
融合磁光成像和红外热成像的焊接缺陷检测方法与系统.pdf

朋兴****en

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
融合磁光成像和红外热成像的焊接缺陷检测方法与系统.pdf
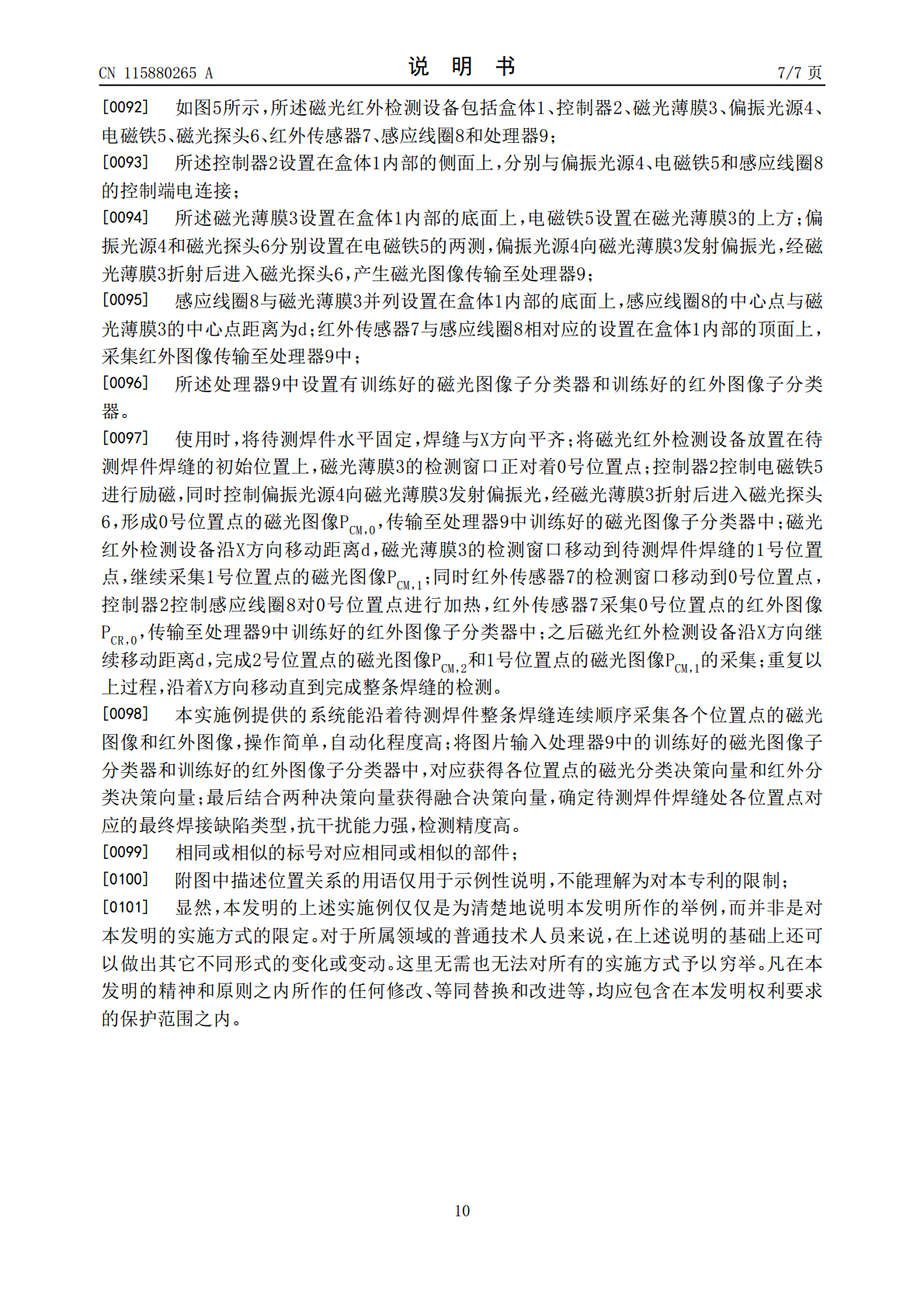
本发明公开了一种融合磁光成像和红外热成像的焊接缺陷检测方法与系统,涉及焊接缺陷检测的技术领域,包括获取焊接缺陷类型对应的磁光图像和红外图像,预处理后分别训练构建的磁光图像子分类器和红外图像子分类器;之后获取待测焊件焊缝处各位置点的磁光图像和红外图像,对应输入训练好的磁光图像子分类器和红外图像子分类器,获得磁光分类决策向量和红外分类决策向量;最后融合磁光分类决策向量和红外分类决策向量,计算融合决策向量,确定该位置点对应的最终焊接缺陷类型。本发明融合磁光成像和红外成像优势,结合了磁光成像和红外成像独有的特征信

