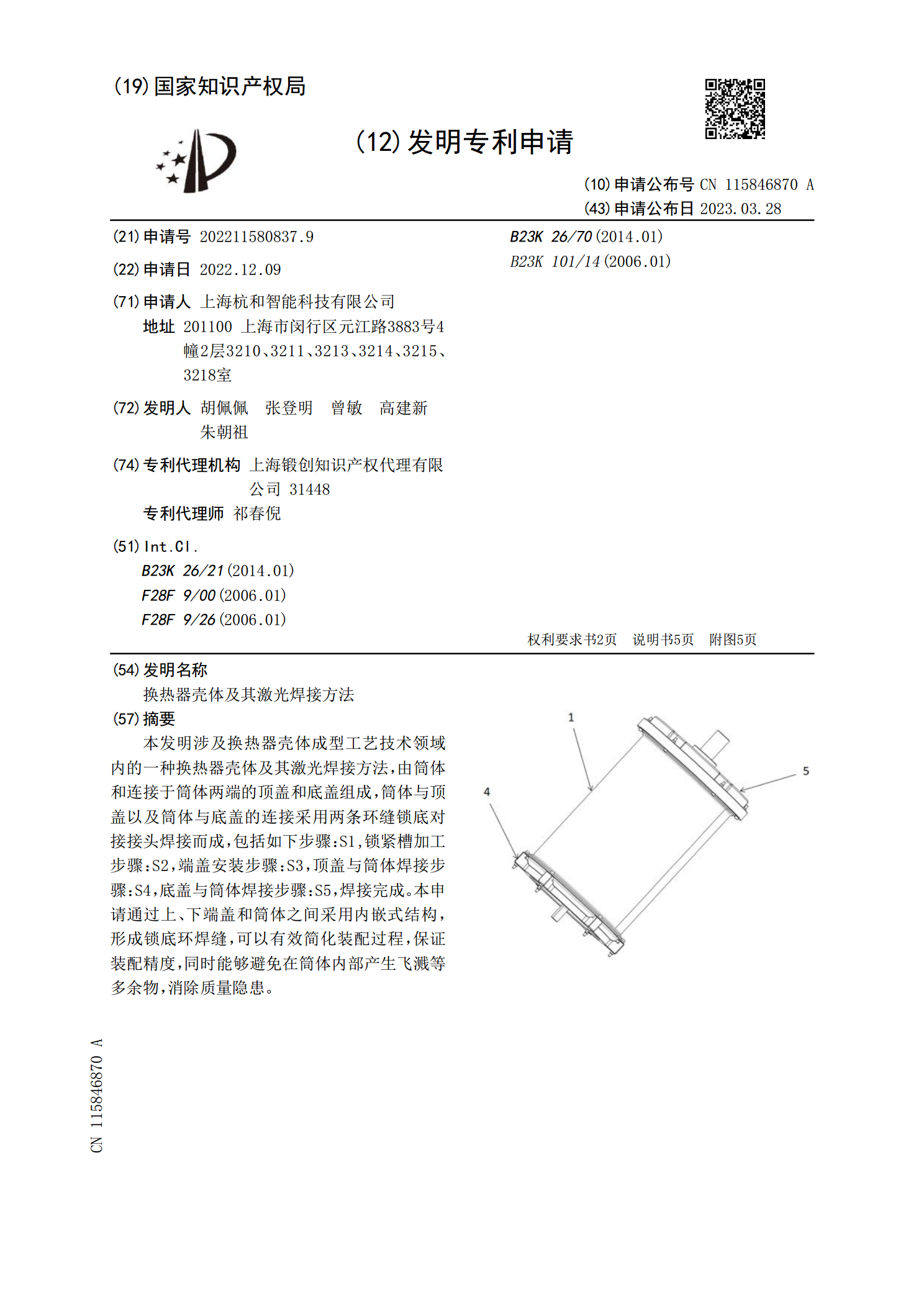
本发明涉及换热器壳体成型工艺技术领域内的一种换热器壳体及其激光焊接方法,由筒体和连接于筒体两端的顶盖和底盖组成,筒体与顶盖以及筒体与底盖的连接采用两条环缝锁底对接接头焊接而成,包括如下步骤:S1,锁紧槽加工步骤:S2,端盖安装步骤:S3,顶盖与筒体焊接步骤:S4,底盖与筒体焊接步骤:S5,焊接完成。本申请通过上、下端盖和筒体之间采用内嵌式结构,形成锁底环焊缝,可以有效简化装配过程,保证装配精度,同时能够避免在筒体内部产生飞溅等多余物,消除质量隐患。

阀体壳体激光焊接组装工艺.pdf
本发明涉及阀体壳体激光焊接组装流水线及工艺,步骤一,借助于铝壳体裁剪成型机,首先,条带驱动轴带动上铝带盘轮与下铝带盘轮旋转,铝条通过通道输出分别送至下壳体裁剪成型机与上壳体裁剪成型机,条带防松径向气缸带动开口式压铝带横销径向移动,开口式压铝带横销压在铝带上;然后,第一胎具送至下壳体裁剪成型机将位于壳体成型模具上的铝带进行裁剪成型;横向送料气缸将裁剪成型的下壳体件输送到第一胎具上;其次,双臂六自由度机器人将阀体总成安装到下壳体件上;本发明设计合理、且使用方便。

微波组件壳体激光焊接技术的研究.docx
微波组件壳体激光焊接技术的研究标题:微波组件壳体激光焊接技术的研究摘要:随着微波技术的快速发展,微波组件壳体作为微波器件的外壳结构,在微波系统中起着重要的作用。传统的壳体连接方式存在着焊接强度低、连接质量差、易受环境影响等问题。因此,研究微波组件壳体激光焊接技术,具有重要的理论意义和实际应用价值。本论文通过综合分析激光焊接原理、焊接参数以及激光焊接在微波器件壳体连接方面的应用,探讨了微波组件壳体激光焊接技术的研究进展,并对其未来的发展进行了展望。关键词:微波组件壳体,激光焊接,连接强度,焊接参数,应用展望

微波组件壳体激光焊接技术的研究.docx
微波组件壳体激光焊接技术的研究微波组件壳体激光焊接技术的研究摘要:微波组件壳体激光焊接技术是一种非接触的焊接方法,具有焊接速度快、焊接接头质量好、热影响区小等优点。本文通过对微波组件壳体激光焊接技术的研究,分析了其原理及应用前景,并对其未来发展进行了展望。关键词:微波组件壳体,激光焊接,研究,应用,展望引言微波组件的壳体焊接技术是微波电子技术中的重要环节之一。传统的焊接方法,如手工焊接、电弧焊接等存在一系列问题,如焊缝质量不稳定、生产效率低、热影响区大等。而激光焊接技术以其高速、高质量及低热影响区的特点在

一种涡轮增压器壳体的激光焊接方法.pdf
本发明公开了一种涡轮增压器壳体的激光焊接方法,属于激光焊接技术领域。该方法是采用激光焊接方法将涡轮增压器的两侧壳体焊接成一体,所述激光焊接由机器人控制系统控制机器人所带的激光焊接头进行,激光焊接头位于涡轮增压器壳体正上方,所述涡轮增压器的壳体固定于焊接变位机上,所述焊接变位机的运动由机器人控制系统控制。本发明焊接方法解决了电弧焊接式涡轮增压器壳体存在的焊接变形较大、热影响区大和易热开裂从而降低使用寿命的问题,以及铸造工艺的一体化涡轮增压器壳体加工工艺复杂、制造投入大、成本较高的问题。