
夹套管施工.doc

是你****深呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

夹套管施工.doc
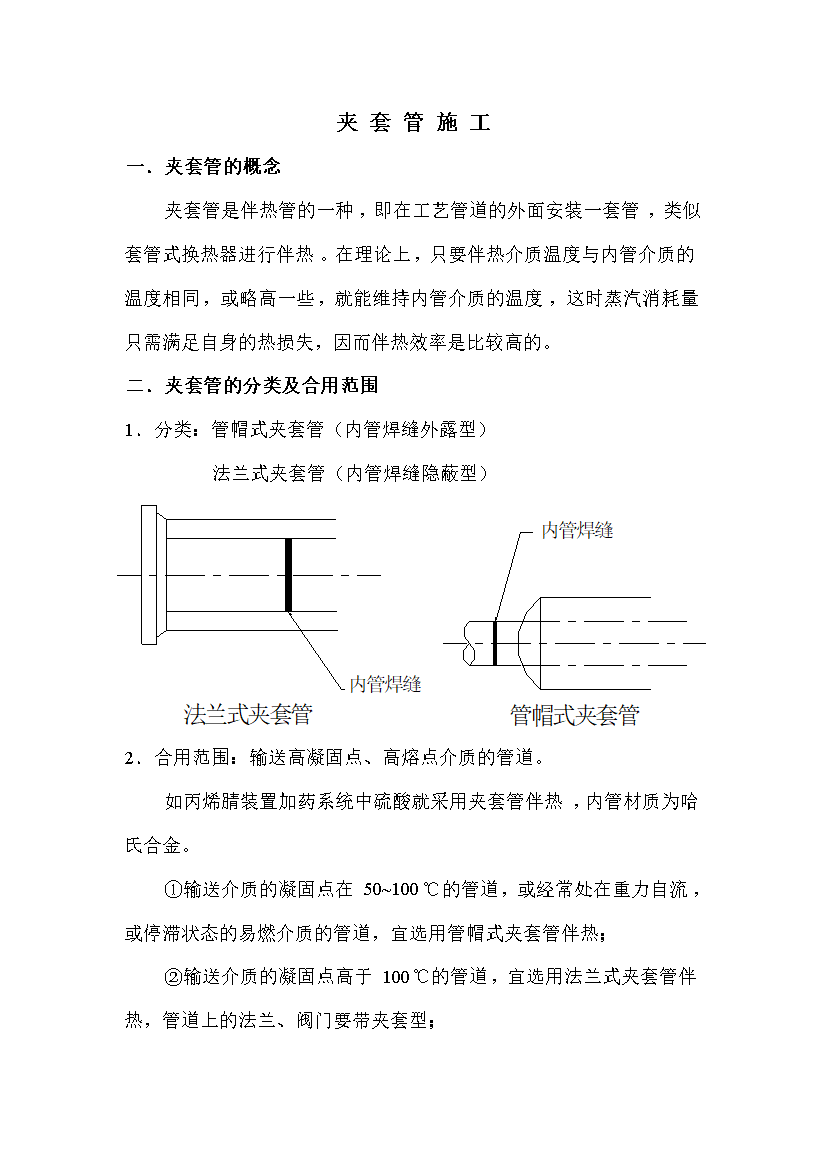
夹套管施工一.夹套管的概念夹套管是伴热管的一种,即在工艺管道的外面安装一套管,类似套管式换热器进行伴热。在理论上,只要伴热介质温度与内管介质的温度相同,或略高一些,就能维持内管介质的温度,这时蒸汽消耗量只需满足自身的热损失,因而伴热效率是比较高的。二.夹套管的分类及合用范围1.分类:管帽式夹套管(内管焊缝外露型)法兰式夹套管(内管焊缝隐蔽型)2.合用范围:输送高凝固点、高熔点介质的管道。如丙烯腈装置加药系统中硫酸就采用夹套管伴热,内管材质为哈氏合金。①输送介质的凝固点在50~100℃的管道,或经常处在重力

夹套管施工.doc
夹套管施工一.夹套管的概念夹套管是伴热管的一种,即在工艺管道的外面安装一套管,类似套管式换热器进行伴热。在理论上,只要伴热介质温度与内管介质的温度相同,或略高一些,就能维持内管介质的温度,这时蒸汽消耗量只需满足自身的热损失,因而伴热效率是比较高的。二.夹套管的分类及合用范围1.分类:管帽式夹套管(内管焊缝外露型)法兰式夹套管(内管焊缝隐蔽型)2.合用范围:输送高凝固点、高熔点介质的管道。如丙烯腈装置加药系统中硫酸就采用夹套管伴热,内管材质为哈氏合金。①输送介质的凝固点在50~100℃的管道,或经常处在重力
夹套管施工0.doc
夹套管施工一.夹套管的概念夹套管是伴热管的一种,即在工艺管道的外面安装一套管,类似套管式换热器进行伴热。在理论上,只要伴热介质温度与内管介质的温度相同,或略高一些,就能维持内管介质的温度,这时蒸汽消耗量只需满足自身的热损失,因而伴热效率是比较高的。二.夹套管的分类及合用范围1.分类:管帽式夹套管(内管焊缝外露型)法兰式夹套管(内管焊缝隐蔽型)2.合用范围:输送高凝固点、高熔点介质的管道。如丙烯腈装置加药系统中硫酸就采用夹套管伴热,内管材质为哈氏合金。①输送介质的凝固点在50~100℃的管道,或经常处在重力

夹套管施工工艺.doc
夹套管施工工艺夹套管施工工艺夹套管施工工艺夹套管施工工艺1、目的为了规范夹套管的施工安装,提高工程质量,确保安全使用,编制本工艺。2、适用范围适用于石油化工、化纤装置工艺夹套管的施工安装,工作压力≤25MPa,工作温度-20~350℃,材质为碳钢、不锈钢。nlqbP。3、工作程序3.1技术准备3.1.1开工前,施工人员应认真识读设计图纸和技术说明文件,以管道工艺流程图为依据,认真核对管道平面图、管段图、管架图,全面了解设计意图,明确设计要求,及时发现并解决可能存在的问题。1CPHY。3.1.2根据《工业金
夹套管施工工艺.doc
夹套管施工工艺夹套管施工工艺夹套管施工工艺夹套管施工工艺1、目的为了规范夹套管的施工安装,提高工程质量,确保安全使用,编制本工艺。2、适用范围适用于石油化工、化纤装置工艺夹套管的施工安装,工作压力≤25MPa,工作温度-20~350℃,材质为碳钢、不锈钢。nlqbP。3、工作程序3.1技术准备3.1.1开工前,施工人员应认真识读设计图纸和技术说明文件,以管道工艺流程图为依据,认真核对管道平面图、管段图、管架图,全面了解设计意图,明确设计要求,及时发现并解决可能存在的问题。1CPHY。3.1.2根据《工业金