
一种Z型循环压膜及拉膜叠片机及其叠片工艺.pdf

一条****发啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种Z型循环压膜及拉膜叠片机及其叠片工艺.pdf
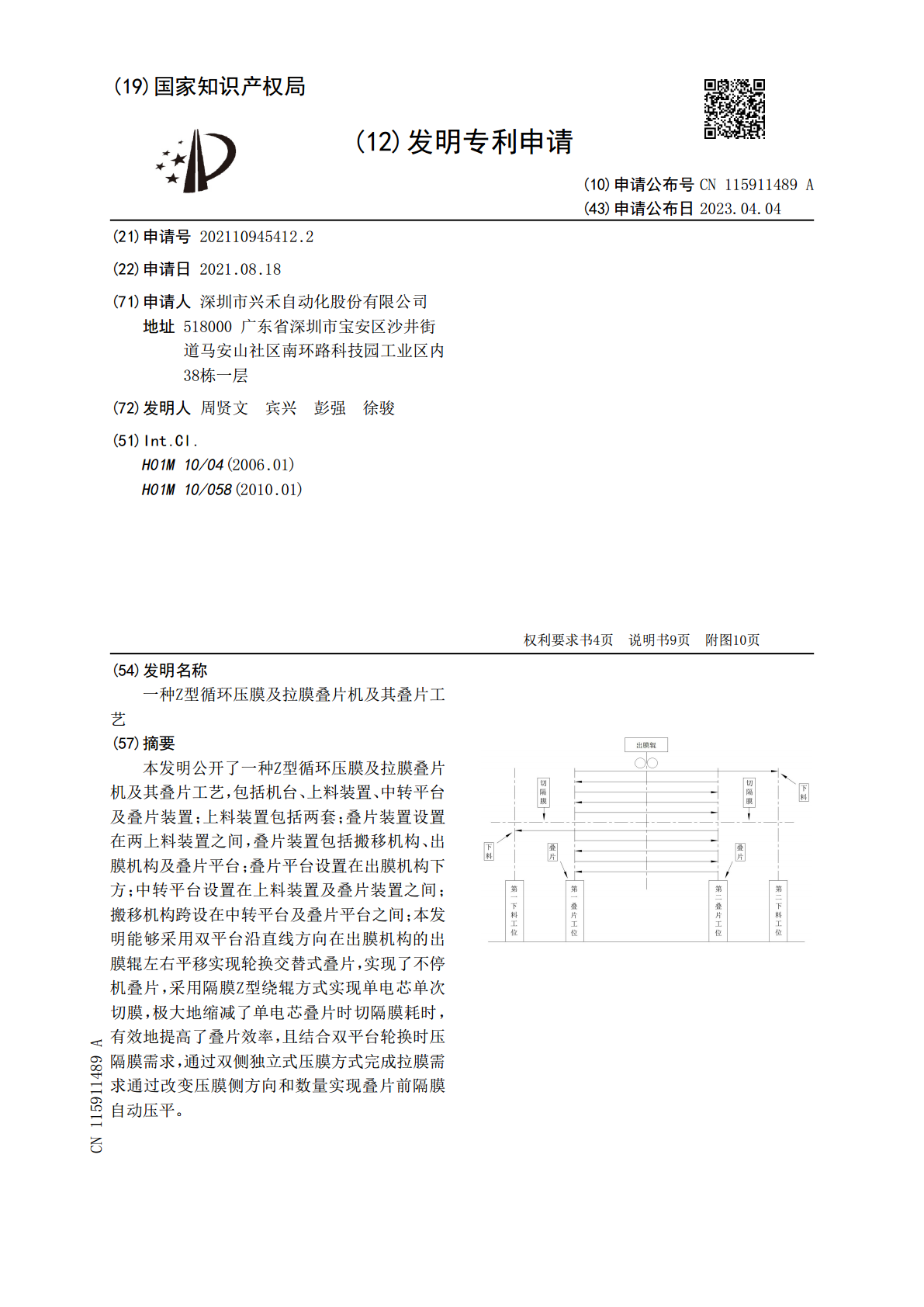
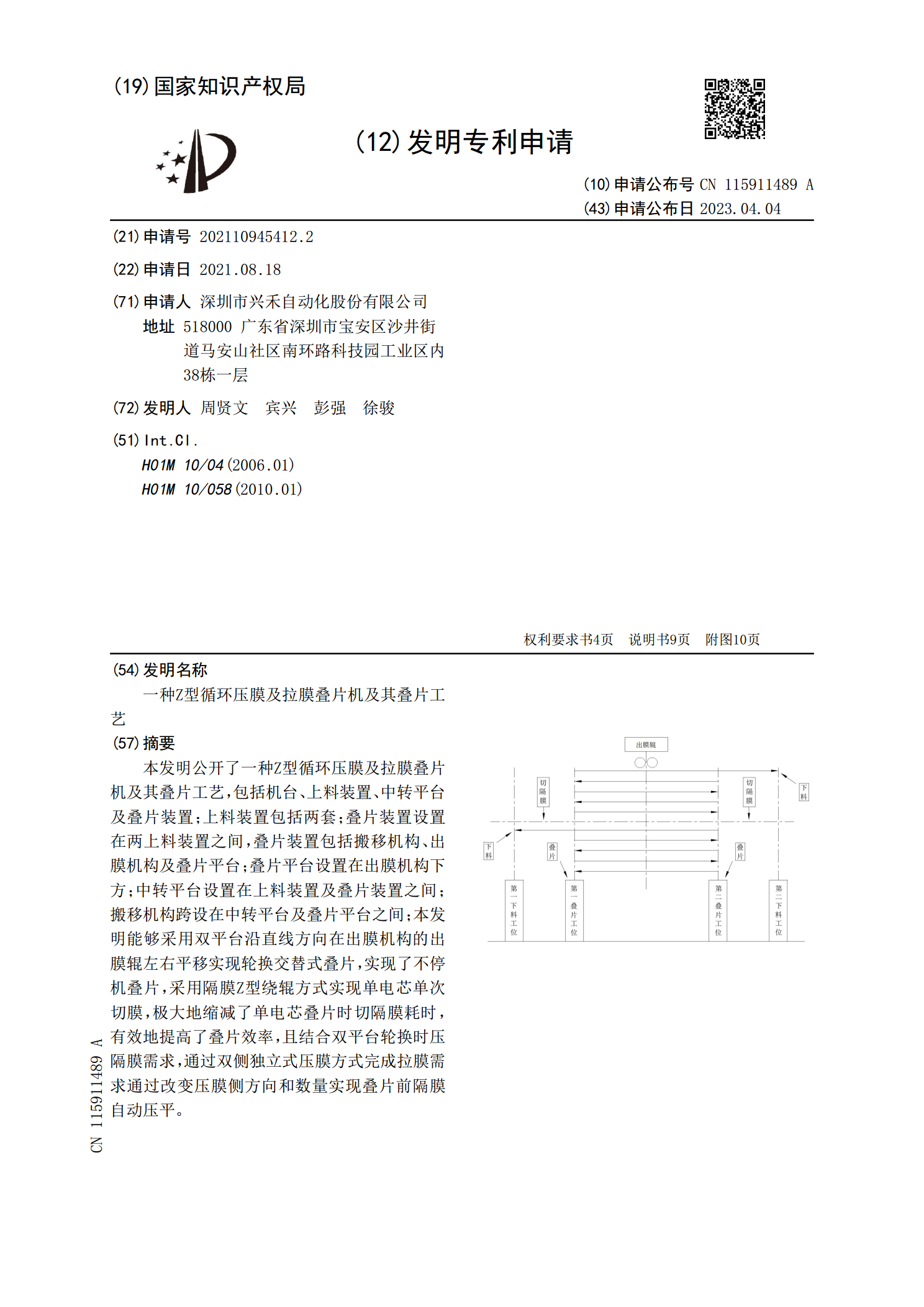
本发明公开了一种Z型循环压膜及拉膜叠片机及其叠片工艺,包括机台、上料装置、中转平台及叠片装置;上料装置包括两套;叠片装置设置在两上料装置之间,叠片装置包括搬移机构、