
一种铸造试棒砂型制作装置.pdf

梦影****主a

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸造试棒砂型制作装置.pdf
本发明公开了一种铸造试棒砂型制作装置,旨在提供一种满足试棒制作要求的铸造试棒砂型制作装置。它包括下部带支腿的工作台,通过立柱安装于工作台上方的连接座,缸体固定于连接座上且活塞杆朝下的油缸,两根通过导向座穿设于连接座上的导向杆,通过连接头安装于油缸活塞杆端部下压板,固定安装于下压板下端的压头,以及放置于工作台上与压头配合的砂箱组件;所述导向杆的下端与下压板固定连接;所述砂箱组件包括箱体,以及竖直固定安装于箱体内底部处的试棒模型;所述压头的外径与箱体的内径相适配,且压头下端设置有锥形的凹槽,所述凹槽的直径大端

一种力学试棒制作装置及其制作方法.pdf
本发明提供了一种力学试棒制作装置及其制作方法,包括盘料,经所述盘料被拉出的单根棒料依次经由:矫直装置,其通过多个导轮用于将单根棒料矫直而获得直条棒料;加热装置,其通过控制温度和时间用于消除单根棒料经导轮矫直后产生的残余应力;环形切削装置:其通过车削的方式用于去除直条棒料表面的涂层;最后经由断料装置将所需长度的直条棒料切断。本发明的有益效果:操作方便,省时、省力,可一次解决盘料矫直、残余应力消除、粘附涂层去除的问题,可高质量、高效率地从盘料上获得需要的力学试棒。

