
一种等壁厚钛合金薄壁球壳气压超塑成形方法、成型模具.pdf

听云****君哇


1/10
2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种等壁厚钛合金薄壁球壳气压超塑成形方法、成型模具.pdf
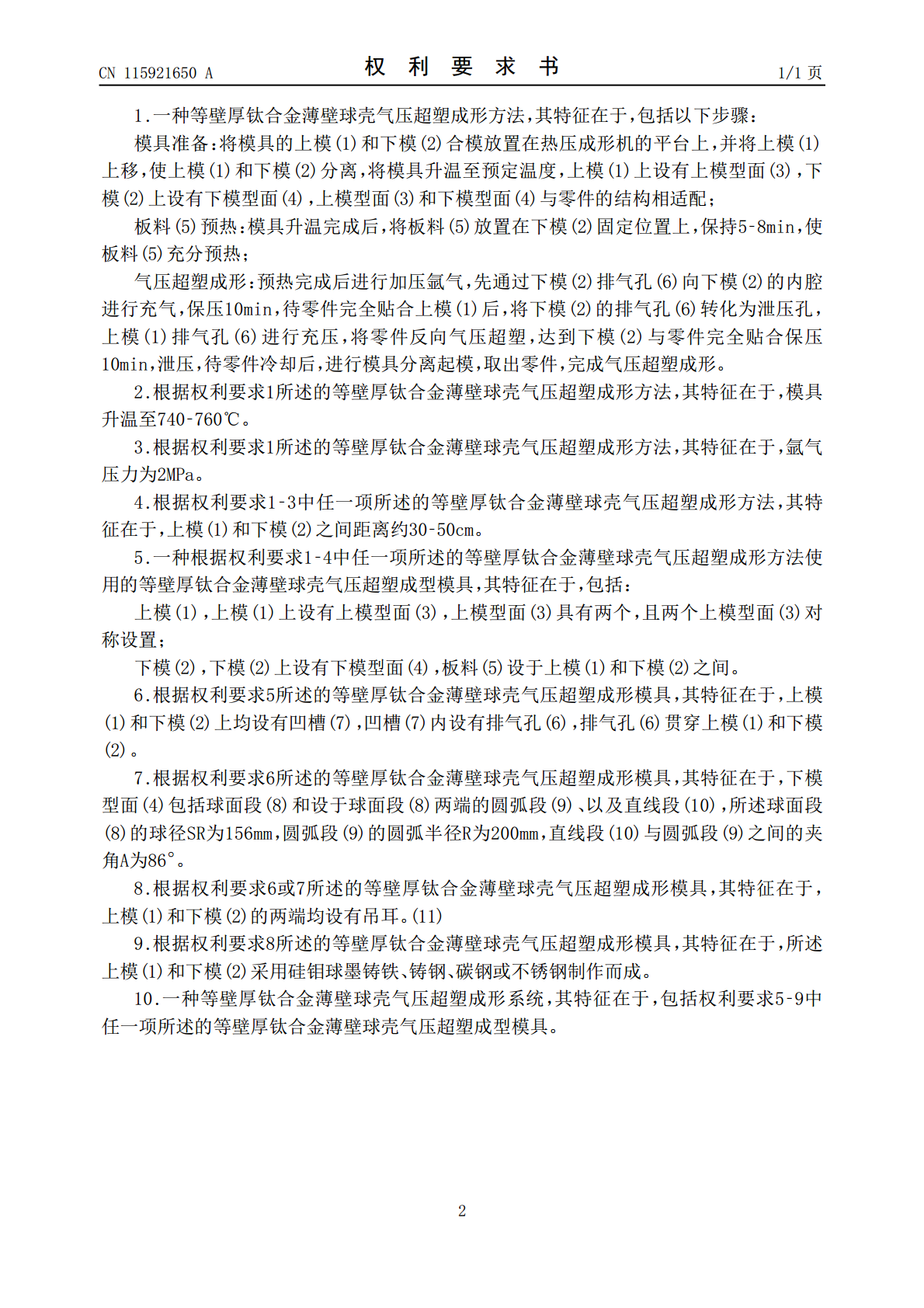
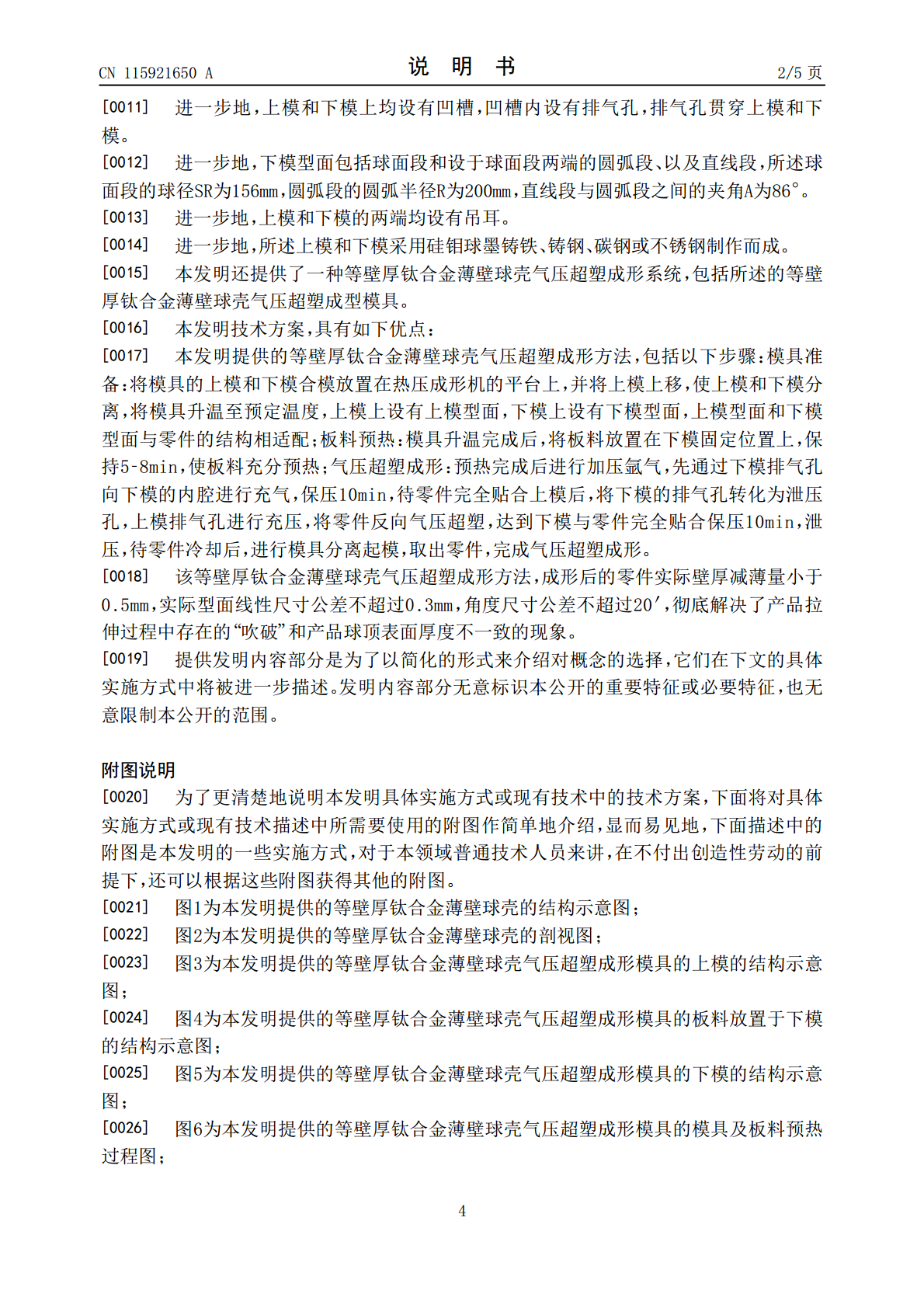
本发明涉及钛合金成技术领域,具体涉及一种等壁厚钛合金薄壁球壳气压超塑成形方法、成型模具、成型系统;等壁厚钛合金薄壁球壳气压超塑成形方法,包括以下步骤:模具准备:将模具的上模和下模合模放置在热压成形机的平台上,并将上模上移,使上模和下模分离,将模具升温至预定温度,上模上设有上模型面,下模上设有下模型面,上模型面和下模型面与零件的结构相适配;板料预热:模具升温完成后,将板料放置