出膜机构及叠片平台;叠片平台设置在出膜机构下方;中转平台设置在上料装置及叠片装置之间;搬移机构跨设在中转平台及叠片平台之间;本发明能够采用双平台沿直线方向在出膜机构的出膜辊左右平移实现轮换交替式叠片,实现了不停机叠片,采用隔膜Z型绕辊方式实现单电芯单次切膜,极大地缩减了单电芯叠片时切隔膜耗时,有效地提高了叠片效率,且结合双平台轮换时压隔膜需求,
覆膜叠片机.pdf
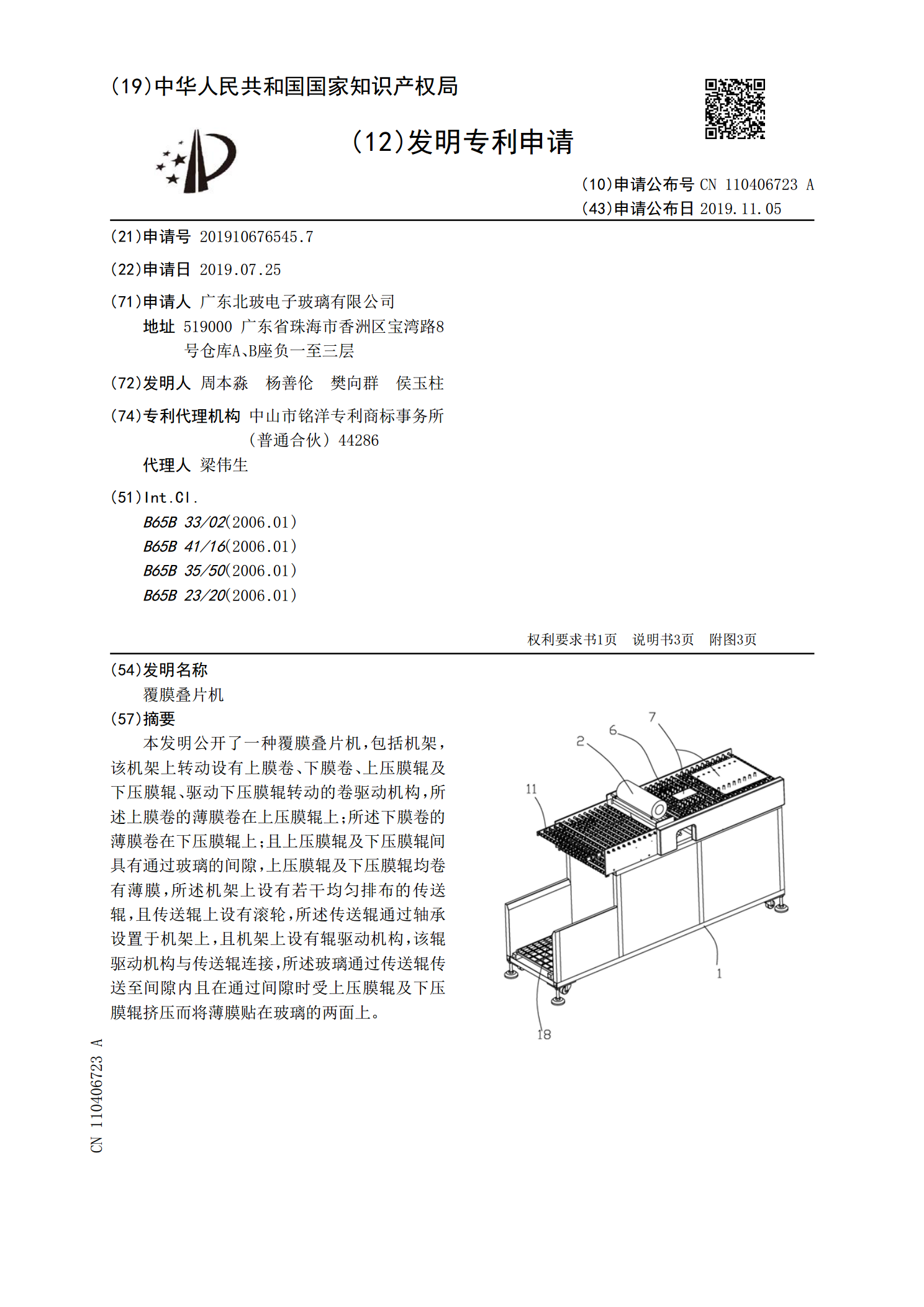
本发明公开了一种覆膜叠片机,包括机架,该机架上转动设有上膜卷、下膜卷、上压膜辊及下压膜辊、驱动下压膜辊