
一种涡盘砂芯的下芯模具.pdf

邻家****曼玉

1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡盘砂芯的下芯模具.pdf
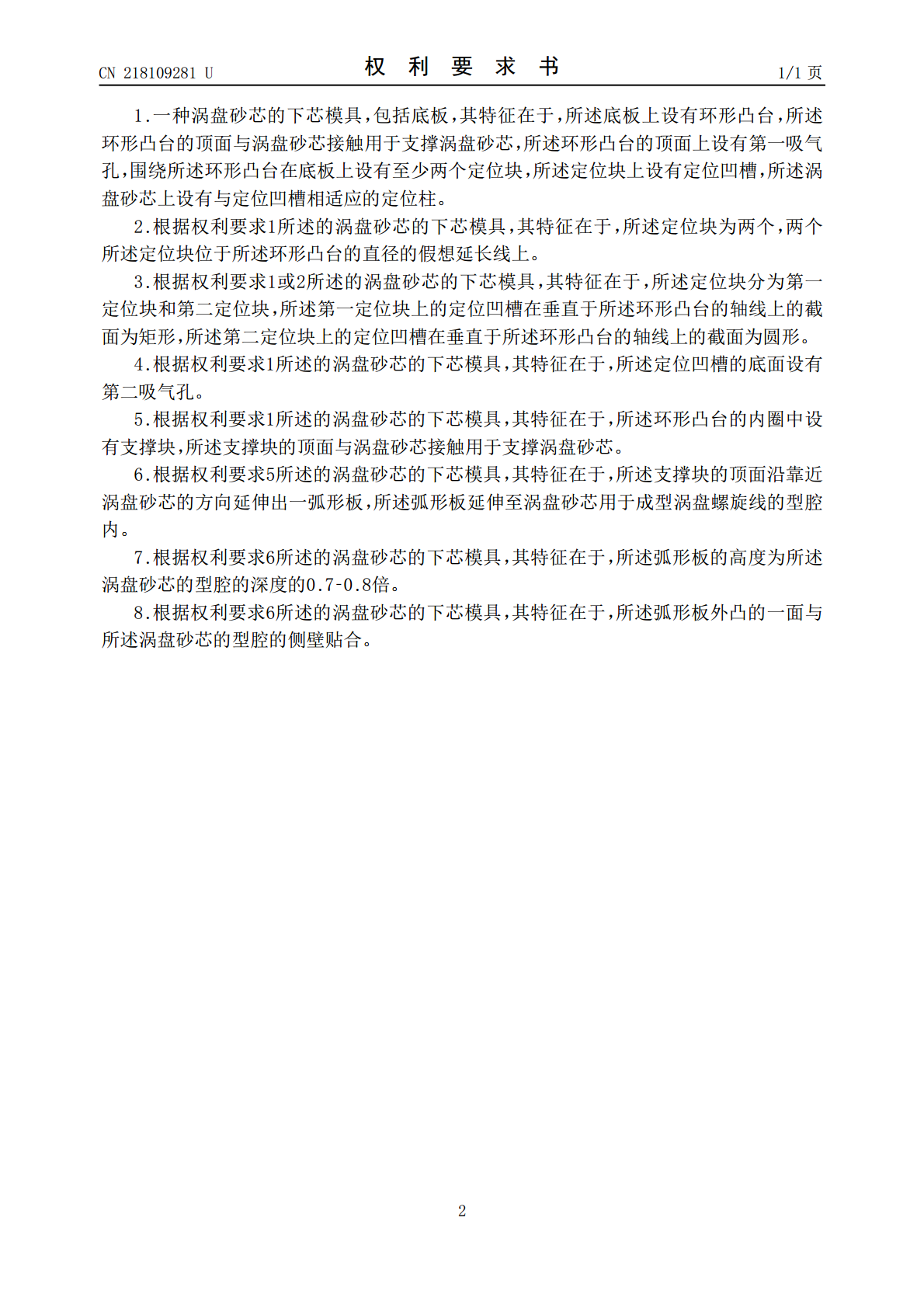
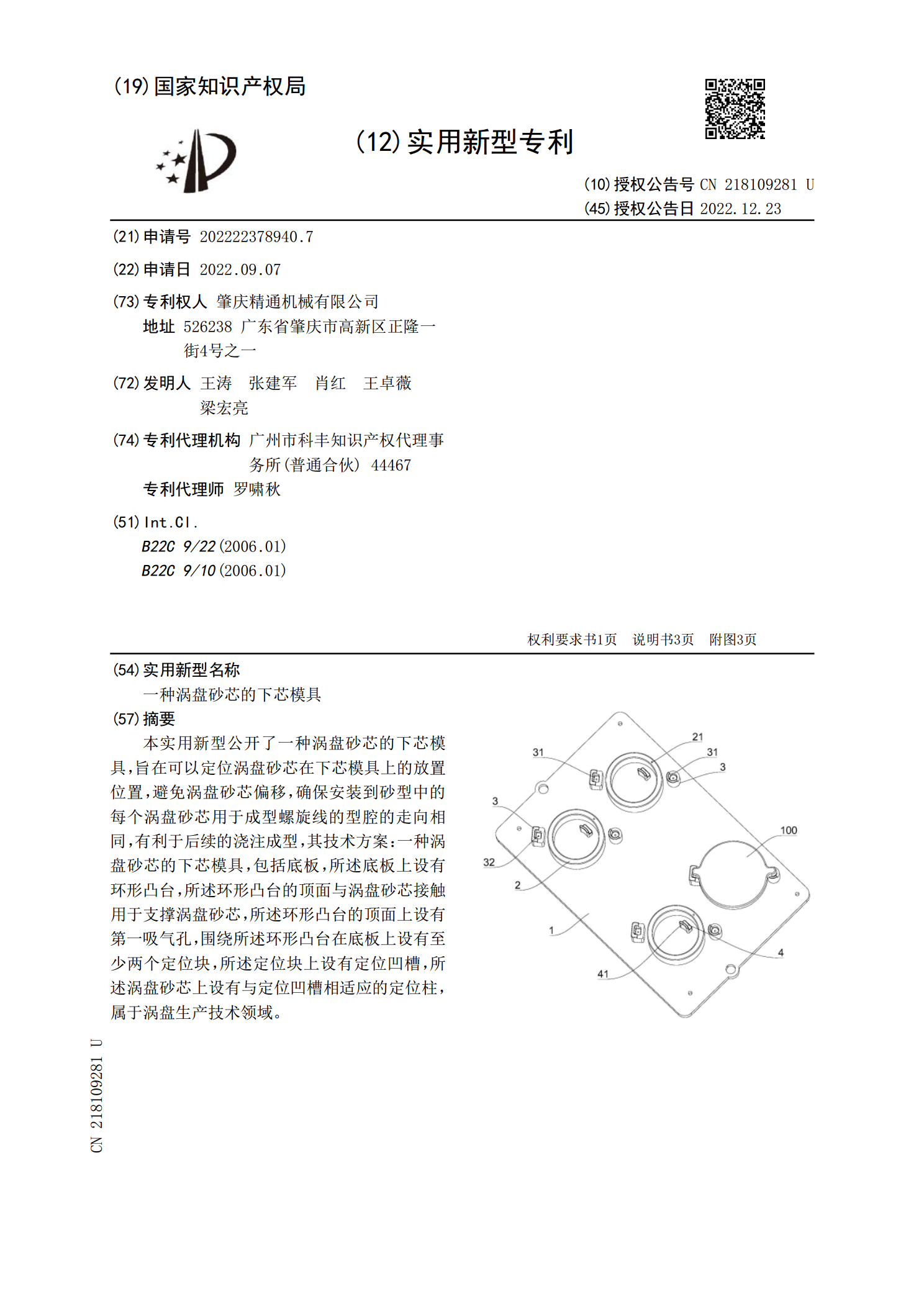
本实用新型公开了一种涡盘砂芯的下芯模具,旨在可以定位涡盘砂芯在下芯模具上的放置位置,避免涡盘砂芯偏移,确保安装到砂型中的每个涡盘砂芯用于成型螺旋线的型腔的走向相同,有利于后续的浇注成型,其技