一种高压升温砂型铸造装置.pdf
本发明公开了一种高压升温砂型铸造装置,属于砂型铸造技术领域,该高压升温砂型铸造装置包括固定板、竖杆、高压升温组件、夹持固定组件,所述固定板底部固定有支撑杆,支撑杆共设有四个,固定板上端固定有竖杆,竖杆关于固定板中部对称设置,竖杆内部滑移连接有升降组件,两个升降组件之间固定所述高压升温组件,夹持固定组件固定在固定板上端,共设有四个,分别位于固定板的四个拐角处;该装置通过电机驱动螺杆转动,可控制固定框进行上下调节,在需要更换砂型加热时,便于砂型的卸载和安装;同时通过加压阀可控制内部气压大小,可控制内部气压为最
一种砂型铸造压实装置.pdf
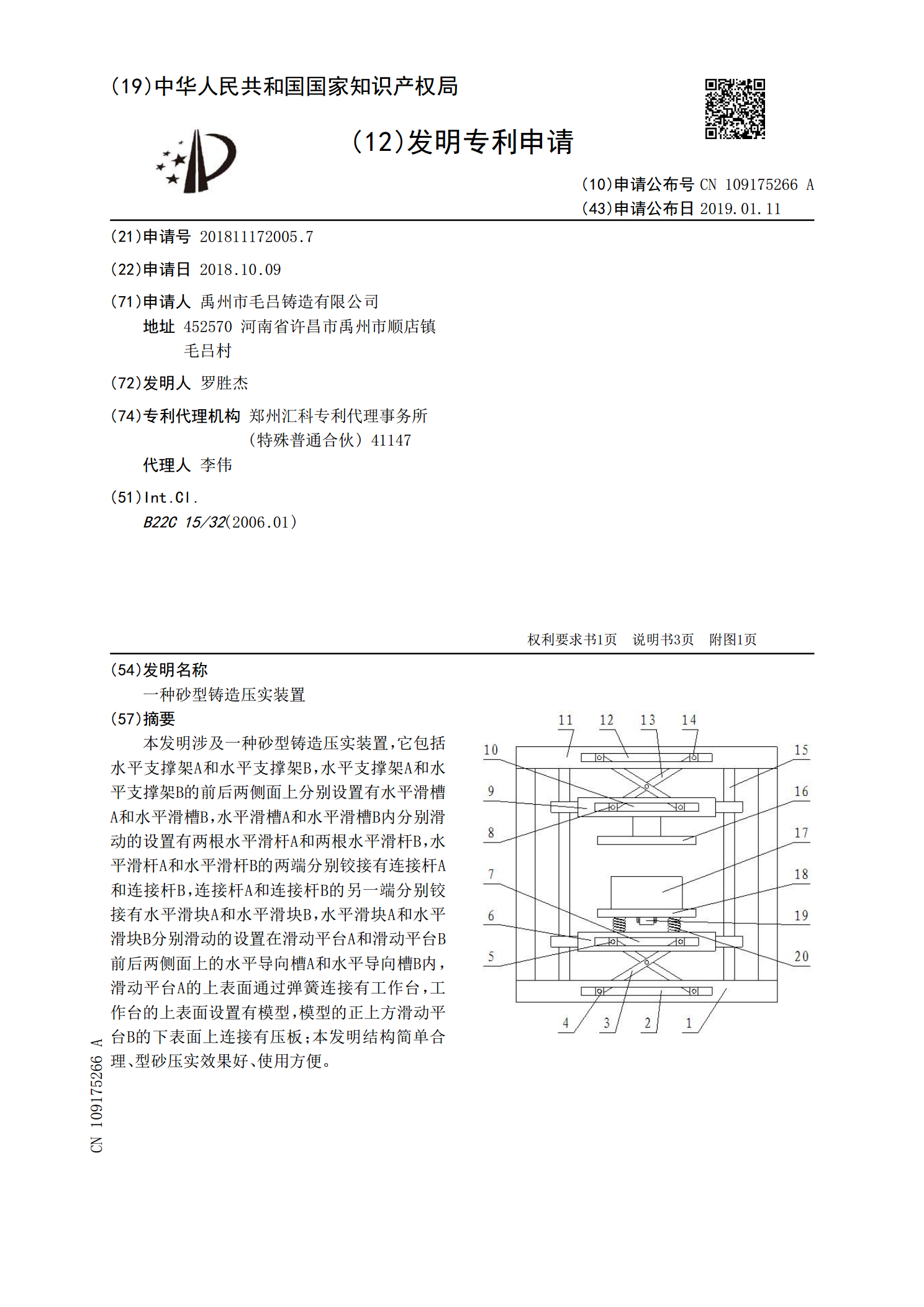
本发明涉及一种砂型铸造压实装置,它包括水平支撑架A和水平支撑架B,水平支撑架A和水平支撑架B的前后两侧面上分别设置有水平滑槽A和水平滑槽B,水平滑槽A和水平滑槽B内分别滑动的设置有两根水平滑杆A和两根水平滑杆B,水平滑杆A和水平滑杆B的两端分别铰接有连接杆A和连接杆B,连接杆A和连接杆B的另一端分别铰接有水平滑块A和水平滑块B,水平滑块A和水平滑块B分别滑动的设置在滑动平台A和滑动平台B前后两侧面上的水平导向槽A和水平导向槽B内,滑动平台A的上表面通过弹簧连接有工作台,工作台的上表面设置有模型,模型的正上

一种砂型铸造压实装置.pdf
本发明公开了一种砂型铸造压实装置,涉及砂型铸造技术领域。包括工作放置台、减震缓冲装置、铸造压实装置和支撑装置,所述工作放置台的内部包括有支撑架和放置底板,所述减震缓冲装置设置在工作放置台中的放置底板表面上,所述铸造压实装置设置在工作放置台的支撑架的表面上和减震缓冲装置的表面上,所述支撑装置设置在减震缓冲装置的侧面上和放置底板的表面上,所述减震缓冲装置的内部包括有开设在放置底板表面上的滑动槽,在减震缓冲弹性件的作用下,实现减震和缓冲效果,通过在放置底板的表面上开设的滑动槽,用来限制运动杆的减震范围,通过使用