
一种多角度调节的焊接工件夹持装置.pdf

是飞****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多角度调节的焊接工件夹持装置.pdf
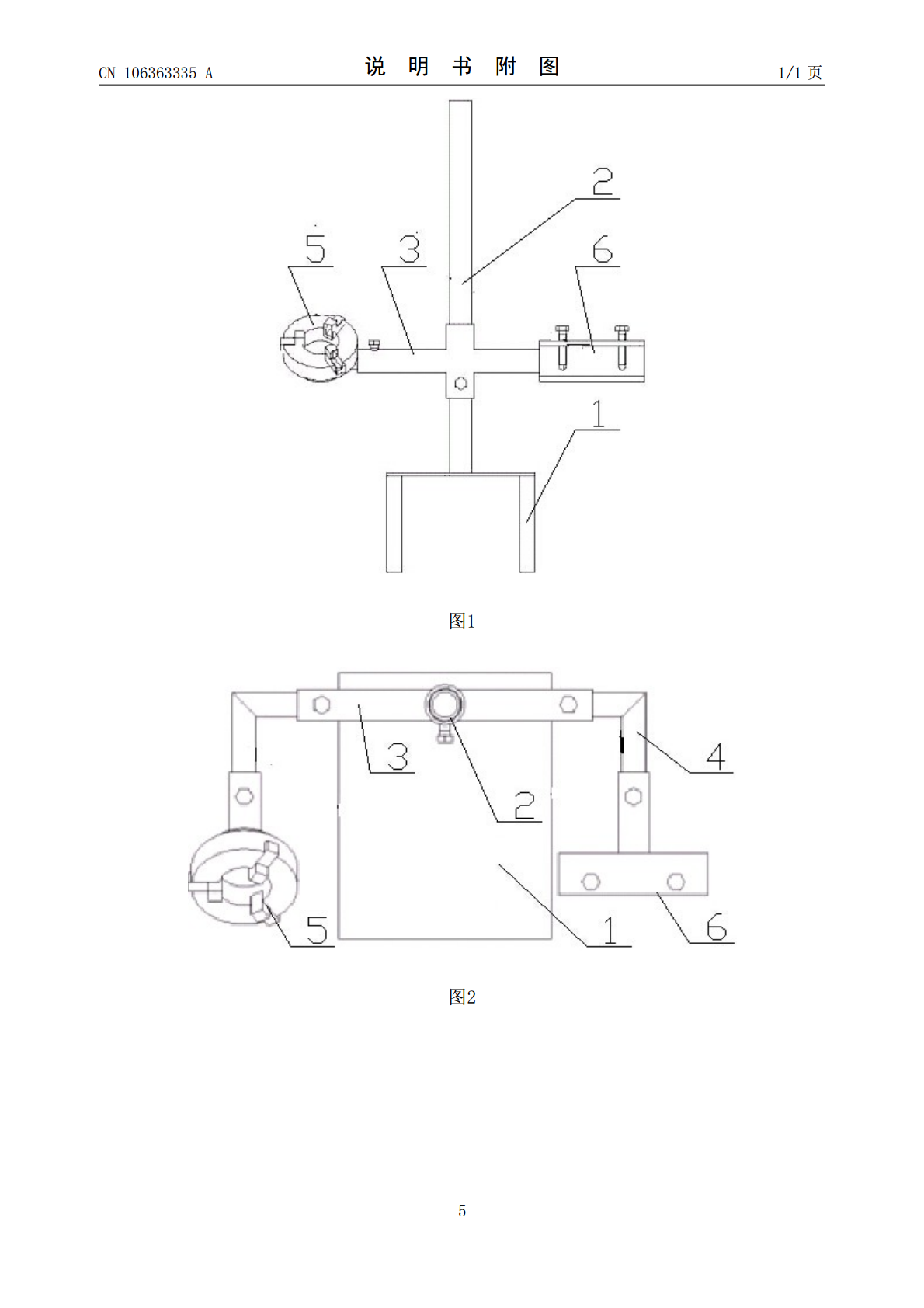
本发明是一种多角度调节的焊接工件夹持装置,其中,支杆焊接在底座上端;所述的高度调节装置可上下滑动,且360°水平旋转的套在支杆上,高度调节装置上带有紧固螺栓;所述的焊接变位装置360°水平旋转的活动安装在高度调节装置两端,所述的焊接夹紧装置分别活动安装在焊接变位装置的另一端。