
一种机械式自导向快速装夹装置.pdf

小忆****ng


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种机械式自导向快速装夹装置.pdf
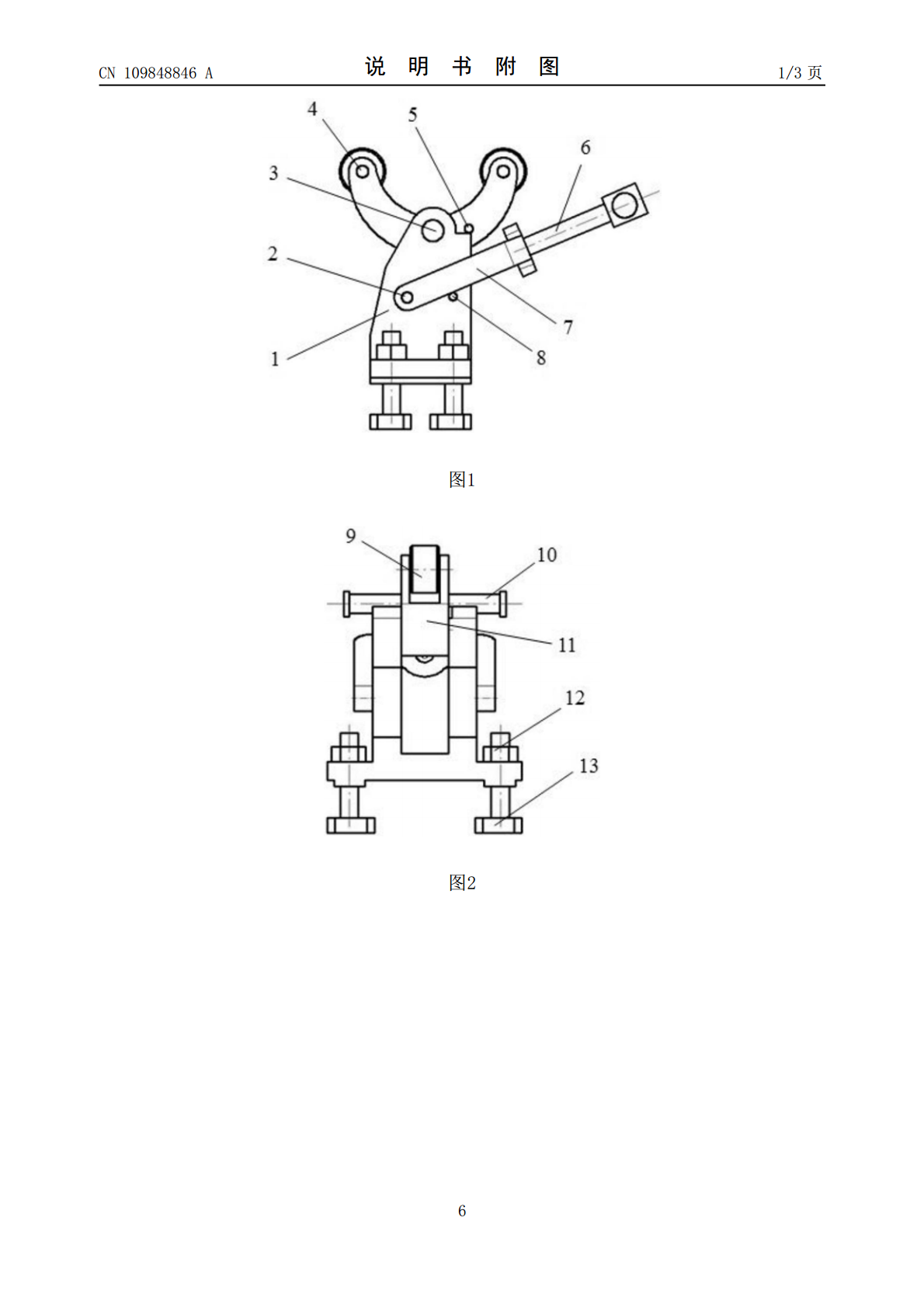
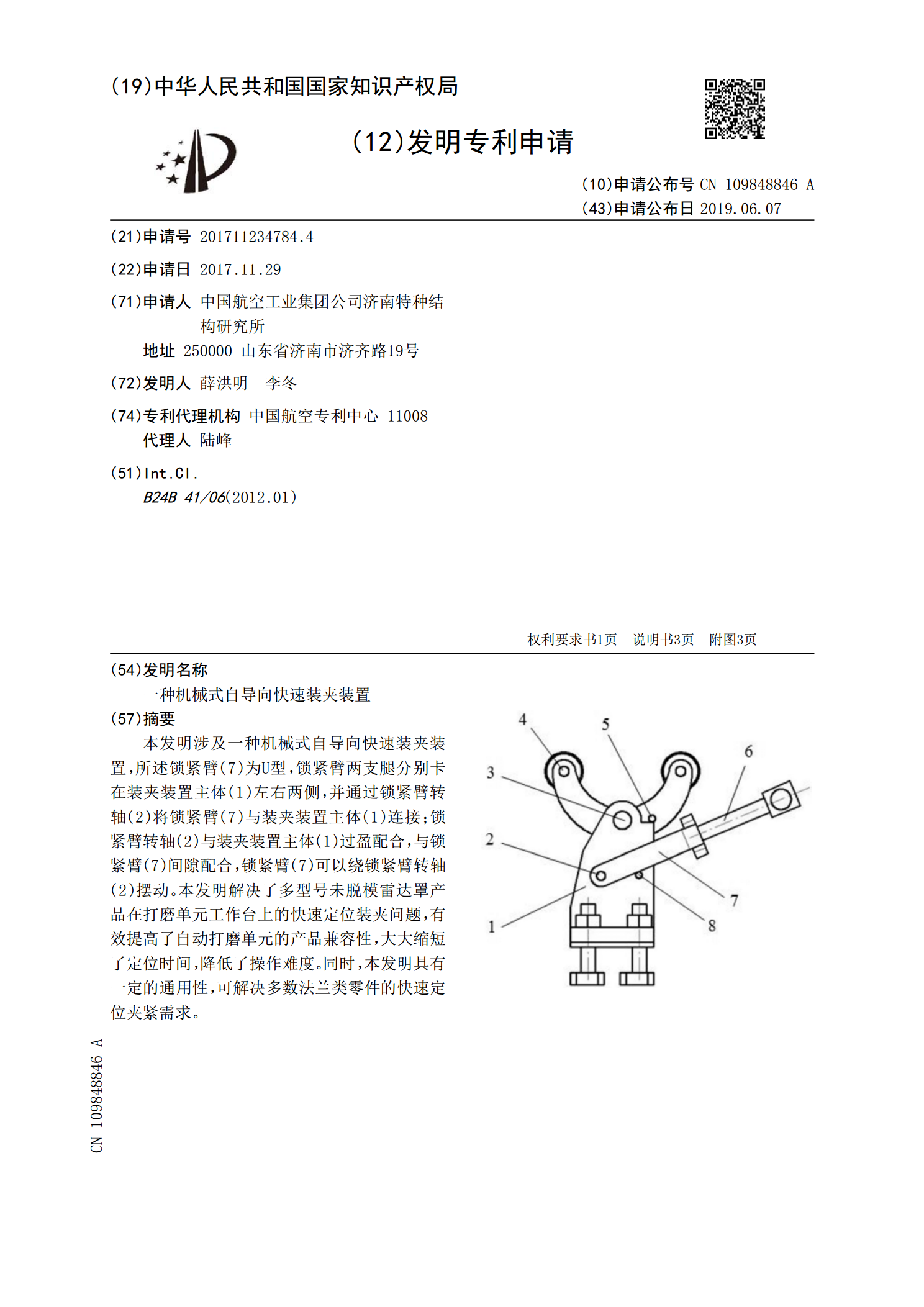
本发明涉及一种机械式自导向快速装夹装置,所述锁紧臂(7)为U型,锁紧臂两支腿分别卡在装夹装置主体(1)左右两侧,并通过锁紧臂转轴(2)将锁紧臂(7)与装夹装置主体(1)连接;锁紧臂转轴(2)与装夹装置主体(1)过盈配合,与锁紧臂(7)间隙配合,锁紧臂(7)可以绕锁紧臂转轴(2)摆动。本发明解决了多型号未脱模雷达罩产品在打磨单元工作台上的快速定位装夹问题,有效提高了自动打磨单元的产品兼容性,大大缩短了定位时间,降低了操作难度。