采用主动热源热红外成像检测外墙缺陷方法及检测系统.pdf
本发明公开了一种采用主动热源热红外成像检测外墙缺陷方法及检测系统,属于建筑技术领域,其优点在于,减小自然条件对热红外成像的效果的影响,其技术方案要点是:步骤一,根据试验对象的类型、大小确定加热装置,并将加热装置安装在相应位置;步骤二,根据试验对象材质及当前所处环境选择合适的加热温度;步骤三,待检测对象被加热至预设温度后,拆除加热装置,保留温度检测装置;记录短时降温过程,根据降温速度确定热红外成像仪扫描开始时间;步骤四,开始热红外成像仪扫描工作,同时记录持续时间内的检测对象的温度变化;步骤五,根据成像结果和

焊接缺陷磁光成像及识别模型研究.docx
焊接缺陷磁光成像及识别模型研究标题:焊接缺陷磁光成像及识别模型研究摘要:随着制造业的快速发展,焊接工艺在生产中占据重要地位。然而,由于焊接过程中的复杂热力学变化以及操作技巧的不同,常常会导致焊接缺陷的出现。针对焊接缺陷的检测和识别问题,本文基于磁光成像技术,提出了一种焊接缺陷磁光成像及识别模型。通过对焊接缺陷的形成原理和磁光成像技术的理论探讨,设计了相应的实验方案,并进行了相应的实验研究。结果表明,本文提出的磁光成像及识别模型能够有效地检测和识别焊接缺陷,具有一定的实用性和推广价值。关键词:焊接缺陷,磁光
涡轮叶片缺陷的红外热波双目立体成像检测系统及方法.pdf
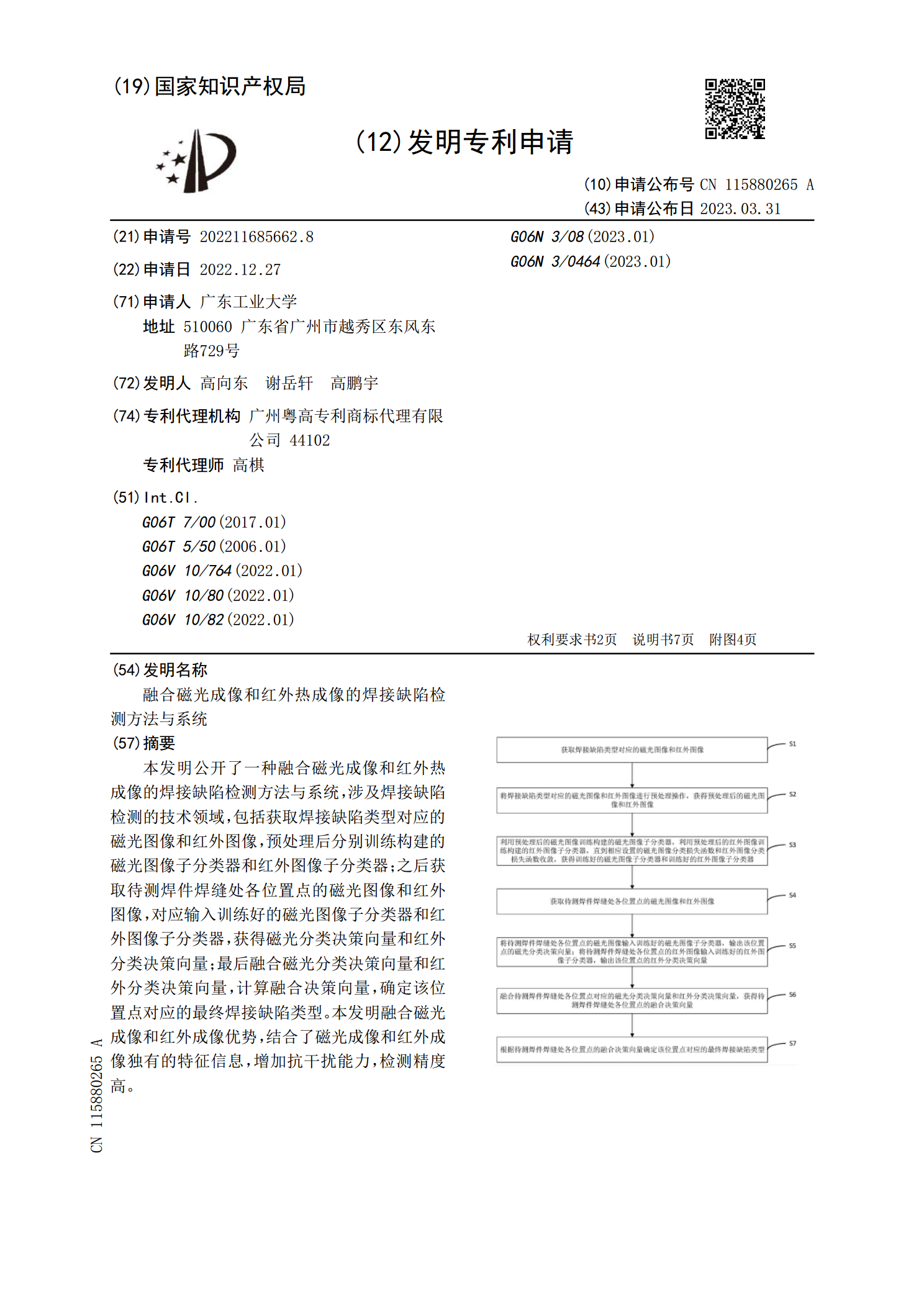
本发明属于无损检测技术领域,具体涉及涡轮叶片缺陷的红外热波双目立体成像检测系统及方法。包括红外双目成像组件、半导体激光器、功率放大器、信号发生器、处理单元;在所述红外双目成像组件内安装扩束镜、以及左侧红外热像仪和右侧红外热像仪两台红外热像仪。