
一种盾构机滚刀刀圈用热挤压模具及其制模方法.pdf

一吃****永贺


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种盾构机滚刀刀圈用热挤压模具及其制模方法.pdf
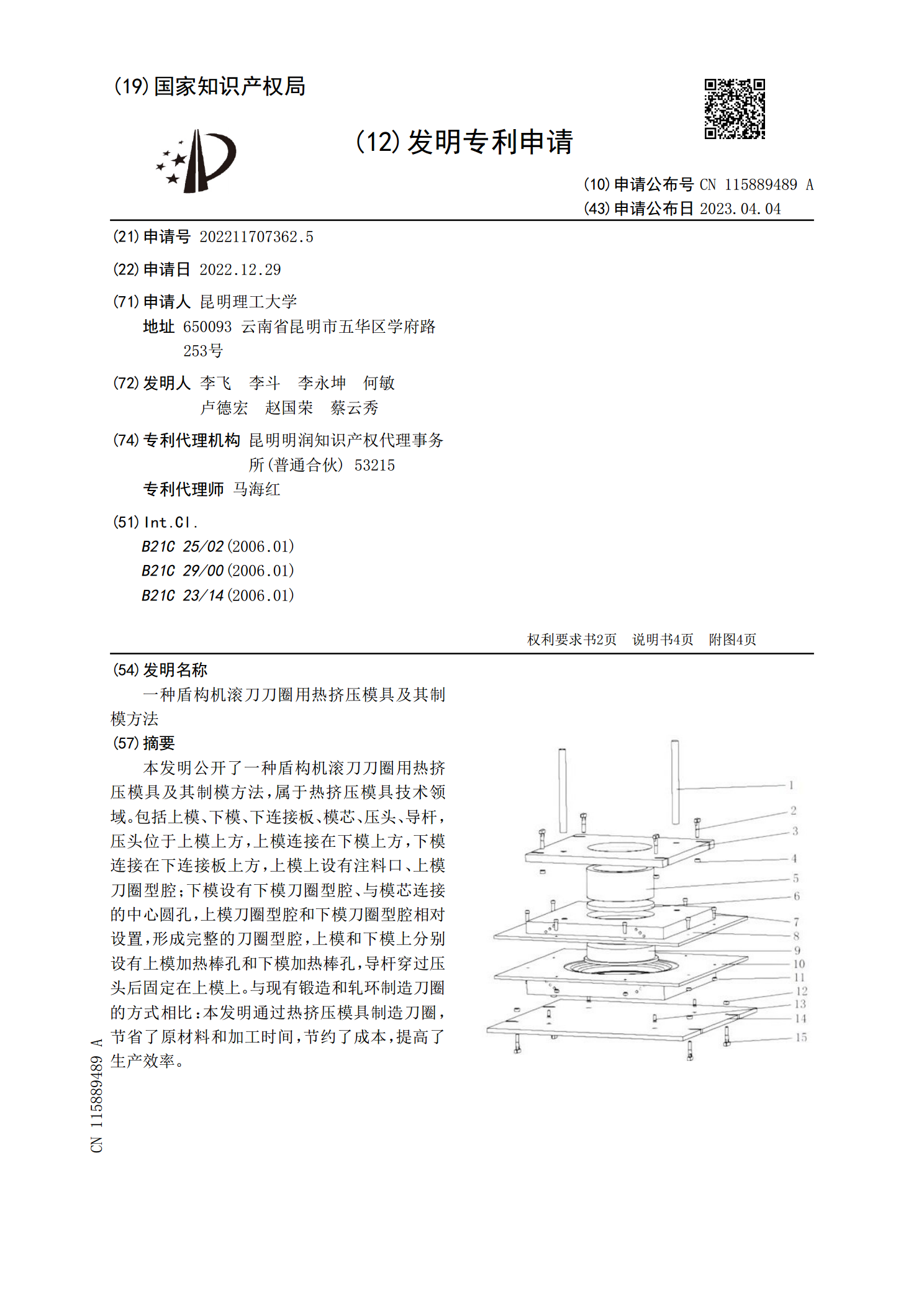
本发明公开了一种盾构机滚刀刀圈用热挤压模具及其制模方法,属于热挤压模具技术领域。包括上模、下模、下连接板、模芯、压头、导杆,压头位于上模上方,上模连接在下模上方,下模连接在下连接板上方,上模上设有注料口、上模刀圈型腔;下模设有下模刀圈型腔、与模芯连接的中心圆孔,上模刀圈型腔和下模刀圈型腔相对设置,形成完整的刀圈型腔,上模和下模上分别设有上模加热棒孔和下模加热棒孔,导杆穿过压头后固定在上模上。与现有锻造和轧环制造刀圈的方式相比:本发明通过热挤压模具制造刀圈,节省了原材料和加工时间,节约了成本,提高了生产效率

盾构机用滚刀刀圈材料的分析.docx
盾构机用滚刀刀圈材料的分析盾构机是一种用于地下隧道建设的重要工程设备,滚刀刀圈作为盾构机的核心部件之一,在盾构机的工作过程中起到了关键的作用。滚刀刀圈材料的选择对盾构机的性能和寿命都有着重要的影响。本文将就滚刀刀圈材料的分析进行探讨,并重点关注其在盾构机工作过程中所受到的力学、磨损和腐蚀等因素的影响。一、滚刀刀圈材料要求滚刀刀圈是盾构机在地下掘进过程中与土壤和岩石进行接触的部件,因此其材料要求具有一定的强度和韧性,以应对工作过程中的巨大压力和振动。另外,由于工作环境较恶劣,滚刀刀圈材料还要具备良好的耐磨性