本发明通过对焊缝位置的调整,实现对苛刻位置焊缝以及异性结构形式的调节,提高焊接质量和工人效率,避免安全隐患。
用于异形管件焊接的多角度调节夹持装置.pdf
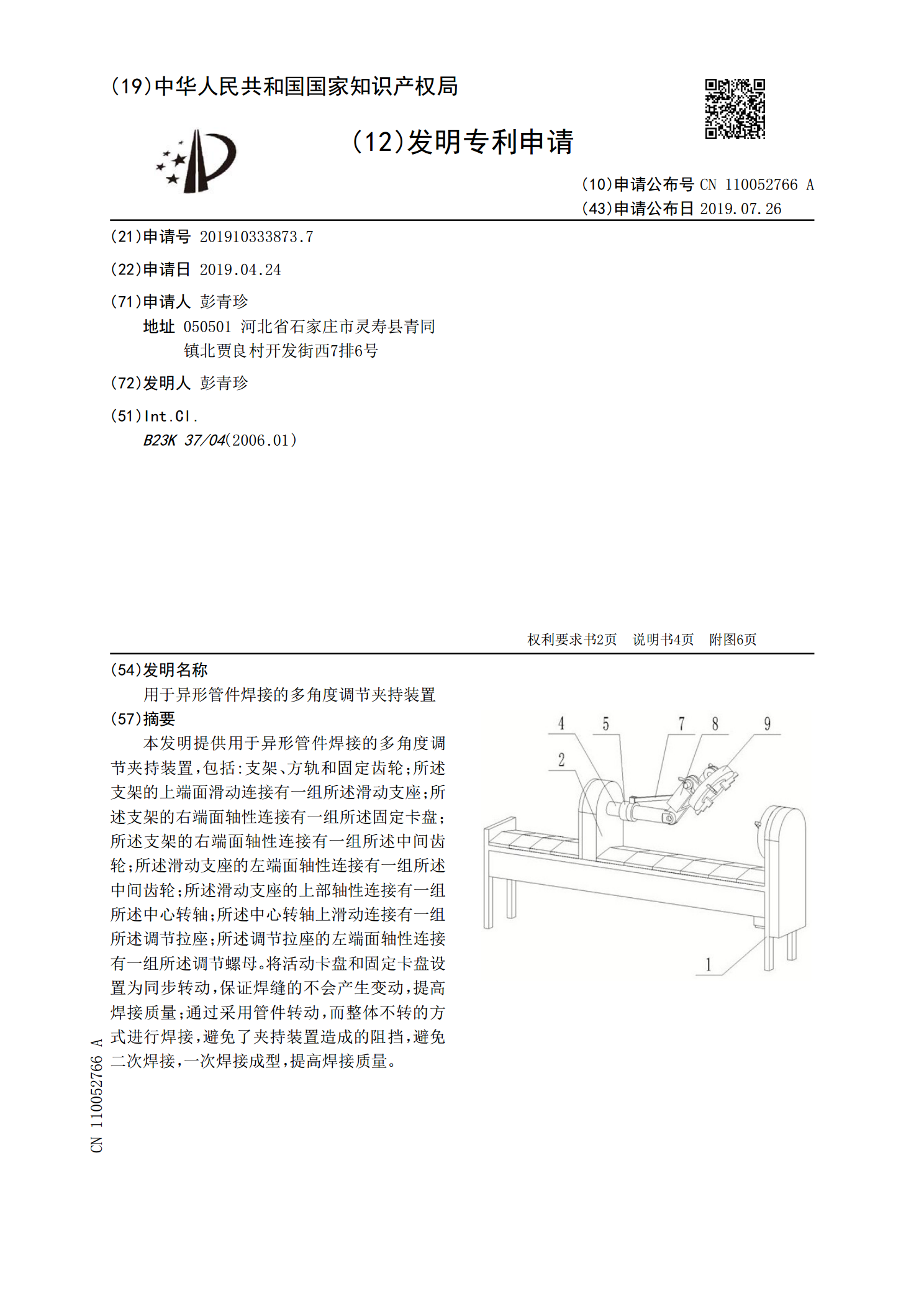
本发明提供用于异形管件焊接的多角度调节夹持装置,包括:支架、方轨和固定齿轮;所述支架的上端面滑动连接有一组所述滑动支座;所述支架的右端面轴性连接有一组所述固定卡盘;所述支架的右端面轴性连接有一组所述中间齿轮;所述滑动支座的左端面轴性连接有一组所述中间