
一种排气管尾饰管成型装置.pdf

一只****签网

1/8

2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种排气管尾饰管成型装置.pdf
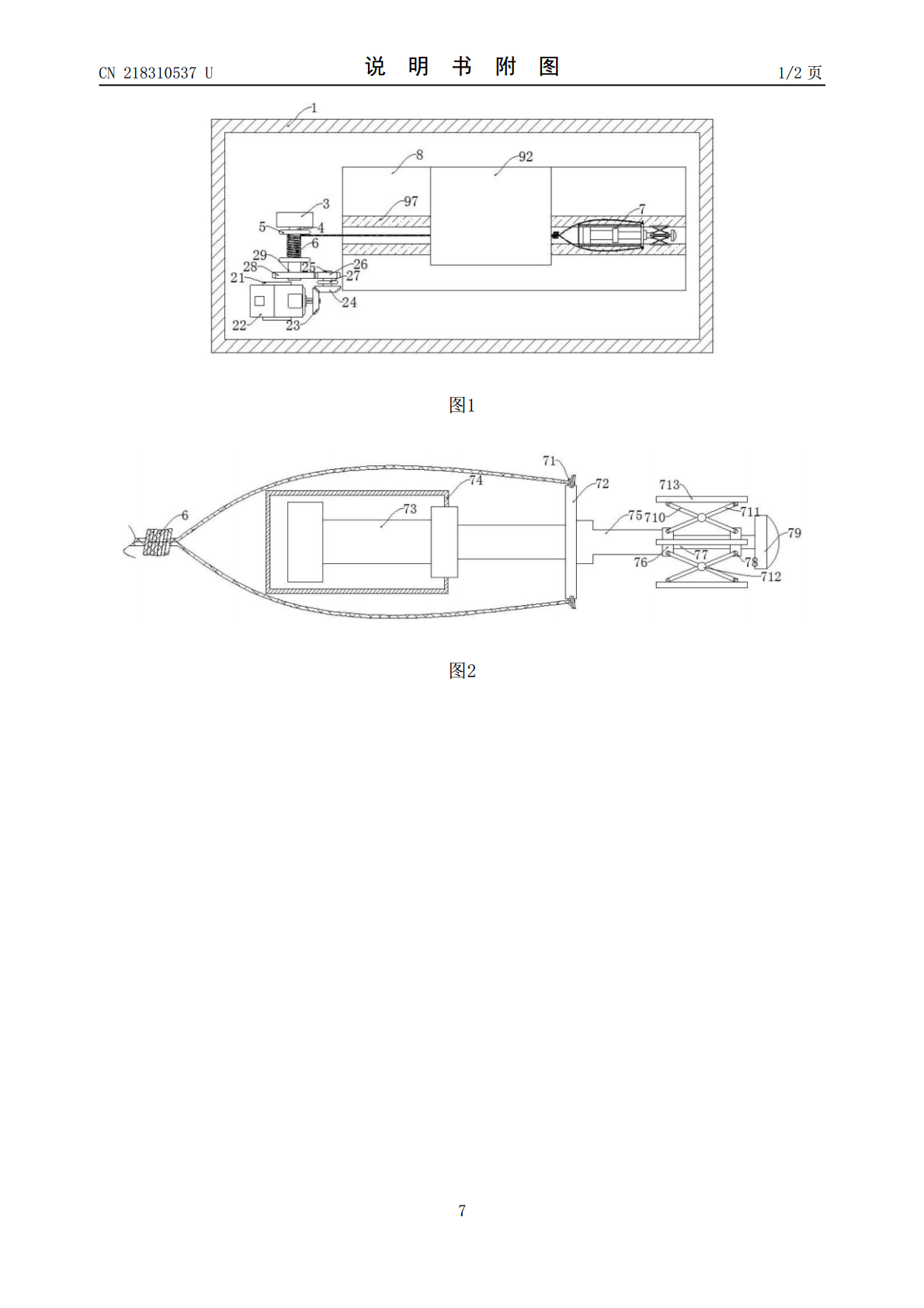
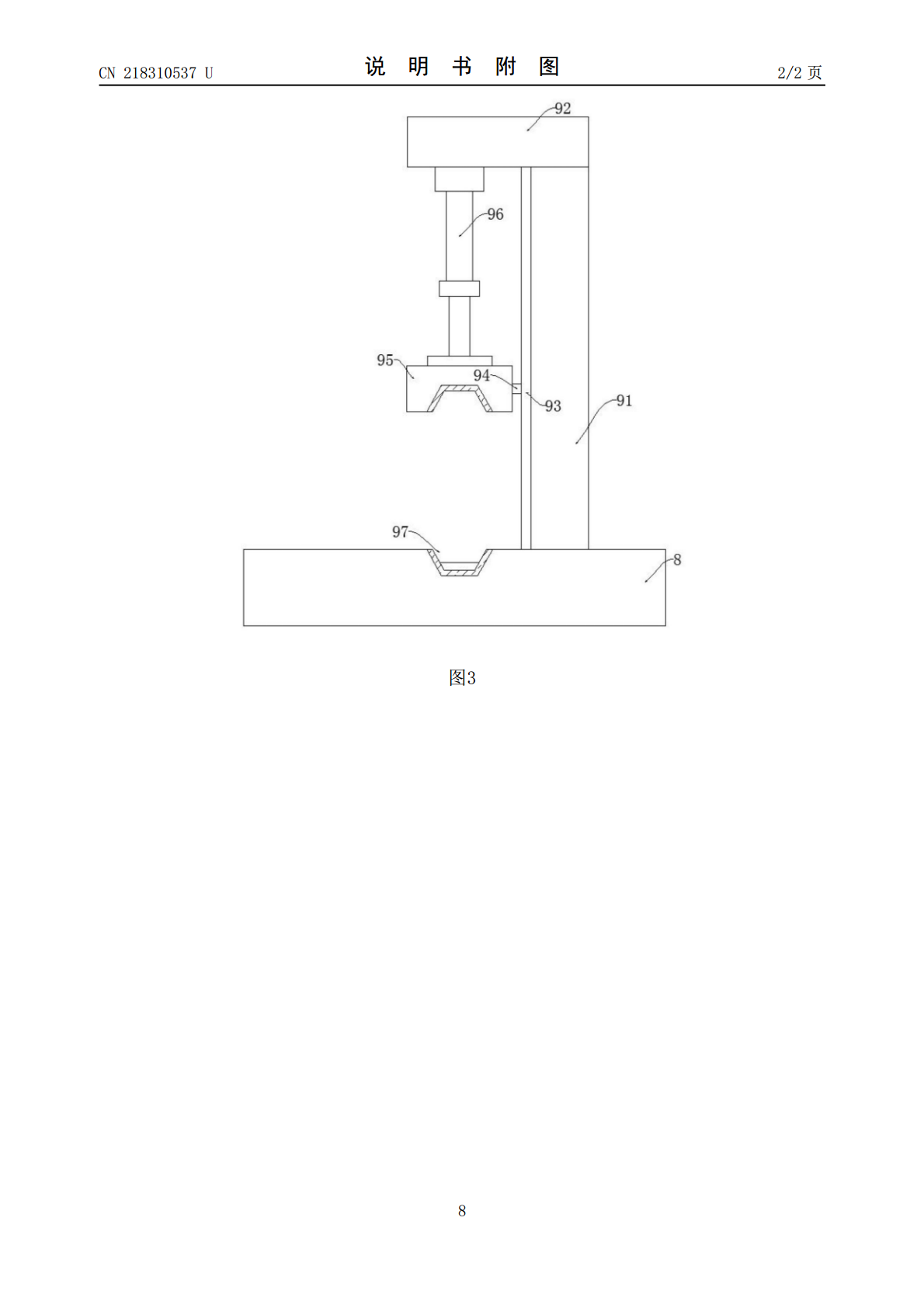
本实用新型提供一种排气管尾饰管成型装置。包括底座,所述底座的顶部安装有转动机构,所述底座的顶部且位于转动机构的上方固定连接有固定座,所述固定座的内壁转动连接有连接柱。本实用新型提供的一种排气管尾饰管成型装置,对本装置设计有内撑机构,控制液压缸,使连接板带动圆柱筒移动,圆柱筒带动第一安装块在滑杆上进行滑动,第一安装块移动时带动多个第二固定杆移动,多个第二固定杆带动多个第一固定杆运动,