在下模固定位置上,保持5‑8min,使板料充分预热;成形后的零件实际壁厚减薄量小于0.5mm,实际型面线性尺寸公差不超过0.3mm,角

薄壳件成形工艺与模具.docx
薄壳件成形工艺与模具薄壳件成形工艺与模具摘要:薄壳件是指在工程中常见的具有一定曲率、较薄且轻质的零件。它们在许多不同行业的应用中起到重要的作用。薄壳件的成形工艺与模具设计是确保其质量和性能的关键。本文将重点介绍薄壳件的成形工艺和模具设计的关键要素,并探讨不同工艺和模具对薄壳件的影响。1.引言薄壳件是一种典型的曲面复杂、较薄且轻质的零件,在汽车、电子、航空等行业得到广泛应用。由于其特殊的结构和使用需求,对于薄壳件的成形工艺和模具设计提出了挑战。本文将对这一问题进行深入探讨。2.薄壳件成形工艺的基本原理薄壳件
厚壁薄底金属件成形工艺.pdf
本发明公开了一种厚壁薄底金属件成形工艺,其特征在于:包括以下步骤:a、下料,将实心棒料用锯床进行下料,得到坯料;b、加热,用工频加热炉对坯料进行加热;c、挤盂,将加热后的坯料挤盂造型,挤出中间孔并拔长坯料高度,初步形成厚壁薄底的中间件;d、加热,用工频加热炉对中间件进行加热;e、快速冷却,将加热后的中间件底部与冷却槽中流动的冷却水快速接触冷却;f、引伸,将中间件变薄引伸至所需高度并将中间孔的尺寸引伸至要求尺寸,完成后得到成品件。采用压力加工代替传统的切削加工,同时创造性地引入冷热相辅的处理工艺,降低金属件

塑件的工艺性、壁厚与成型原理.pptx
注射成型原理注射成型原理注射成型工艺过程成型前准备成型前准备成型前准备成型前准备成型前准备成型前准备成型前准备注射过程注射过程注射过程塑件的后处理塑件的后处理塑件的后处理注射成型工艺条件选择温度温度温度温度温度压力压力压力时间(成型周期)时间(成型周期)时间(成型周期)塑件的工艺性塑件的尺寸塑件的公差塑件的公差塑件的公差塑件的公差塑件