齿轮;所述滑动支座的上部轴性连接有一组所述中心转轴;所述中心转轴上滑动连接有一组所述调节拉座;所述调节拉座的左端面轴性连接有一组所述调节螺母。将活动卡盘和固定卡盘设置为同步转动,保证焊缝的不会产生变动,提高焊接质量;通过采用管件转动,而整体不转的方式进行焊接,
一种焊接工件夹持对接装置.pdf
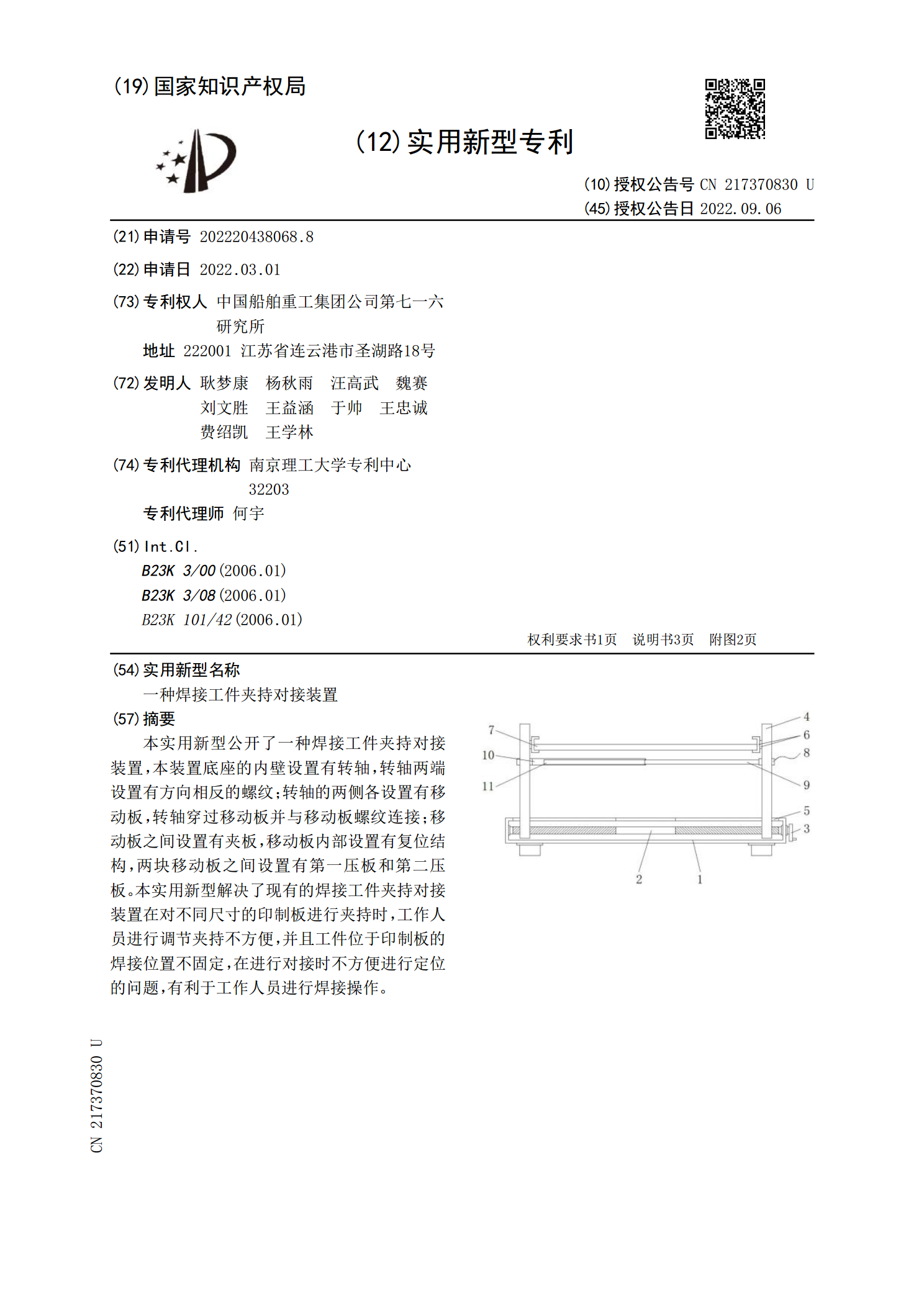
本实用新型公开了一种焊接工件夹持对接装置,本装置底座的内壁设置有转轴,转轴两端设置有方向相反的螺纹;转轴的两侧各设置有移动板,转轴穿过移动板并与移