
非接触式轧辊辊形在线检测装置及方法.pdf

小琛****82

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非接触式轧辊辊形在线检测装置及方法.pdf
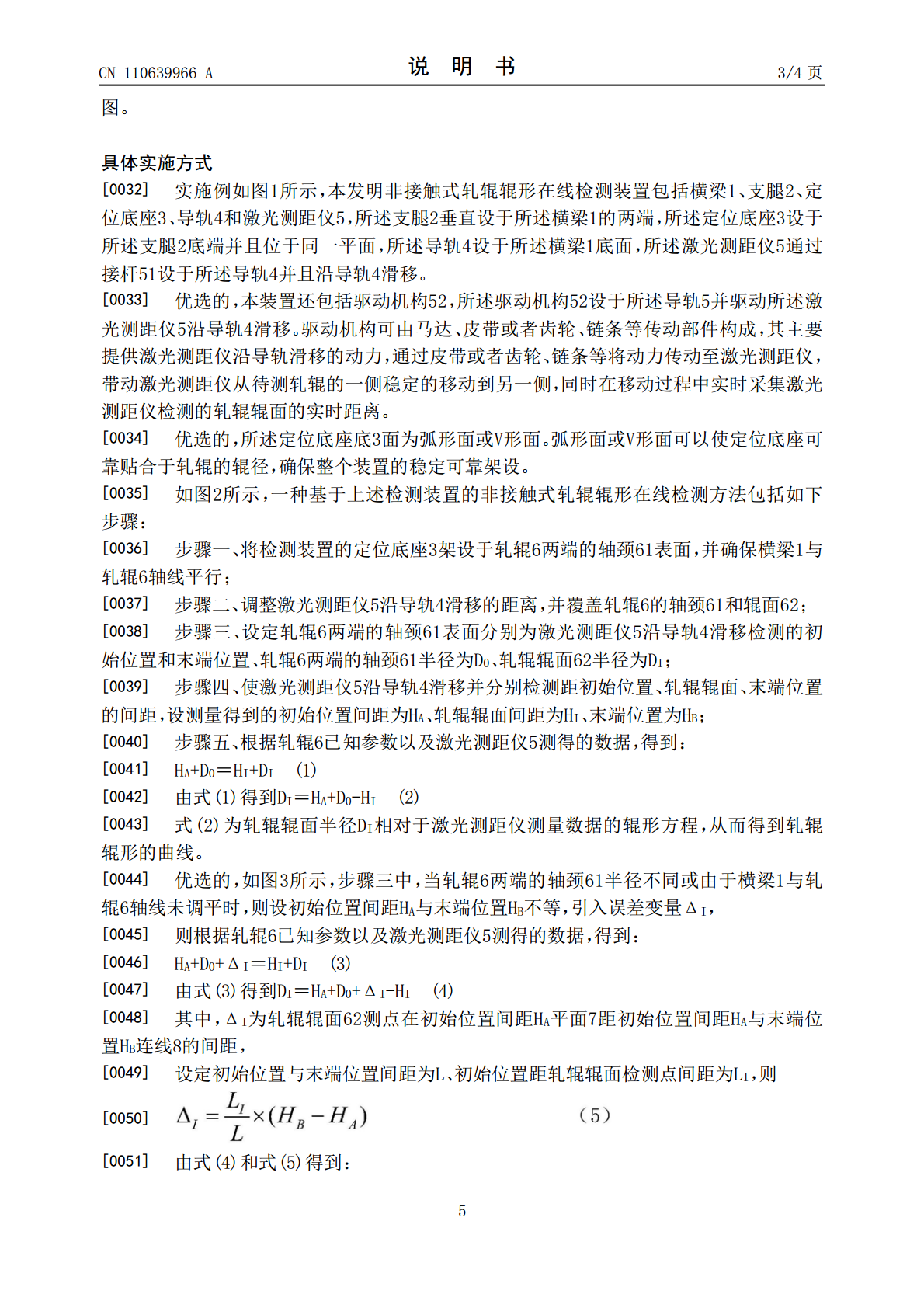
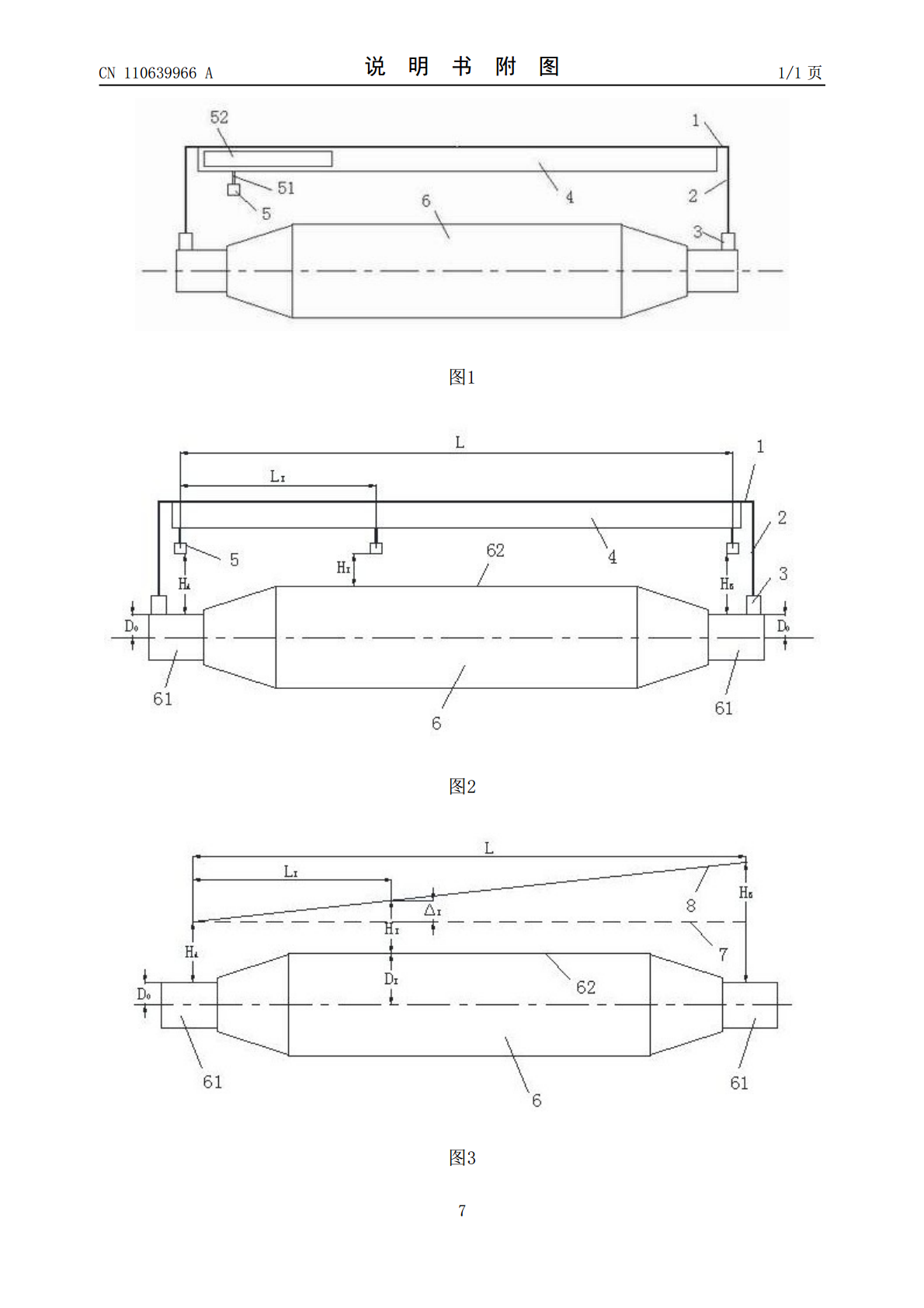
本发明公开了一种非接触式轧辊辊形在线检测装置及方法,本装置中支腿垂直设于横梁的两端,定位底座设于支腿底端并且位于同一平面,导轨设于横梁底面,激光测距仪通过接杆设于导轨并且沿导轨滑移。本方法首先将检测装置的定位底座架设于轧辊两端的轴颈表面,并确保横梁与轧辊轴线平行;调整激光测距仪沿导轨滑移的距离,并覆盖轧辊的轴颈和辊面;设定轧辊两端的轴颈表面为激光测距仪检测的初始位置和末端位置以及轧辊参数;激光测距仪沿导轨滑移并检测距初始位置、轧辊辊面、末端位置的间距,根据轧辊已知参数以及激光测距仪测得的数据,得到轧辊辊形

