
注射成型鞋的制造方法和注射成型鞋.pdf

一条****彩妍


1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注射成型鞋的制造方法和注射成型鞋.pdf
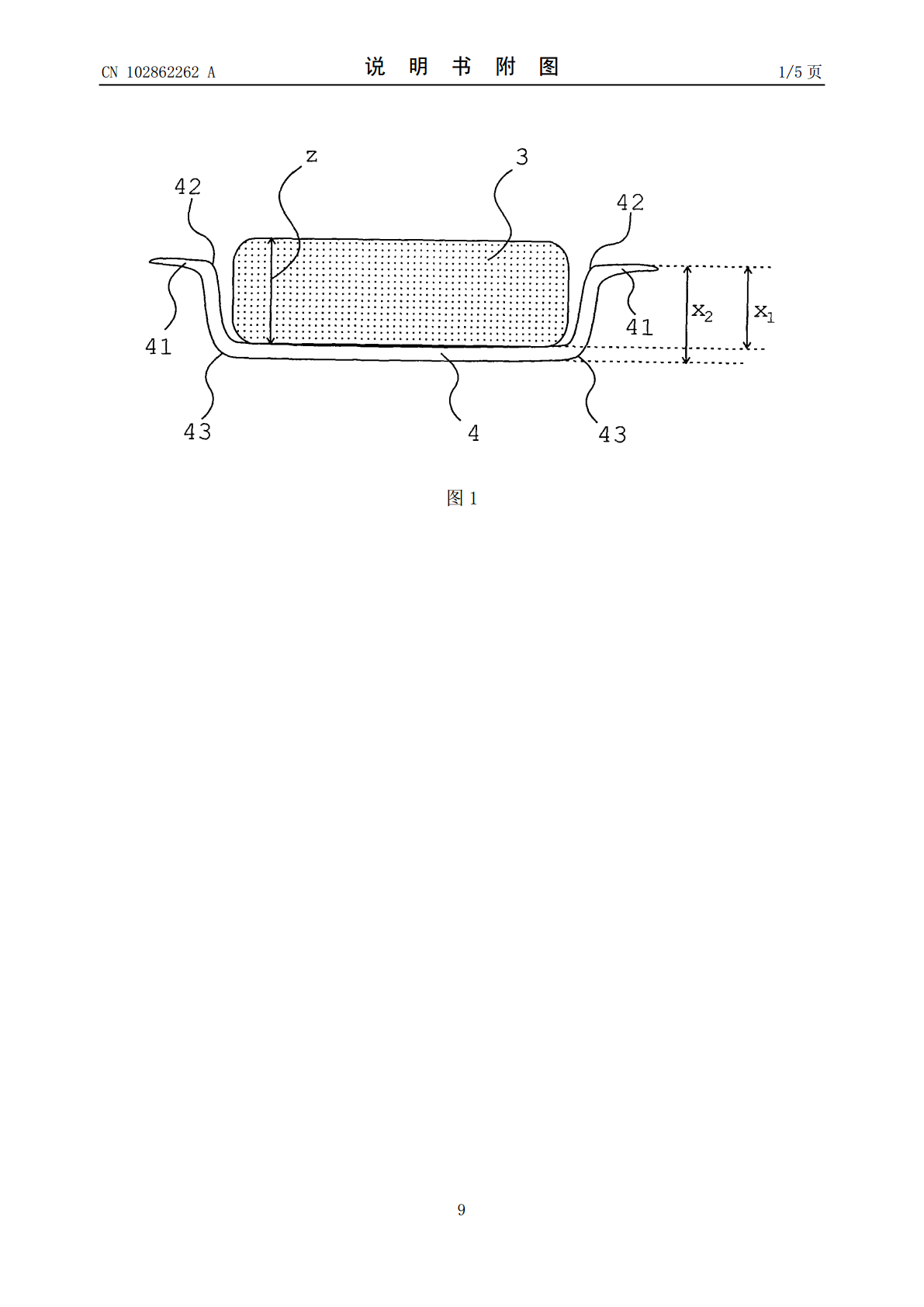
本发明涉及一种注射成型鞋的制造方法和注射成型鞋,其课题在于提供一种容易制造注射成型鞋的方法,为了缓和在步行时、运动时作用于脚上的冲击,在该鞋跟部中具有冲击吸收件。一种注射成型鞋的制造方法,该方法由下述的步骤构成,(a)步骤:将壳体缝接于内底的跟部,在该壳体中接纳有冲击吸收件,并且顶面开口,在其周缘具有缝边部;(b)步骤:将缝接有上述壳体的内底的周缘与鞋表皮件的底部周缘缝接,形成鞋表皮;(c)步骤:将已获得的鞋表皮吊入楦模中;(d)步骤:将楦模、侧模与底模组合,形成鞋底成型空隙,将注射成型用树脂材料注射到该