动板螺纹连接;移动板之间设置有夹板,移动板内部设置有复位结构,两块移动板之间设置有第一压板和第二压板。本实用新型解决了现有的焊接工件夹持对接装置在对不同尺寸的印制板进行夹持时,工作人员进行调节夹持不方便,并且工件位于印制板的焊接位置不固定,在进行对接时不方便进行定位的问题,有利于工作人员进行焊接操作。
一种工件旋转调节的夹持限位装置.pdf
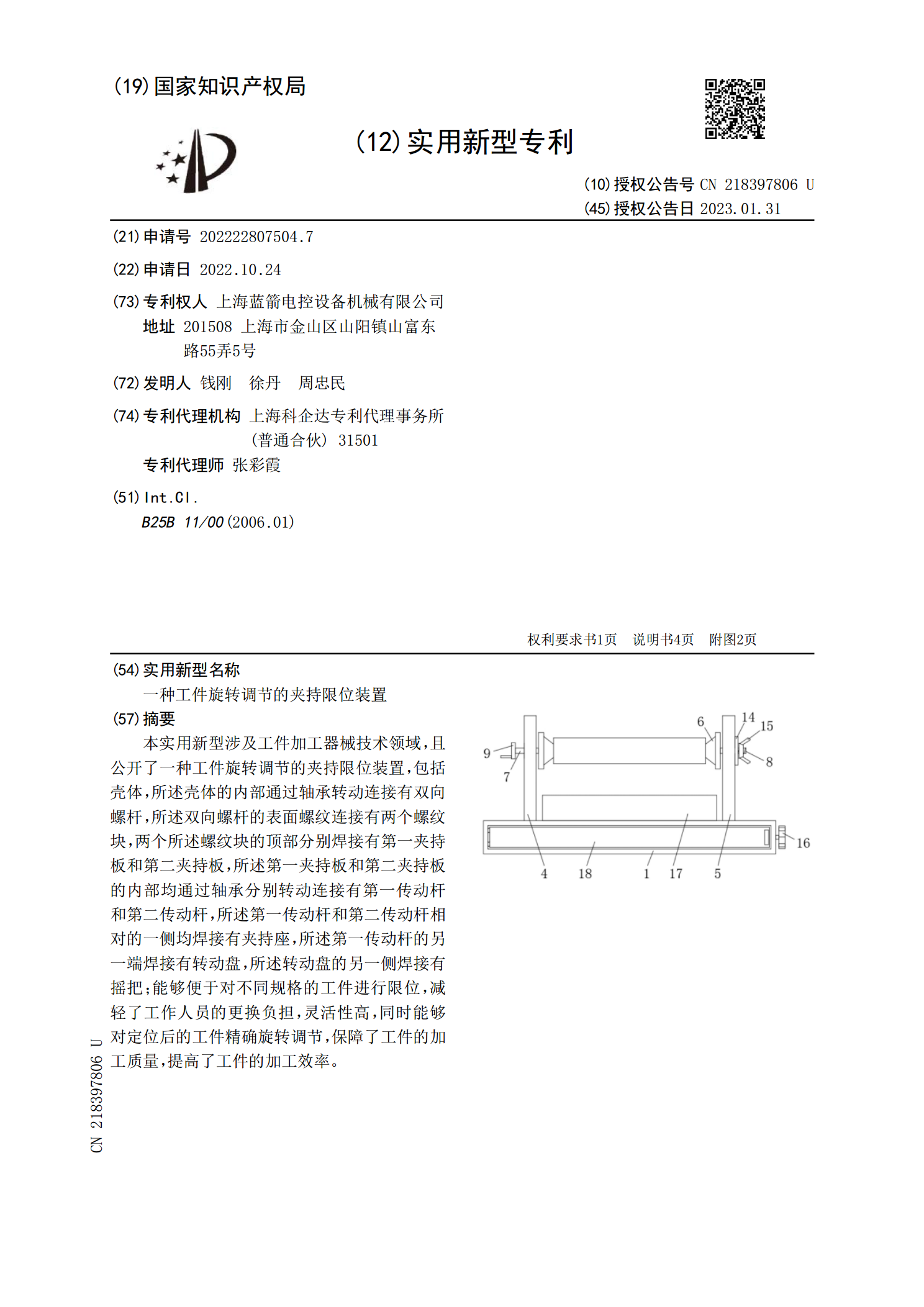
本实用新型涉及工件加工器械技术领域,且公开了一种工件旋转调节的夹持限位装置,包括壳体,所述壳体的内