轧辊辊型非接触式测量方法研究及应用.docx
轧辊辊型非接触式测量方法研究及应用轧辊是钢铁、煤炭等重工业生产中广泛应用的关键设备之一。轧辊的质量状况会直接影响到生产线的稳定运行和成品质量的稳定性。因此,对轧辊的准确测量和评估非常重要。本文将以“轧辊辊型非接触式测量方法研究及应用”为题,对轧辊辊型的非接触式测量方法进行研究和探讨。一、引言轧辊的差异化辊型是决定轧机性能的重要因素之一。传统的轧辊辊型测量方法在实践中已经存在一些局限性,包括测量精度低、工作效率低下等问题。因此,研究新的非接触式测量方法对于提高轧辊辊型测量的准确性和效率具有重要意义。二、轧辊

轧辊辊型非接触式测量方法研究及应用的任务书.docx
轧辊辊型非接触式测量方法研究及应用的任务书一、课题背景轧辊是金属材料轧制过程中必不可少的工具。而轧辊的质量对轧制工艺和产品质量有着非常重要的影响。因此,为了保证轧制工艺和产品质量的稳定性,并提高轧辊的使用寿命,轧辊的精度测量和控制变得非常重要。传统的轧辊精度检测方法往往需要接触测量,但由于接触测量会产生形变等物理影响,导致测量结果产生误差。所以非接触式轧辊精度测量方法的研究和应用具有重要的意义。二、研究目的本研究旨在设计一种非接触式的轧辊辊型测量方法,通过光学和信号处理技术对轧辊的尺寸、形状和摩擦特性等进
基于多种传感器的非接触式轮对尺寸在线检测方法和装置.pdf
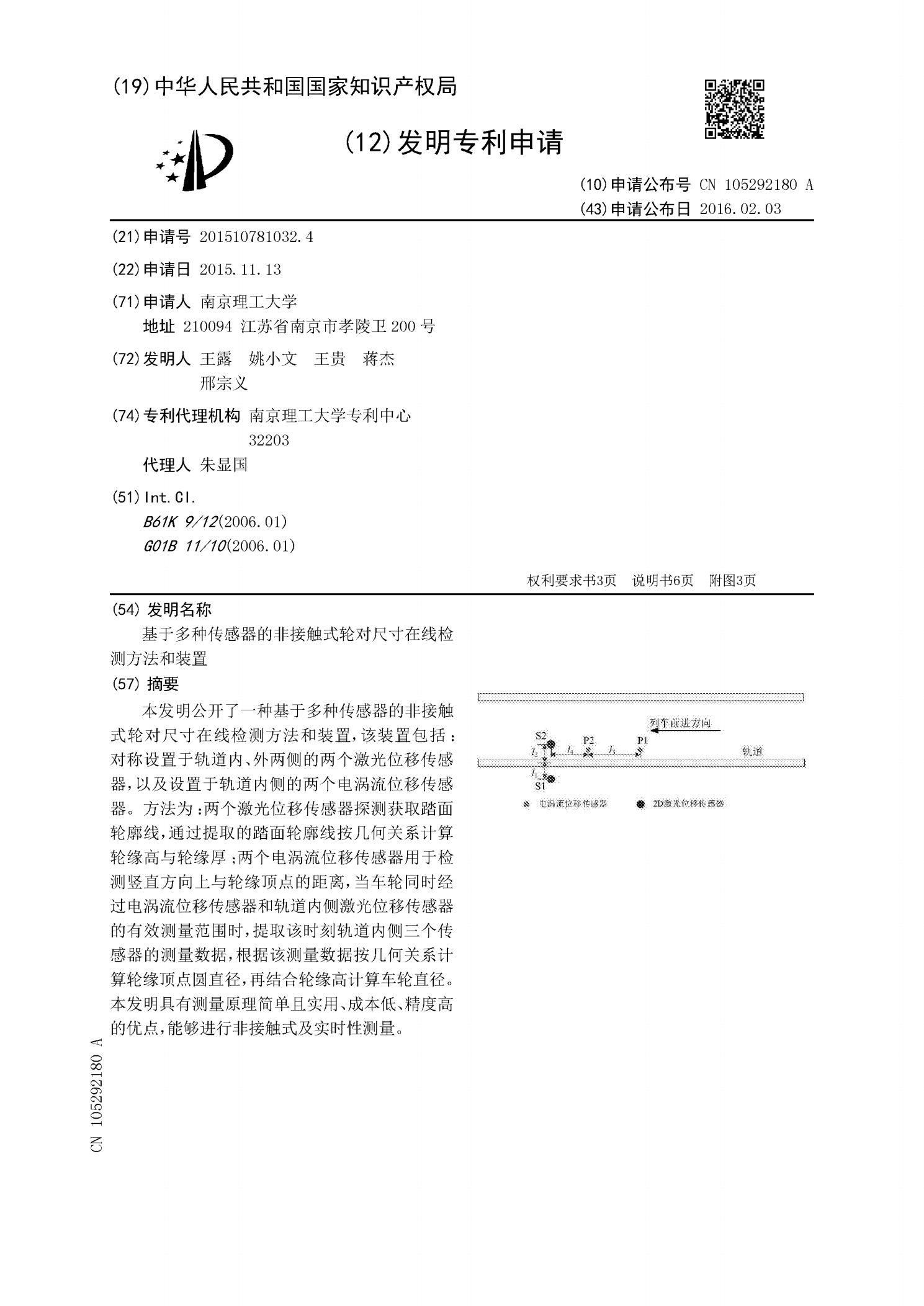
本发明公开了一种基于多种传感器的非接触式轮对尺寸在线检测方法和装置,该装置包括:对称设置于轨道内、外两侧的两个激光位移传感器,以及设置于轨道内侧的两个电涡流位移传感器。方法为:两个激光位移传感器探测获取踏面轮廓线,通过提取的踏面轮廓线按几何关系计算轮缘高与轮缘厚;两个电涡流位移传感器用于检测竖直方向上与轮缘顶点的距离,当车轮同时经过电涡流位移传感器和轨道内侧激光位移传感器的有效测量范围时,提取该时刻轨道内侧三个传感器的测量数据,根据该测量数据按几何关系计算轮缘顶点圆直径,再结合轮缘高计算车轮直径。本发明具

非接触式焊条偏心值检测装置与方法.pdf
本发明提供了一种非接触式焊条偏心值检测装置与方法,图像采集机构和偏心值处理机构,所述图像采集机构设有两组,两组图像采集机构均电连接偏心值处理机构,两组图像采集机构分别设于传送带的两侧,步骤A,焊条平行移动;步骤B,图像预处理;步骤C,边缘检测;步骤D,轮廓壁厚差求偏心值。本发明所述的非接触式焊条偏心值检测装置与方法,利用机器视觉检测,与焊条生产线完全独立,可以保证生产效率;并且该方法可以完全摆脱人工测量,做到对每一根焊条都能检测,提高测量精度和准确度。