术方案:一种涡盘砂芯的下芯模具,包括底板,所述底板上设有环形凸台,所述环形凸台的顶面与涡盘砂芯接触用于支撑涡盘砂芯,所述环形凸台的顶面上设有第一吸气孔,围绕所述环形凸台在底板上设有至少两个定位块,所述定位块上设有定位凹槽,所述涡盘砂芯上设有与定位凹槽相适应的定位柱,属于涡盘生产技术领域。
砂芯模具及制备砂芯模具的铸造模具.pdf
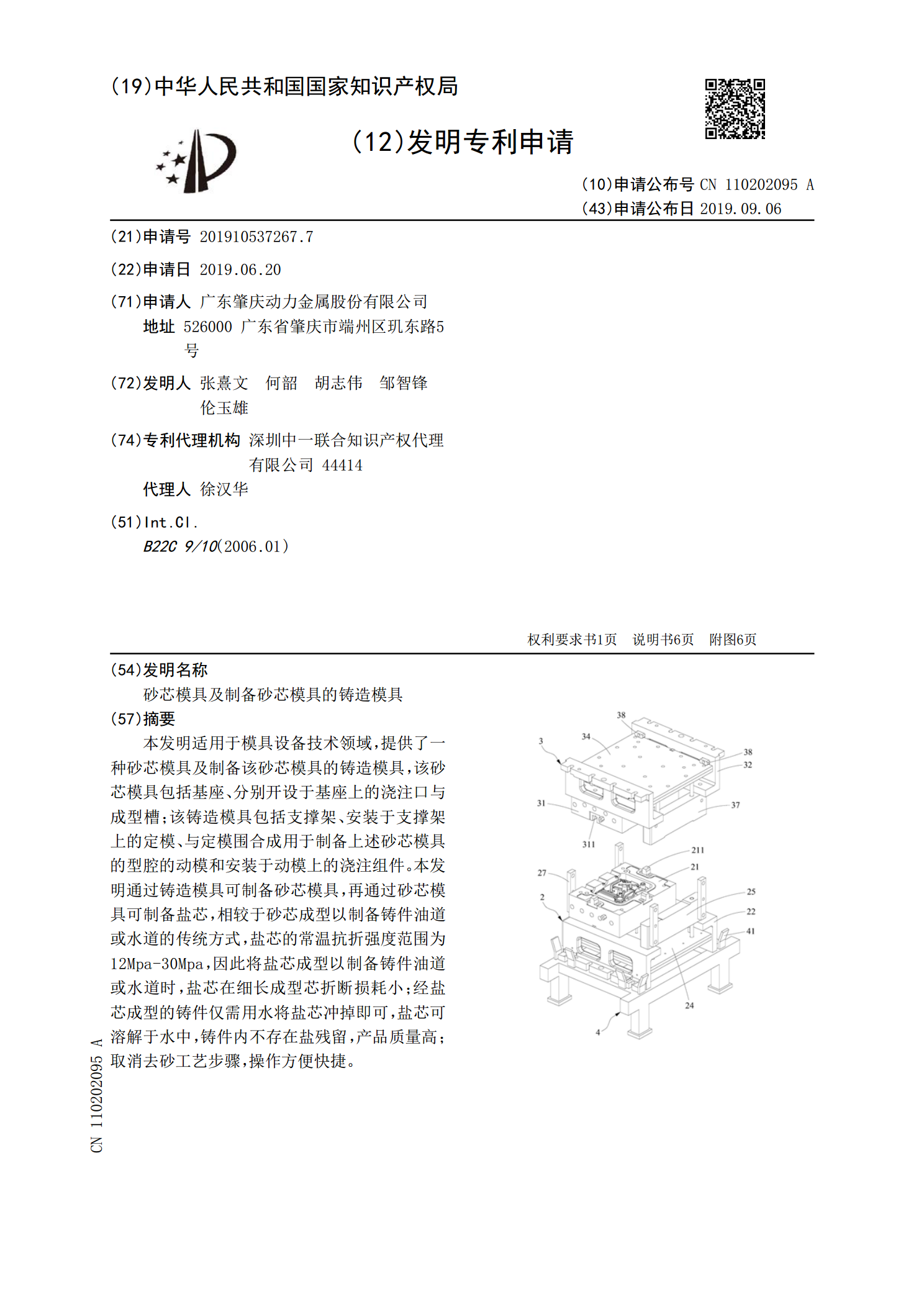
本发明适用于模具设备技术领域,提供了一种砂芯模具及制备该砂芯模具的铸造模具,该砂芯模具包括基座、分别开设于基座上的浇注口与成型槽;该