使多个第一固定杆与多个第二固定杆交叉向上运动,带动多个撑板上升,对尾饰管的内壁撑开,这样便于对同大小的尾饰管进行成型,并且内撑
汽车排气管成型装置.pdf
本实用新型提供汽车排气管成型装置,涉及汽车加工机械技术领域,包括:底座;所述底座的前方固定连接有消音层卷曲台;推进板,所述推进板滑动连接在消音层卷曲台的上方;伺服电机,所述伺服电机通过螺栓固定连接在底座的上表面左侧;有效避免了板材在进料的过程中发生偏移和旋转,有利于降低排气管用消音器制造的次品率,解决了就目前传统用于汽车排气管消音器的制造设备而言,通过卷圆机将金属板材进行卷圆,过程中需要人工手动扶持进行送料,而在金属板卷圆过程中,金属板变形使板体外端上翘,操作者控制不当则容易导致金属板材划伤皮肤,同时金属

一种载货车排气管折弯成型装置.pdf
本发明公开了一种载货车排气管折弯成型装置,包括水平的工作台,工作台上设置有两个自转轮,自转轮的轮面上设置有环形深槽;位于两个自转轮同心线的两侧工作台上还设置有两个液压推管机构。本方案的有益效果可根据对上述方案的叙述得知,结构简单、设计合理,通过液压气缸推动滚轮前进,滚轮推动排气管的两端沿自转轮弯折成S型,不仅能够一次成型,提高了生产效率,而且能够保证折弯的角度以及两个折弯之间的距离,提高了排气管的整齐度。
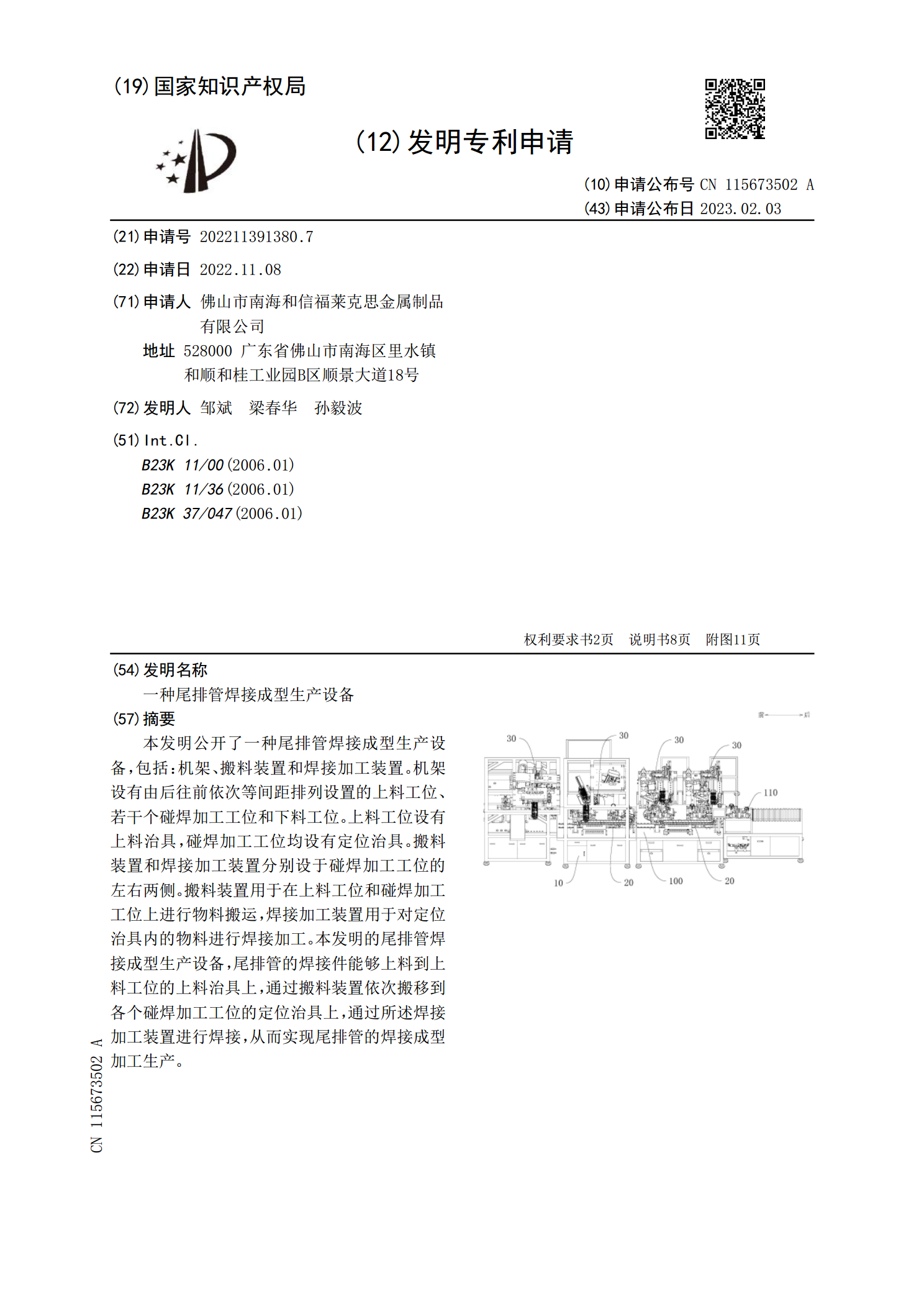
一种尾排管焊接成型生产设备.pdf
本发明公开了一种尾排管焊接成型生产设备,包括:机架、搬料装置和焊接加工装置。机架设有由后往前依次等间距排列设置的上料工位、若干个碰焊加工工位和下料工位。上料工位设有上料治具,碰焊加工工位均设有定位治具。搬料装置和焊接加工装置分别设于碰焊加工工位的左右两侧。