
一种管廊顶管预制管节钢筋骨架加工装置及其施工方法.pdf

努力****采萍

1/9
2/9
3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管廊顶管预制管节钢筋骨架加工装置及其施工方法.pdf
本发明公开了一种管廊顶管预制管节钢筋骨架加工装置及其施工方法,属于市政工程施工技术领域。本发明包括固定架和稳定斜撑,所述的固定架由底座、支腿和撑托组成,支腿焊接在撑托的下部,支腿的下部焊接有底座,撑托的侧面焊接有稳定斜撑,所述的固定架的上部设置有内排筋加工装置,内排筋加工装置的外侧设置有外排筋加工装置。本发明结构合理,操作简单,使用寿命长,加工完成的顶管预制管节质量优异,预制管节钢筋骨架加工精度高,管节的受力性能强,后期使用过程中有效避免管节混凝土裂缝的产生,进而对顶管工程结构承载力、耐久性和防水性产生安
一种综合管廊预制台车及管廊预制方法.pdf
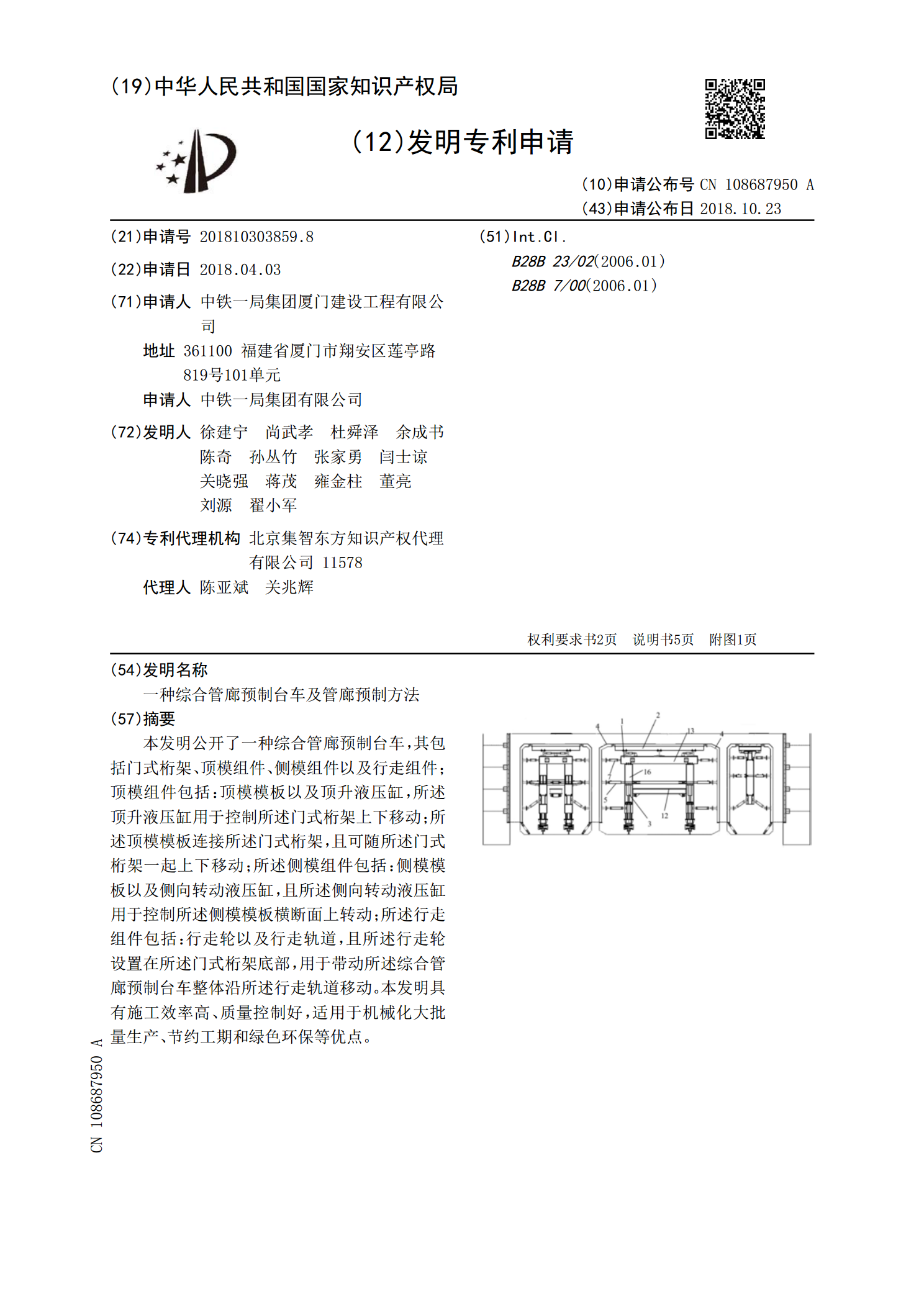
本发明公开了一种综合管廊预制台车,其包括门式桁架、顶模组件、侧模组件以及行走组件;顶模组件包括:顶模模板以及顶升液压缸,所述顶升液压缸用于控制所述门式桁架上下移动;所述顶模模板连接所述门式桁架,且可随所述门式桁架一起上下移动;所述侧模组件包括:侧模模板以及侧向转动液压缸,且所述侧向转动液压缸用于控制所述侧模模板横断面上转动;所述行走组件包括:行走轮以及行走轨道,且所述行走轮设置在所述门式桁架底部,用于带动所述综合管廊预制台车整体沿所述行走轨道移动。本发明具有施工效率高、质量控制好,适用于机械化大批量生产、