反应注射成型用配合液、反应注射成型体的制造方法和反应注射成型体.pdf
本发明为含有降冰片烯系单体、以钨为中心金属的易位聚合催化剂、活化剂、以及下述式(1)所示的醚化合物,且前述活化剂与前述化合物的配合比例以摩尔比(醚化合物/活化剂)计为0.7/1~30/1的反应注射成型用配合液;具有使该反应注射成型用配合液在模具内本体聚合,进行反应注射成型的工序的反应注射成型体的制造方法;以及由该制造方法得到的反应注射成型体。根据本发明,提供能够获得脱模时不会在模具表面产生树脂残留、表面良好且强度也优异的反应注射成型体的反应注射成型用配合液、使用该反应注射成型用配合液的反应注射成型体的制造

注射成型时再现注射成型件品质的方法和注射成型设备.pdf
用于注射成型时再现注射成型部件品质的方法;在注入阶段将熔液注入注射成型模具的模腔中,在保持压力阶段使熔液在模腔中凝固,在剩余冷却阶段结束时将冷却的熔液作为注射成型部件推出模腔;检测模腔内压力的时间进程并显示为内压曲线;将所生产注射成型部件满足预定品质特征的生产周期的内压曲线用作参考曲线;经比较确定:当前生产周期的内压曲线是否超过预定义阈值;如果是,则改变至少一个当前的机器参数,使后续生产周期的内压曲线与参考曲线相匹配;将生产周期每个阶段对应至少一个机器参数,对应的机器参数比不对应的机器参数更强地影响该阶段

注射成型装置和由注射成型装置获得的成型品的顶出方法.pdf
本发明提供一种注射成型装置和由该注射成型装置获得的成型品的顶出方法。注射成型装置(10)具有第1顶出销(44)和第2顶出销(46)。第1顶出销(44)推压成型品(S)的产品部(50)。第2顶出销(46)推压成型品(S)的横浇道(28)等。成型品(S)在产品部(50)与浇口部(54)的边界上具有缺口部(58)。第1顶出销(44)被配置于从所述横浇道(28)(横浇道部52)的水平方向上的中央向规定方向偏移的位置。据此,能够容易且可靠地切断产品部和废弃部并将其从模具取出。

挤出成型和注射成型.ppt
挤出成型挤出成型制品举例塑料挤出成型工艺流程挤出成型的特点:①连续化,效率高,质量稳定②应用范围广③设备简单,投资少,见效快④生产环境卫生,劳动强度低⑤适于大批量生产适用的树脂材料:绝大部分热塑性塑料及部分热固性塑料,如PVC、PS、ABS、PC、PE、PP、PA、丙烯酸树脂、环氧树脂及密胺树脂等应用:塑料薄膜、网材、带包覆层的产品、截面一定长度连续的管材、板材、片材、棒材、打包带、单丝和异型材等等,还可用于粉末造粒、染色、树脂掺和等。一、挤出设备(一)挤出设备组成单螺杆挤出机的结构9双螺杆挤出机的结构(