同时,本发明具有一定的通用性,可解决多数法兰类零件的快速定位夹紧需求。

一种快速装夹装置.pdf
本发明涉及一种非线性曲线偏心凸轮式快速装夹装置,通过操作非线性曲线偏心凸轮手柄关合时,使偏心凸轮达到最高点,实现夹紧功能;凸轮曲面为非线性曲面,并实现自锁防脱功能。扳起扳手时,使偏心凸轮达到最低点,在张力弹簧作用下,固定卡槽与活动卡槽松开。本方案的装夹的夹紧力大小是通过调整拉杆套与拉杆轴的连接螺纹实现夹紧力的调整,是一种快速装卸、快速夹紧并能实自锁,防止松动,具有是结构紧凑、体积小、重量轻,便于操作等优点解决现有的装夹装置安装较慢、操作复杂,效率低下的问题。

一种快速装夹定位装置.pdf
本发明公开了一种快速装夹定位装置,包括第一夹具板、第二夹具板、第一预留加工孔、异形待加工件,所述第一夹具板后端设置有所述第二夹具板,所述第一夹具板和所述第二夹具板之间形成内部固定槽,所述第一夹具板和所述第二夹具板之间固定有所述异形待加工件,所述第一夹具板和所述第二夹具板上均设置有所述第一预留加工孔,所述第一预留加工孔一侧设置有第二预留加工孔。本发明利用第一夹具板和第二夹具板能够快速夹紧异形待加工件,并且能够根据异形待加工件有效定位,同时操作方便提高工作效率,利用预留孔位能够快速对异形待加工件进行加工,并且
一种电池加工快速装夹装置.pdf
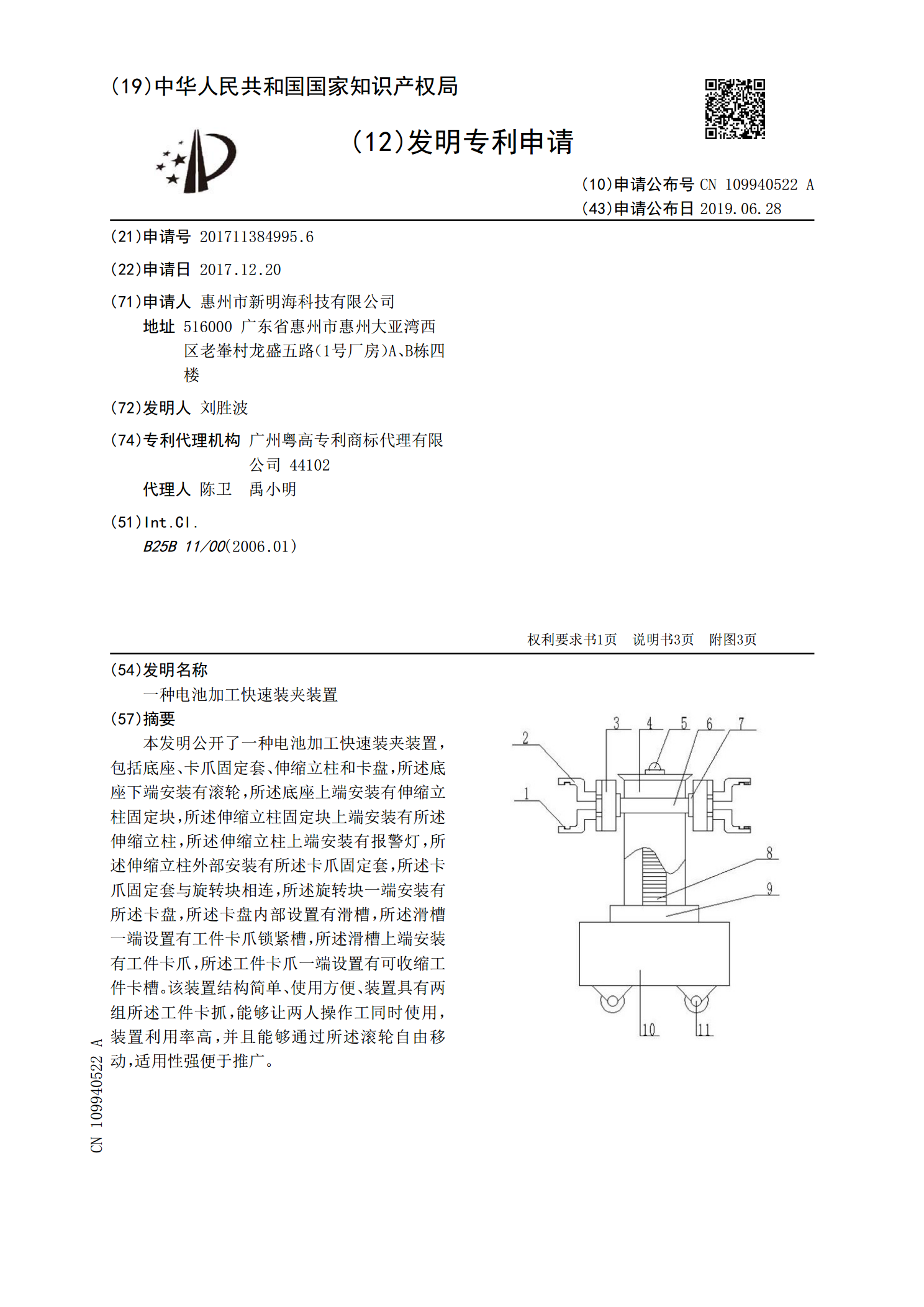
本发明公开了一种电池加工快速装夹装置,包括底座、卡爪固定套、伸缩立柱和卡盘,所述底座下端安装有滚轮,所述底座上端安装有伸缩立柱固定块,所述伸缩立柱固定块上端安装有所述伸缩立柱,所述伸缩立柱上端安装有报警灯,所述伸缩立柱外部安装有所述卡爪固定套,所述卡爪固定套与旋转块相连,所述旋转块一端安装有所述卡盘,所述卡盘内部设置有滑槽,所述滑槽一端设置有工件卡爪锁紧槽,所述滑槽上端安装有工件卡爪,所述工件卡爪一端设置有可收缩工件卡槽。该装置结构简单、使用方便、装置具有两组所述工件卡抓,能够让两人操作工同时使用,装置利

一种短轴高精度快速装夹装置及装夹方法.pdf
本发明涉及一种短轴高精度快速装夹装置,包括过渡基座和安装在过渡基座上的装置主体,所述过渡基座与机床的回转工作台相连接,所述装置主体具有圆柱形腔体,在所述圆柱形腔体的内部设置有可用于装夹短轴的底部定位法兰、上部定位法兰、齿轮压盘、弹簧夹套和开口圈,所述齿轮压盘与小齿轮组件相啮合。本发明的优点是可以快速、高精度地夹紧短轴,具有装夹高效、自动定心、节省人工工作量的优点。