一种加工预制管廊的养护装置.pdf
本发明公开了一种加工预制管廊的养护装置,包括外罩、模具、锅炉,所述外罩为折叠棚,外罩包括倒U型骨架,骨架上覆盖篷布,骨架下方连接滚轮,相邻两个骨架之间设有X型连接杆,所述连接杆与骨架通过滑块连接,外罩前端设有进出门,所述模具设置在外罩内,所述锅炉设置在外罩外,所述锅炉连接蒸汽管道,所述蒸汽管道围绕在模具外围,蒸汽管道距地面10cm,蒸汽管道上设有出气孔,蒸汽管道上设有接头,本发明灵活性高,采用移动式外罩,可以随时罩住模具进行养护,安装轻便快捷,结构设置合理,运行成本低,生产效率高。

一种抗震防水预制管廊及其施工方法.pdf
本发明公开了一种抗震防水预制管廊,涉及建筑施工技术领域,包括首尾依次拼接的管廊子体;所述管廊子体一端带有连接管廊子体内侧壁的第一环形凸台,所述管廊子体另一端带有连接管廊子体外侧壁的第二环形凸台;所述管廊子体端部的上端面均带有第一环形凹槽,所述第一环形凹槽内设有粘结剂,所述粘结剂用于将相邻两个管廊子体粘结;相邻两个所述管廊子体之间留有空隙;采用本方案,能提高地下管廊的抗震性能,减小管廊在地震时的径向与轴向的偏离与位置,还能提高地下管廊的防水效果;而采用预制管廊的方式进行拼接地下管廊,能极大的缩减施工周期,节

电力管廊顶管施工杆塔保护方法探讨.docx
电力管廊顶管施工杆塔保护方法探讨电力管廊施工中的顶管施工是一项重要的工作,它不仅是整个施工过程中的关键环节之一,而且也是整个电力管廊工程质量的关键因素之一。据统计,电力管廊工程中往往以顶管施工出现质量问题的比例最高,原因是顶管施工一旦出现问题,往往会对整个工程的稳定性造成严重的影响。因此,在顶管施工过程中,必须采取一定的措施来保证顶管施工质量,而杆塔保护就是其中的关键环节之一。杆塔是电力管廊工程中的重要支撑结构之一,它不仅支撑着电力管廊的各项设备,而且也承受着工程中的极端环境,如风雨、雪灾等自然灾害,因此