部通过轴承转动连接有双向螺杆,所述双向螺杆的表面螺纹连接有两个螺纹块,两个所述螺纹块的顶部分别焊接有第一夹持板和第二夹持板,所述第一夹持板和第二夹持板的内部均通过轴承分别转动连接有第一传动杆和第二传动杆,所述第一传动杆和第二传动杆相对的一侧均焊接有夹持座,所述第一传动杆的另一端焊接有转动盘,所述转动盘的另一侧焊接有摇把;能够便于对不同规格的工件进行限位,减轻了工作人员的更换负担,灵活性高,同时能够对定位后的工
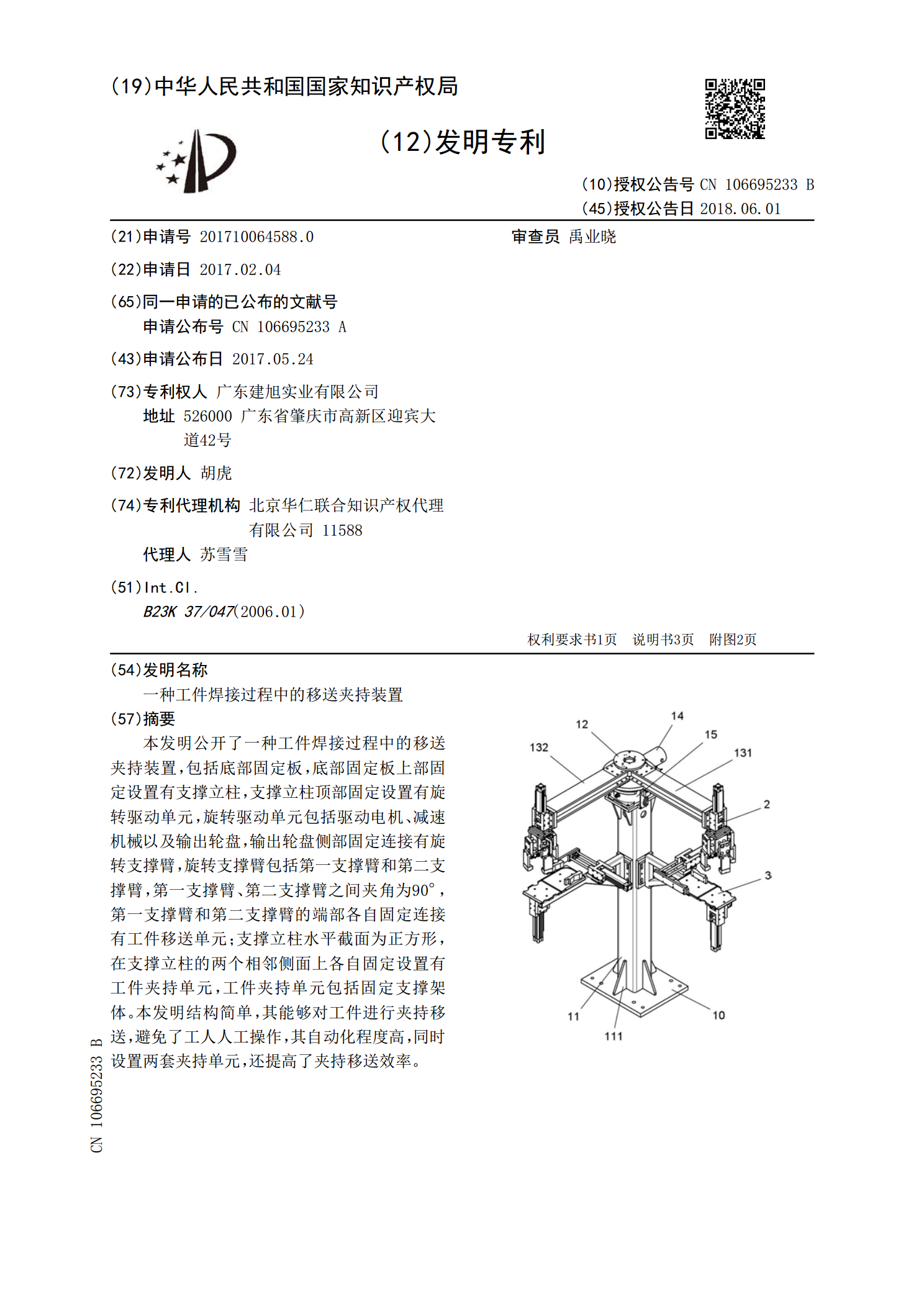
一种工件焊接过程中的移送夹持装置.pdf
本发明公开了一种工件焊接过程中的移送夹持装置,包括底部固定板,底部固定板上部固定设置有支撑立柱,支撑立柱顶部固定设置有旋转驱动单元,旋转驱动单元包括驱动电机、减速机械以及输出轮盘,输出轮盘侧部固定连接有旋转支撑臂,旋转支撑臂包括第一支撑臂和第二支撑臂,第一支撑臂、第二支撑臂之间夹角为90°,第一支撑臂和第二支撑臂的端部各自固定连接有工件移送单元;支撑立柱水平截面为正方形,在支撑立柱的两个相邻侧面上各自固定设置有工件夹持单元,工件夹持单元包括固定支撑架体。本发明结构简单,其能够对工件进行夹持移送,避免了工人