的公差塑件的表面质量塑件的形状塑件的形状塑件的壁厚塑件的壁厚塑件的壁厚塑件的壁厚塑件的壁厚塑件的壁厚塑件的壁厚塑件的壁厚脱模斜度3.1.2.3脱模斜度3.1.2.3脱模斜度3
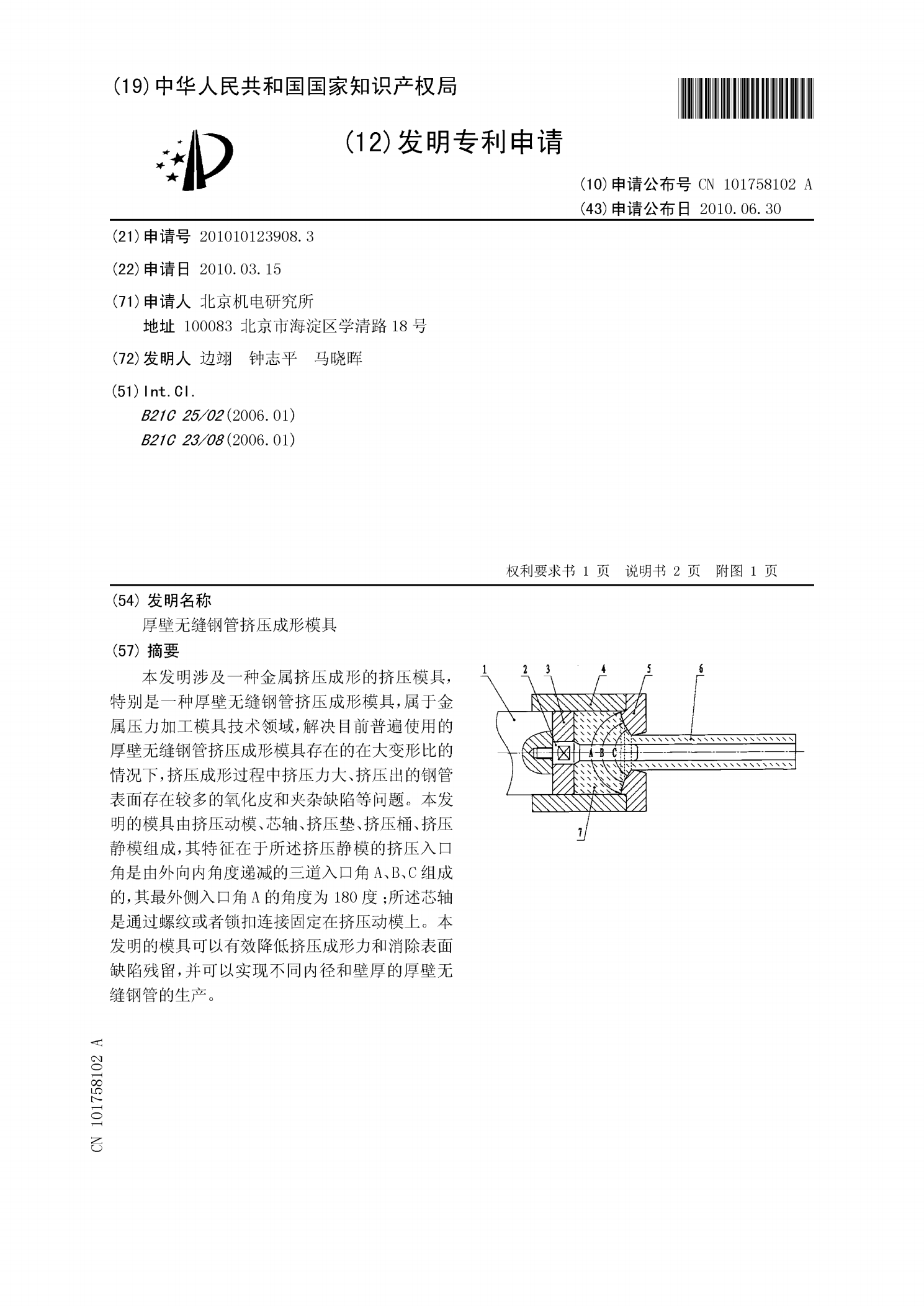
厚壁无缝钢管挤压成形模具.pdf
本发明涉及一种金属挤压成形的挤压模具,特别是一种厚壁无缝钢管挤压成形模具,属于金属压力加工模具技术领域,解决目前普遍使用的厚壁无缝钢管挤压成形模具存在的在大变形比的情况下,挤压成形过程中挤压力大、挤压出的钢管表面存在较多的氧化皮和夹杂缺陷等问题。本发明的模具由挤压动模、芯轴、挤压垫、挤压桶、挤压静模组成,其特征在于所述挤压静模的挤压入口角是由外向内角度递减的三道入口角A、B、C组成的,其最外侧入口角A的角度为180度;所述芯轴是通过螺纹或者锁扣连接固定在挤压动模上。本发明的模具可以有效降低挤压成形力和消除