搬料装置用于在上料工位和碰焊加工工位上进行物料搬运,焊接加工装置用于对定位治具内的物料进行焊接加工。本发明的尾排管焊接成型生产设备,尾排管的焊接件能够上料到上料工位的上料治具上,通过搬料装置依次搬移到各个碰焊加工工位的定位治具上,通过所述焊接加工装置进行
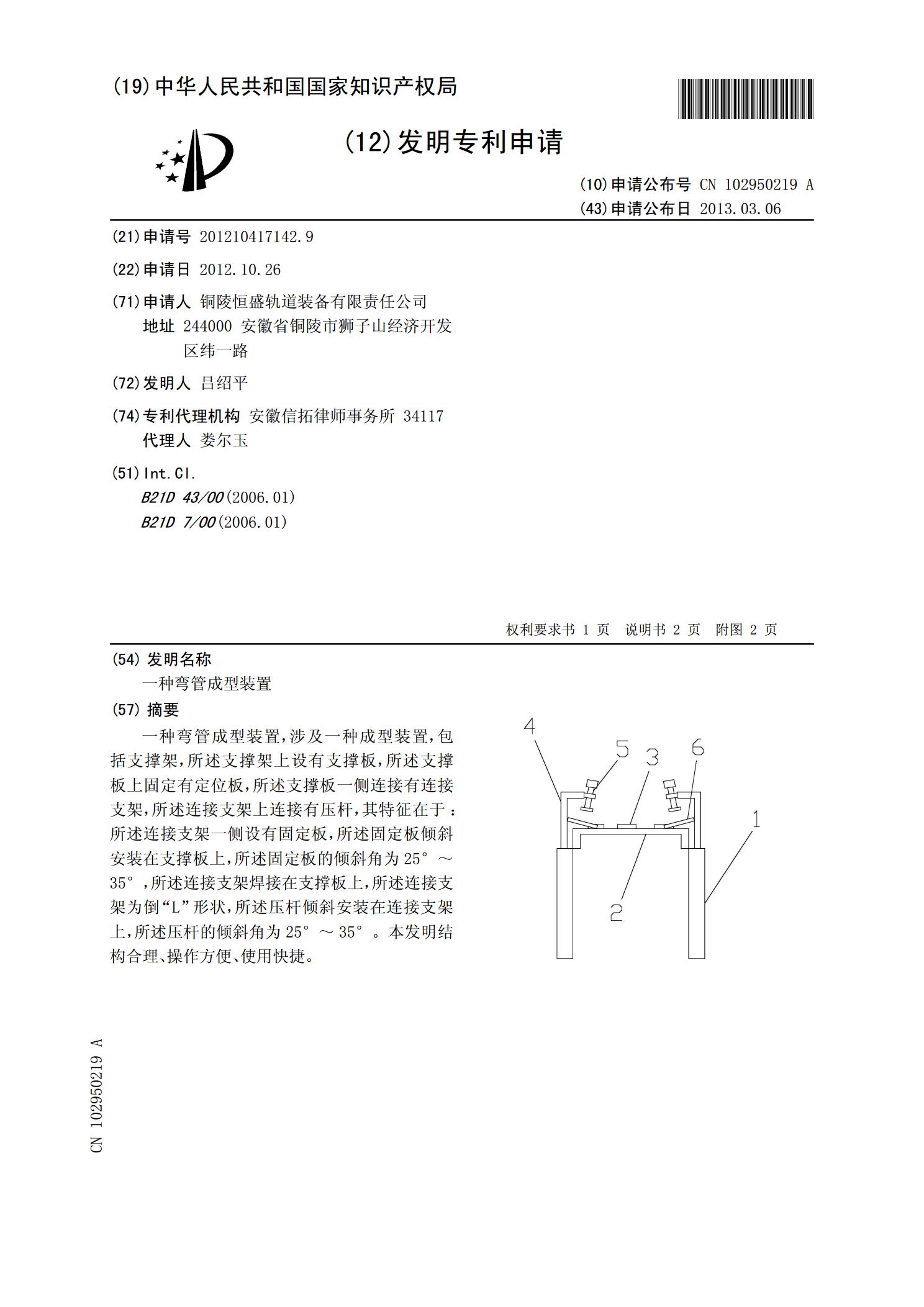
一种弯管成型装置.pdf
一种弯管成型装置,涉及一种成型装置,包括支撑架,所述支撑架上设有支撑板,所述支撑板上固定有定位板,所述支撑板一侧连接有连接支架,所述连接支架上连接有压杆,其特征在于:所述连接支架一侧设有固定板,所述固定板倾斜安装在支撑板上,所述固定板的倾斜角为25°~35°,所述连接支架焊接在支撑板上,所述连接支架为倒“L”形状,所述压杆倾斜安装在连接支架上,所述压杆的倾斜角为25°~35°。本发明结构合理、操作方便、使用快捷。