本发明所述系统利用红外热波成像与双目视觉技术对涡轮叶片复杂曲面的缺陷损伤进行检测,通过将红外热波成像检测获得的缺陷特征图像与红外双目成像获得的涡轮叶片三维点云图像信息融合,实现对涡轮叶片复杂曲面损伤缺陷的准确检测,在发动机涡轮叶片复杂曲面损伤缺陷的高效非接触检测中具有
红外热成像检测系统.pdf
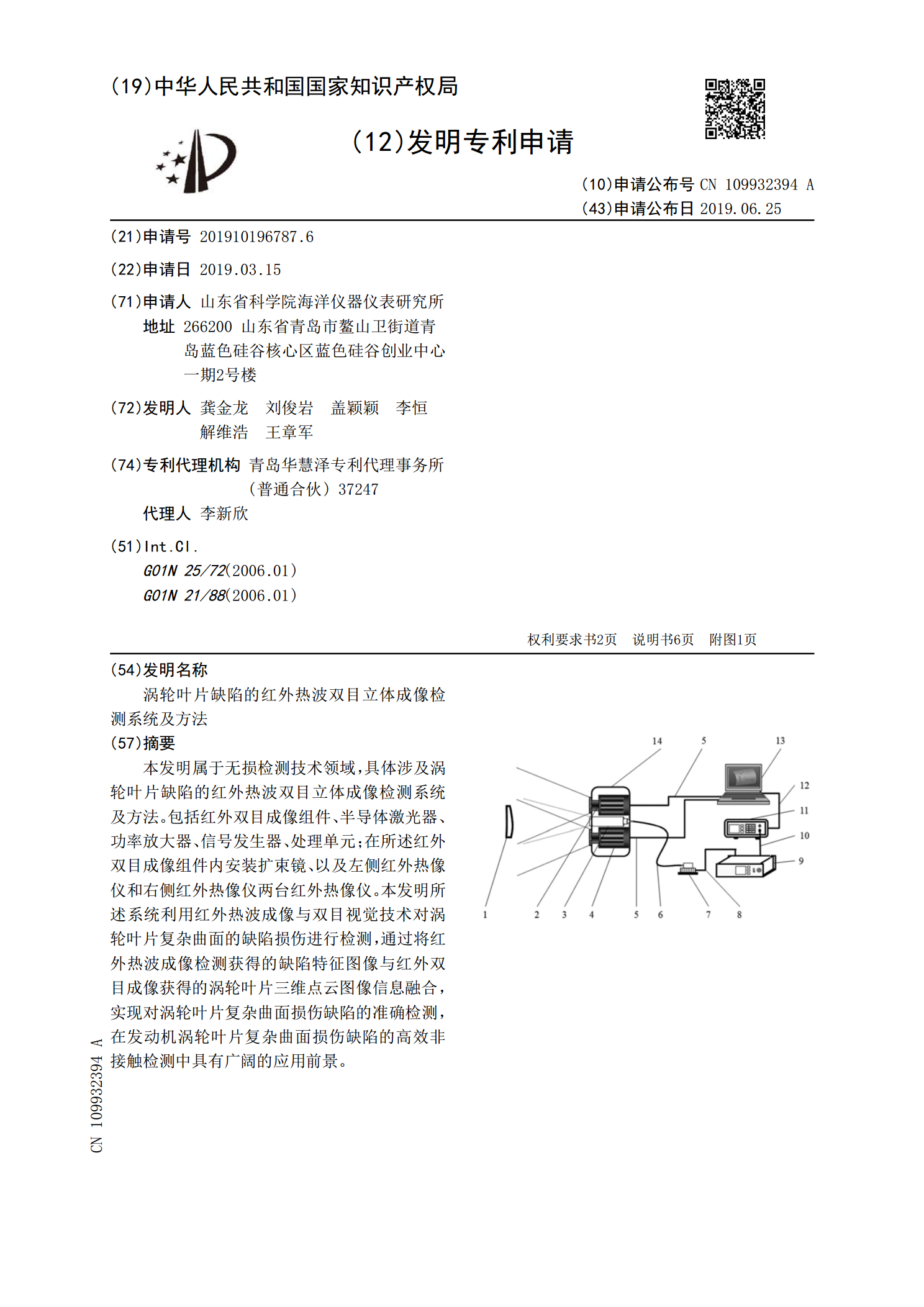
本发明提供一种红外热成像检测系统,该系统包括:图像采集装置,用于采集被测物体的红外辐射,并将采集到的红外辐射转换为电信号;电脑装置,接收来自图像采集装置的有关红外辐射的电信号,并对该电信号进行处理,以形成热图信号;显示装置,接收来自电脑装置的热图信号,根据该热图信号形成热图而显示到外部;以及背景装置,用于提供均匀稳定的背景温度环境;其中,电脑装置将背景装置的热图划分为多个区域,并计算得出每个区域的平均温度值,而且针对每个区域依次判断各区域的平均温度值相对于背景装置的实际温度的误差是否在允许范围之内,并且针