
220Nm纯羊绒精纺纱及其制备方法.pdf

思洁****爱吗

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
220Nm纯羊绒精纺纱及其制备方法.pdf
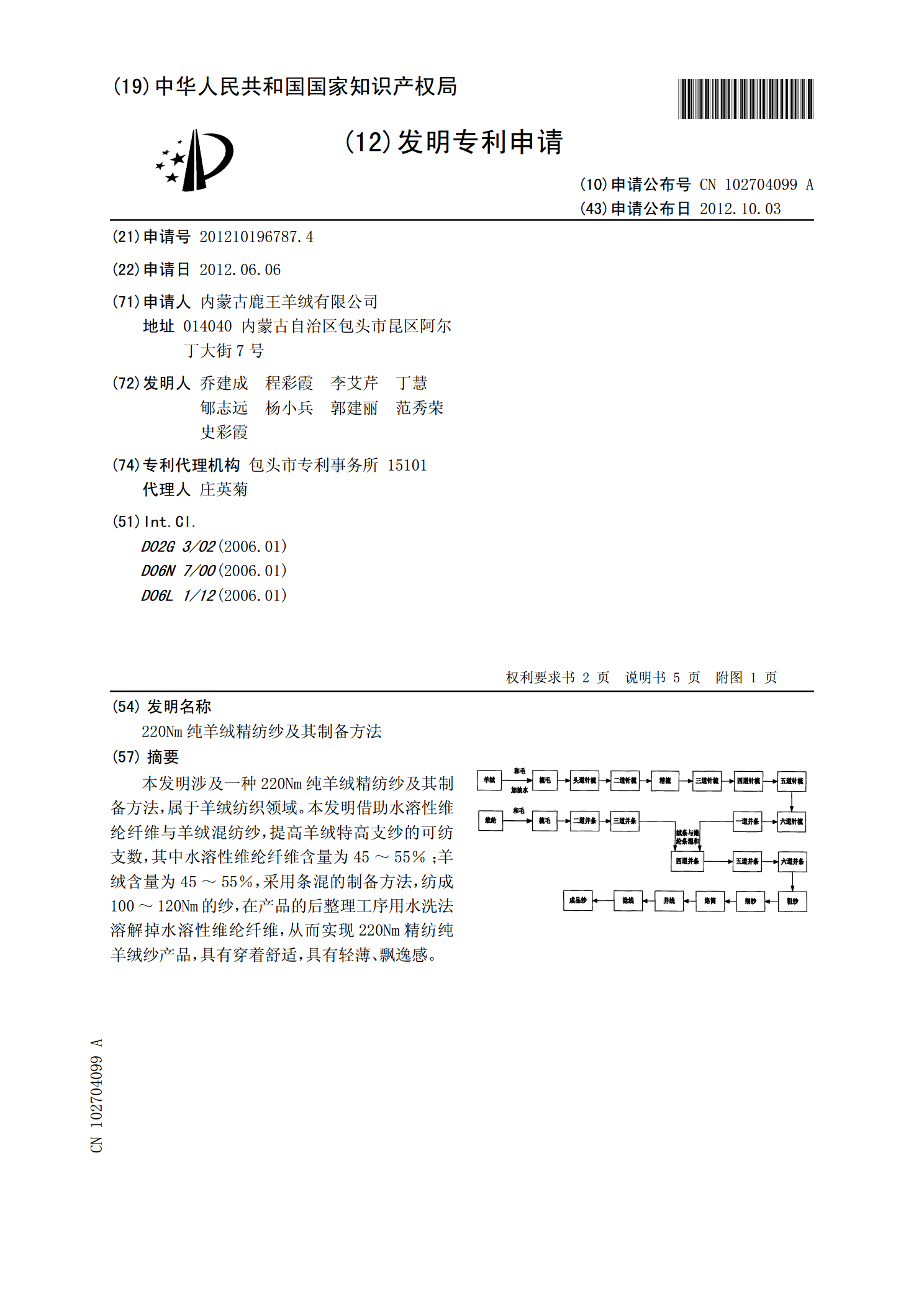
本发明涉及一种220Nm纯羊绒精纺纱及其制备方法,属于羊绒纺织领域。本发明借助水溶性维纶纤维与羊绒混纺纱,提高羊绒特高支纱的可纺支数,其中水溶性维纶纤维含量为45~55%;羊绒含量为45~55%,采用条混的制备方法,纺成100~120Nm的纱,在产品的后整理工序用水洗法溶解掉水溶性维纶纤维,从而实现220Nm精纺纯羊绒纱产品,具有穿着舒适,具有轻薄、飘逸感。

纯羊绒弹力顺毛双面呢及其制备方法.pdf
本发明涉及一种纯羊绒弹力顺毛双面呢,其特征在于所述双面呢原料采用山羊绒加氨纶的粗纺包芯纱做为纬纱,山羊绒纺的单纱做为经纱,地组织采用2/1斜纹双层组织,所述纬纱中山羊绒与氨纶的投料重量百分比为:山羊绒96.8%、氨纶3.2%,并采用15.5μm的山羊绒和40D的氨纶。本发明方法制成的双面呢既体现了传统顺毛双面呢手感丰厚、绒毛丰满平齐的特点,又使其具有羊绒特有的柔和光泽及良好的悬垂性、透气性和吸湿性,更增加了面料的抗皱性和弹力舒展性,使其柔软而有身骨、光泽自然而又柔和、手感丰满而又更具弹性,是高档的休闲面料
丝和羊绒混纺纱线的制备方法.pdf
本发明为一种丝和羊绒混纺纱线的制备方法。它包括如下步骤:1)对羊绒进行加油给湿处理,对绢丝进行抗静电处理;2)羊绒和绢丝经混棉箱混合均匀,依次对混合纤维进行清梳、并条、粗砂、细纱、并纱、倍捻,最终得到羊绒和绢丝的混纺纱线。本发明通过采用棉纺设备进行生产,纱线支数高,且与绢丝混纺较毛纺设备容易,降低了生产成本,同时,本发明制得的纱线具有捻度不匀率好、纱线条干均匀、强力高的优点。
一种超高支纯羊绒精纺纱线的生产方法.pdf
本发明涉及纯羊绒精纺超高支纱线,尤其涉及一种超高支纯羊绒精纺纱线的生产方法,该生产方法包括原料开松、和绒、梳绒、针梳一、针梳二、针梳三、精梳、针梳四、针梳五、精梳、针梳六、针梳七、精梳绒条、混条、头针、二针、三针、国产并条一、国产并条二、并条三、国产粗纱、国产细纱加绪森紧密纺、自动络筒、高速并线、倍捻和筒纱成品;本发明工艺方法独特、能提高短绒的利用率、而且能提高精纺纺纱支数和高支纱线的纺纱条干质量、生产出的产品各项物理指标也均已达国际上优等品标准。
一种纯山羊绒纤维精纺高支纱纺纱方法.pdf
本发明公开的一种纯山羊绒纤维精纺高支纱纺纱方法,山羊绒条经过以下步骤:混条、针梳I、针梳II、针梳III、针梳IV、针梳V、粗纱、细纱,使得制备的纯山羊绒纤维纱的支数在120-150公支,上机羊绒条的回潮率为32%。本发明纯山羊绒纤维精纺高支纱纺纱方法,适当改变纺纱流程中有关牵伸工序的附加摩擦力界装置的结构,增强对牵伸过程中纤维运动有效控制,纺制纯山羊绒高支纱。