铸造模具包括支撑架、安装于支撑架上的定模、与定模围合成用于制备上述砂芯模具的型腔的动模和安装于动模上的浇注组件。本发明通过铸造模具可制备砂芯模具,再通过砂芯模具可制备盐芯,相较于砂芯成型以制备铸件油道或水道的传统方式,盐芯的常温抗折强度范围为12Mpa‑30Mpa,因此将盐芯成型以制备铸件油道或水道时,盐芯在细长成型芯折断损耗小;经盐芯成型的铸件仅需用水将盐芯冲掉即可,盐芯可
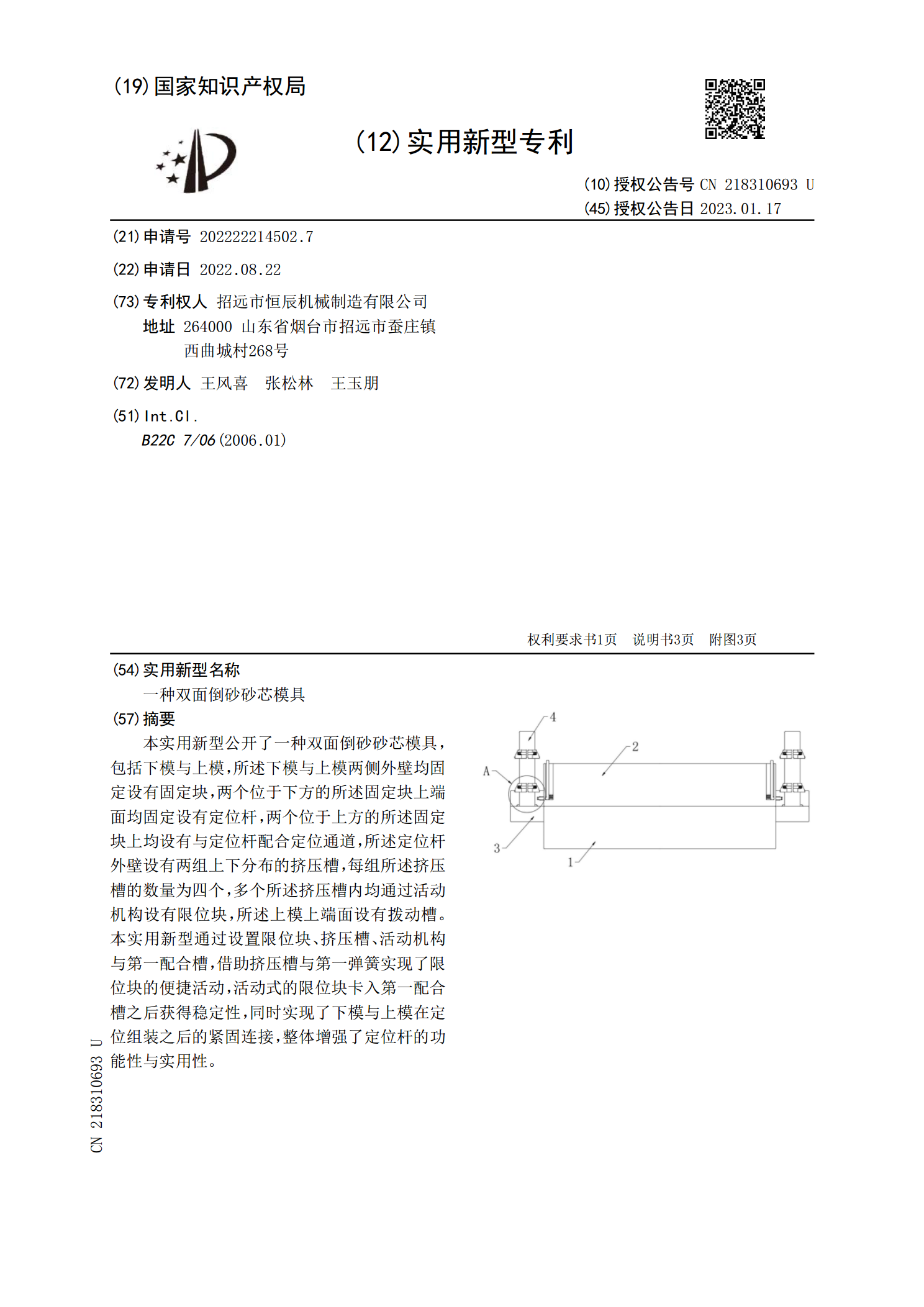
一种双面倒砂砂芯模具.pdf