转动的卷驱动机构,所述上膜卷的薄膜卷在上压膜辊上;所述下膜卷的薄膜卷在下压膜辊上;且上压膜辊及下压膜辊间具有通过玻璃的间隙,上压膜辊及下压膜辊均卷有薄膜,所述机架上设有若干均匀排布的传送辊,且传送辊上设有滚轮,所述传送辊通过轴承设置于机架上,且机架上设有辊驱动机构,该辊驱动机构与传送辊连接,所述玻璃通过传送辊传送至间隙内且在通过间隙时受上压膜辊及下压膜辊挤压而将薄膜贴在玻璃的两面上。
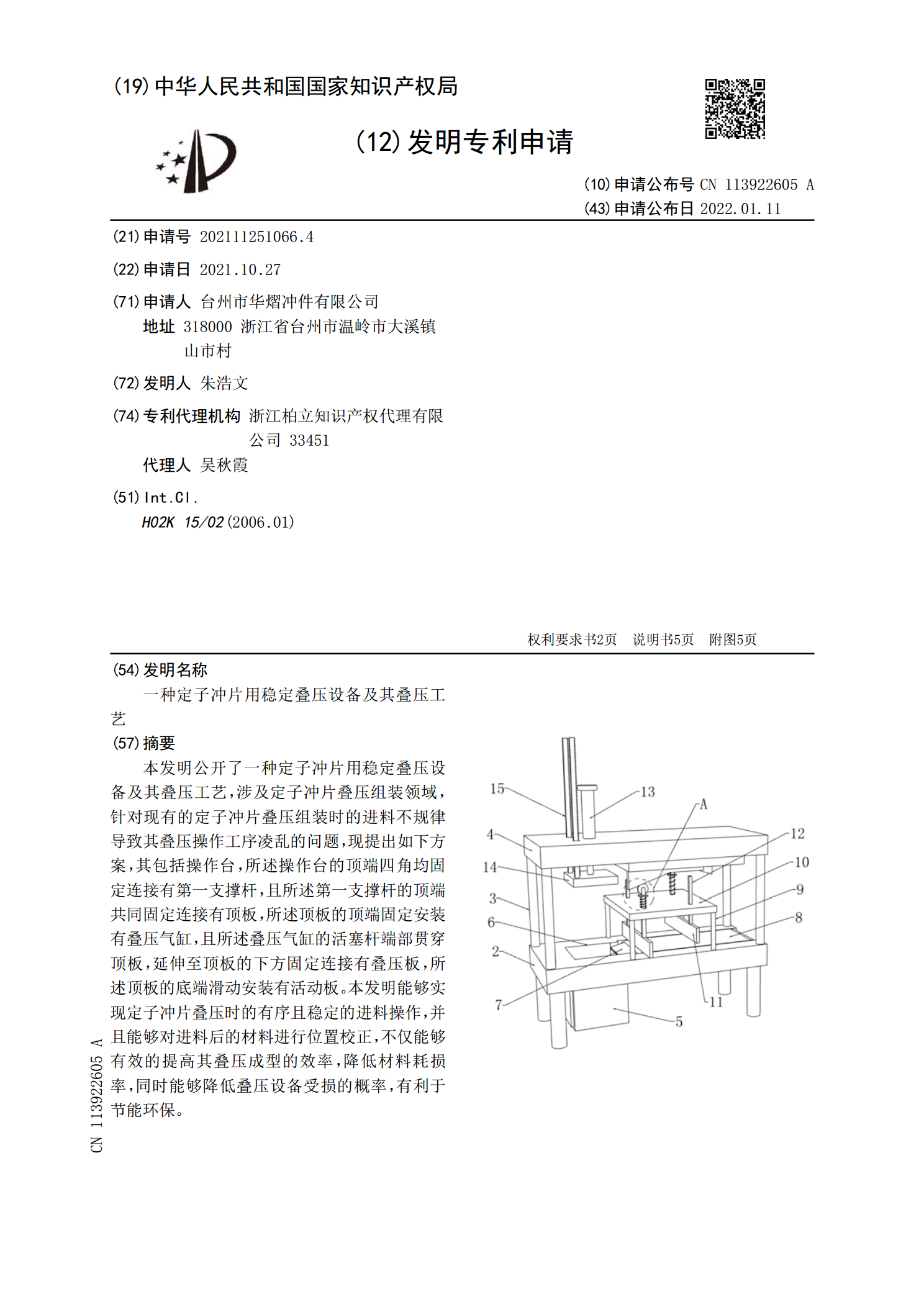
一种定子冲片用稳定叠压设备及其叠压工艺.pdf