一种盾构用多刀头滚刀刀圈.pdf
一种盾构用多刀头滚刀刀圈,以有效提高盾构掘进致密性非常高的硬岩地层的掘进速度,且降低刀具磨损,避免频繁换刀。由刀圈体和刀头构成,所述刀圈体呈环状,其展开面上呈梅花型设置安装孔。所述刀头下部为圆柱体,上部为半椭圆形体,各刀头的下部压入安装孔内与之成过盈配合,将刀头嵌固安装在刀圈体上。
一种盾构机盘形滚刀刀圈合金.pdf
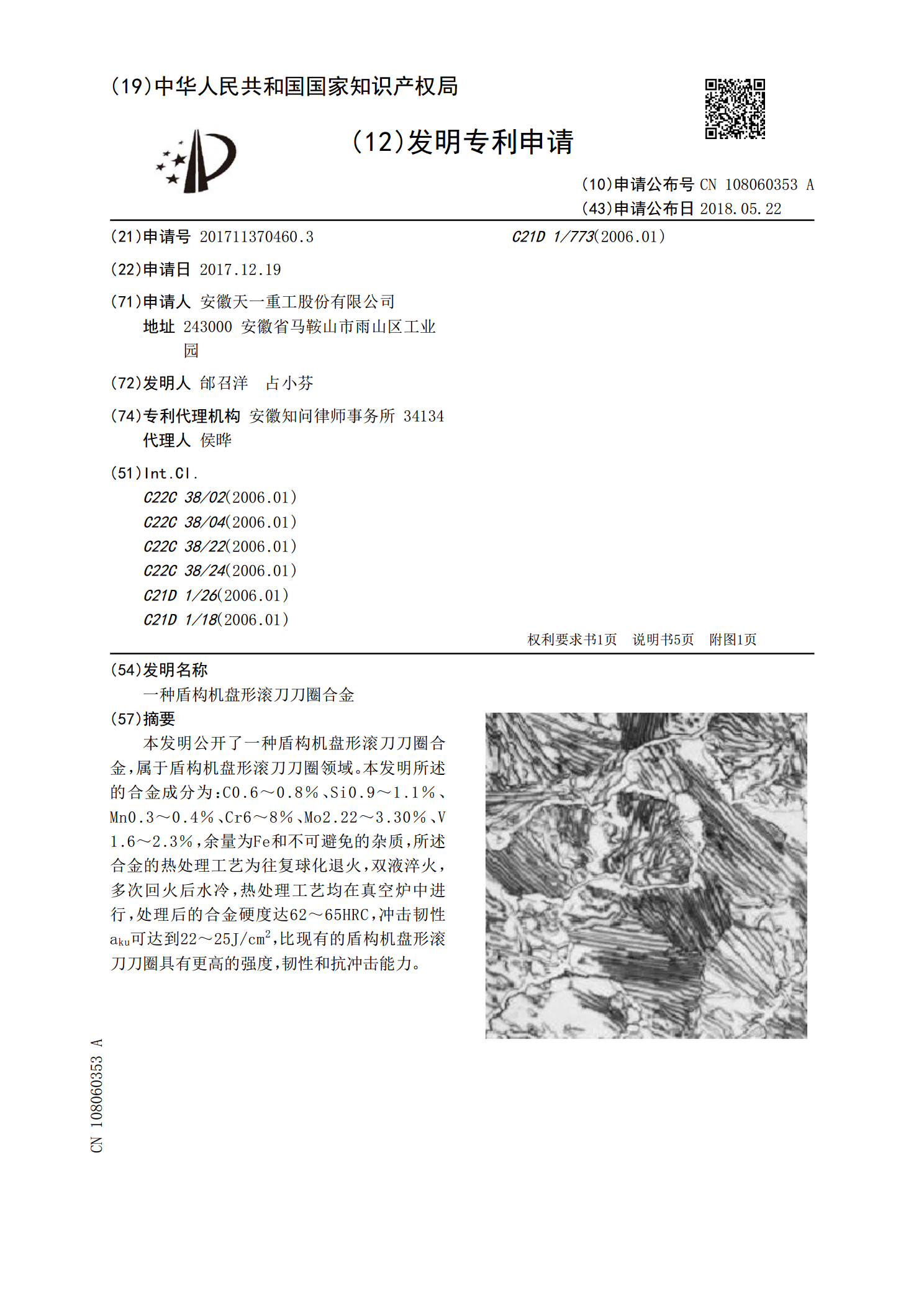
本发明公开了一种盾构机盘形滚刀刀圈合金,属于盾构机盘形滚刀刀圈领域。本发明所述的合金成分为:C0.6~0.8%、Si0.9~1.1%、Mn0.3~0.4%、Cr6~8%、Mo2.22~3.30%、V1.6~2.3%,余量为Fe和不可避免的杂质,所述合金的热处理工艺为往复球化退火,双液淬火,多次回火后水冷,热处理工艺均在真空炉中进行,处理后的合金硬度达62~65HRC,冲击韧性a

一种高强度盾构机滚刀刀圈的制备工艺.pdf
本发明涉及一种高强度盾构机滚刀刀圈的制备工艺,属于盾构机滚刀刀圈技术领域。本发明所提供的高强度盾构机滚刀刀圈包括以下质量百分比的成分C:0?1%、Si:0.1?1%、Cr:0?10%、Mo:0?5%、Mn:0?1%、Ti:0?0.05%、Ni:0?0.5%、V:0?5%、Al:0?0.1%、P:0?0.05%、S:0?0.01%,余量为Fe;本发明还通过在盾构机滚刀刀圈的制备工艺中加入预拉伸和深冷处理步骤,并协调至最适工艺参数,在提高盾构机滚刀刀圈的强度的同时不降低其抗冲击性和耐磨性,有效满足使用需求。