本实用新型公开了一种双面倒砂砂芯模具,包括下模与上模,所述下模与上模两侧外壁均固定设有固定块,两个位于下方的所述固定块上端面均固定设有定位杆,两个位于上方的所述固定块上均设有与定位杆配合定位通道,所述定位杆外壁设有两组上下分布的挤压槽,每组所述挤压槽的数量为四个,多个所述挤压槽内均通过活动机构设有限位块,所述上模上端面设有拨动槽。本实用新型通过设置限位块、挤压槽、活动机构与第一配合槽,借助挤压槽与第一弹簧实现了限位块的便捷活动,活动式的限位块卡入第一配合槽之后获得稳定性,同时实现了下模与上模在定位组装之后

一种涡轮连体排气歧管砂芯的模具及其砂芯的制造工艺.pdf
本发明公开了一种涡轮连体排气歧管砂芯的模具及其砂芯的制造工艺,包括动模芯盒和静模芯盒,所述动模芯盒上设置左抽块与右抽块,所述左抽块与右抽块分别连接左气缸和右气缸,所述左抽块与右抽块通过燕尾槽设置在动模芯盒内;本发明解决了组合砂芯强度低、组合后误差大、加工尺寸难以保证的技术问题,制作出组合砂芯芯盒,提供一种涡轮连体排气管砂芯,使砂芯能够承受高温铁液的冲击,不易断芯,且变形量小,解决了后续加工尺寸难保证的问题;一般覆膜砂所制流道砂芯承受不了≥1500℃高温冲击,砂芯变形问题;值得应用与推广。
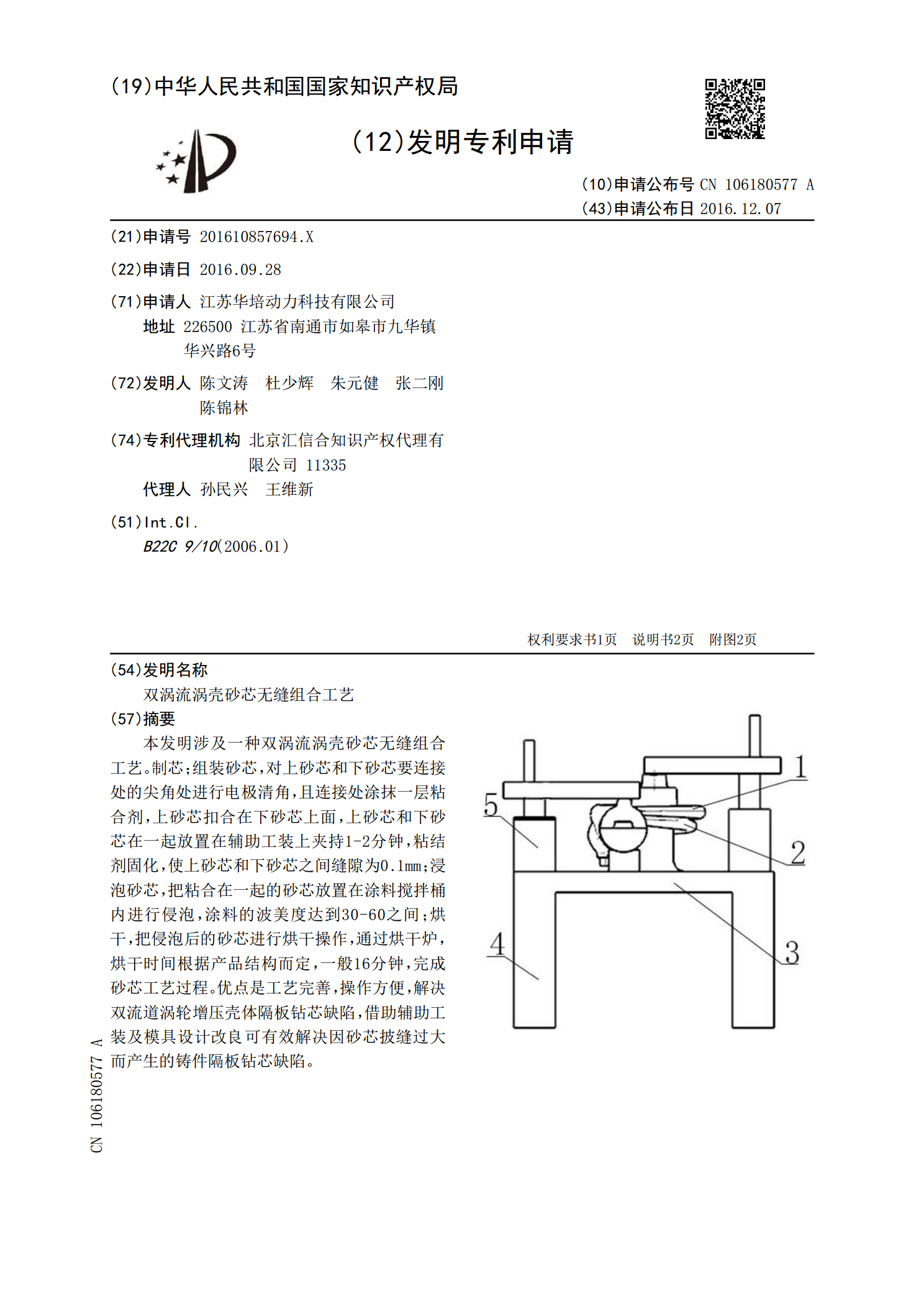
双涡流涡壳砂芯无缝组合工艺.pdf
本发明涉及一种双涡流涡壳砂芯无缝组合工艺。制芯;组装砂芯,对上砂芯和下砂芯要连接处的尖角处进行电极清角,且连接处涂抹一层粘合剂,上砂芯扣合在下砂芯上面,上砂芯和下砂芯在一起放置在辅助工装上夹持1‑2分钟,粘结剂固化,使上砂芯和下砂芯之间缝隙为0.1mm;浸泡砂芯,把粘合在一起的砂芯放置在涂料搅拌桶内进行侵泡,涂料的波美度达到30‑60之间;烘干,把侵泡后的砂芯进行烘干操作,通过烘干炉,烘干时间根据产品结构而定,一般16分钟,完成砂芯工艺过程。优点是工艺完善,操作方便,解决双流道涡轮增压壳体隔板钻芯缺陷,借