本发明公开了一种定子冲片用稳定叠压设备及其叠压工艺,涉及定子冲片叠压组装领域,针对现有的定子冲片叠压组装时的进料不规律导致其叠压操作工序凌乱的问题,现提出如下方案,其包括操作台,所述操作台的顶端四角均固定连接有第一支撑杆,且所述第一支撑杆的顶端共同固定连接有顶板,所述顶板的顶端固定安装有叠压气缸,且所述叠压气缸的活塞杆端部贯穿顶板,延伸至顶板的下方固定连接有叠压板,所述顶板的底端滑动安装有活动板。本发明能够实现定子冲片叠压时的有序且稳定的进料操作,并且能够对进料后的材料进行位置校正,不仅能够有效的提高其叠

一种电芯制成滑道轮换式叠片平台及其叠片压隔膜工艺.pdf
本发明公开了一种电芯制成滑道轮换式叠片平台,包括叠片支台及设置于叠片支台左右两侧的压膜组件,其中,上述叠片支台水平设置,以便水平承载隔膜或极片;上述压膜组件包括两组,两组压膜组件分别设置在叠片支台的左右两侧;所述压膜组件内部设有沿竖直方向上下间隔设置的上滑道及下滑道;所述上滑道及下滑道靠近叠片支台的一端为开放结构,另一端设有柔性开口,压膜部件经竖向动力驱动在上滑道及下滑道的一端开放结构处及另一端柔性开口处从下滑道转移至上滑道;上述柔性开口自动封合,以便压膜部件在上滑道上直线运动。本发明采用滑道式导向压膜,
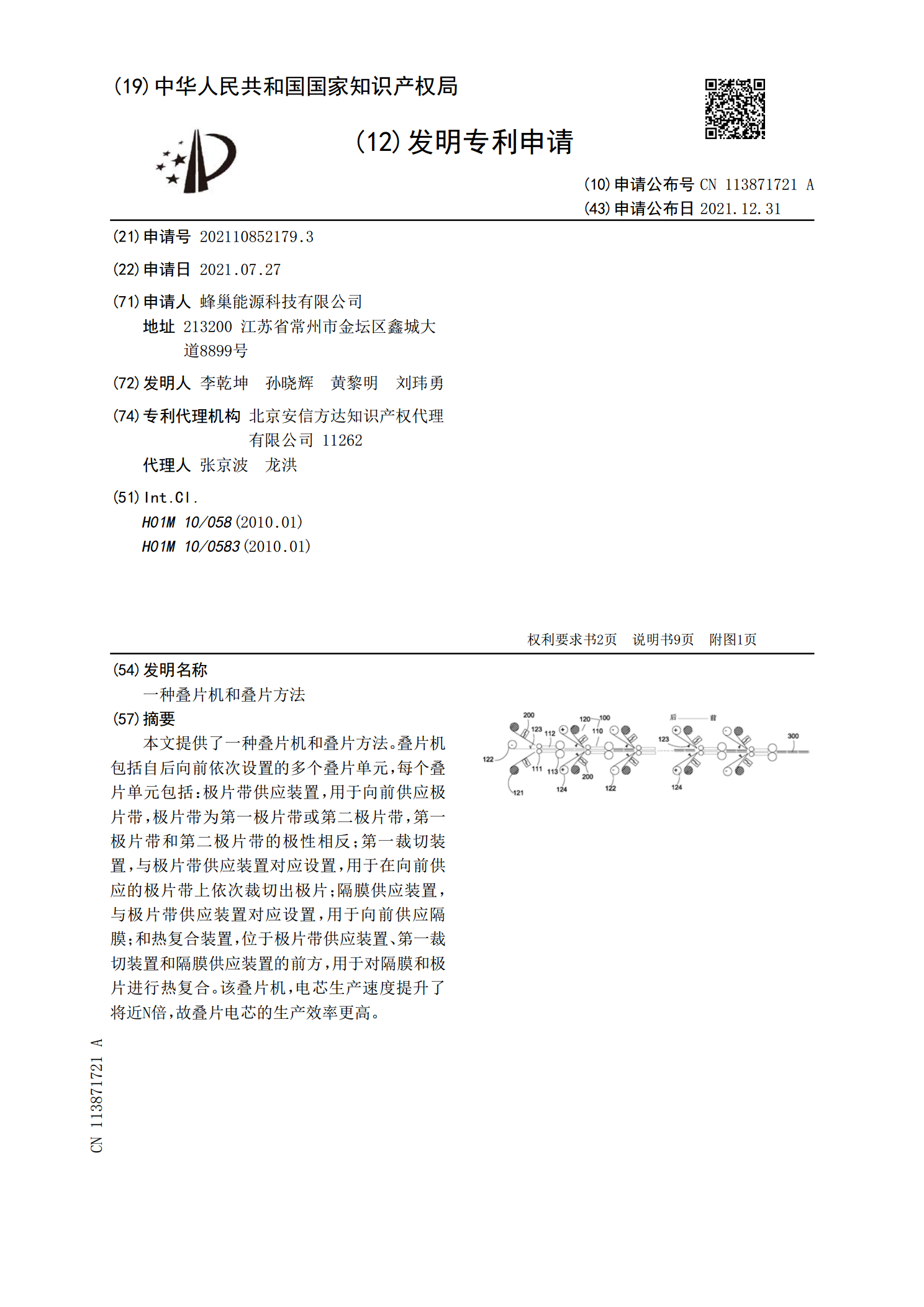
一种叠片机和叠片方法.pdf
本文提供了一种叠片机和叠片方法。叠片机包括自后向前依次设置的多个叠片单元,每个叠片单元包括:极片带供应装置,用于向前供应极片带,极片带为第一极片带或第二极片带,第一极片带和第二极片带的极性相反;第一裁切装置,与极片带供应装置对应设置,用于在向前供应的极片带上依次裁切出极片;隔膜供应装置,与极片带供应装置对应设置,用于向前供应隔膜;和热复合装置,位于极片带供应装置、第一裁切装置和隔膜供应装置的前方,用于对隔膜和极片进行热复合。该叠片机,电芯生产速度提升了将近N倍,故叠片电芯的生产效率更高。