
一种针织防风透气保暖面料及其方法.pdf

Do****76

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种针织防风透气保暖面料及其方法.pdf
本发明公开了一种针织防风透气保暖面料,该针织防风透气保暖面料采用纱支数为30D‑75D,单丝数为24F‑72F的双组分涤纶低弹丝作为底纱,30D/36F涤纶低弹丝作为毛圈纱,在底纱中添纱40D氨纶和30D棉纤维,通过毛圈机编织形成毛坯布,所述纱支数为30D‑75D,单丝数为24F‑72F的双组分涤纶低弹丝占总比重的60‑70%,所述30D/36F涤纶低弹丝占总比重的20‑30%,所述40D氨纶占总比重的10‑15%,所述30D棉纤维占总比重的5‑10%,该一种针织防风透气保暖面料及其方法,本发明密度高,回

一种保暖透气针织面料.pdf
本发明公开了一种保暖透气针织面料,由竖向保暖层和横向透气层构成,所述竖向保暖层采用呢绒面料构成,所述横向透气层采用棉布面料构成,所诉竖向保暖层和横向透气层相互垂直设置,且按一浮一沉交错相连的针织方法编织在一起,通过上述方式,本发明外形美观,简单大气,不仅保证了保暖效果良好的特点,同时还能有着良好的透气性,防止面料过于闷热。
一种抗菌吸湿保暖针织面料及其加工方法.pdf
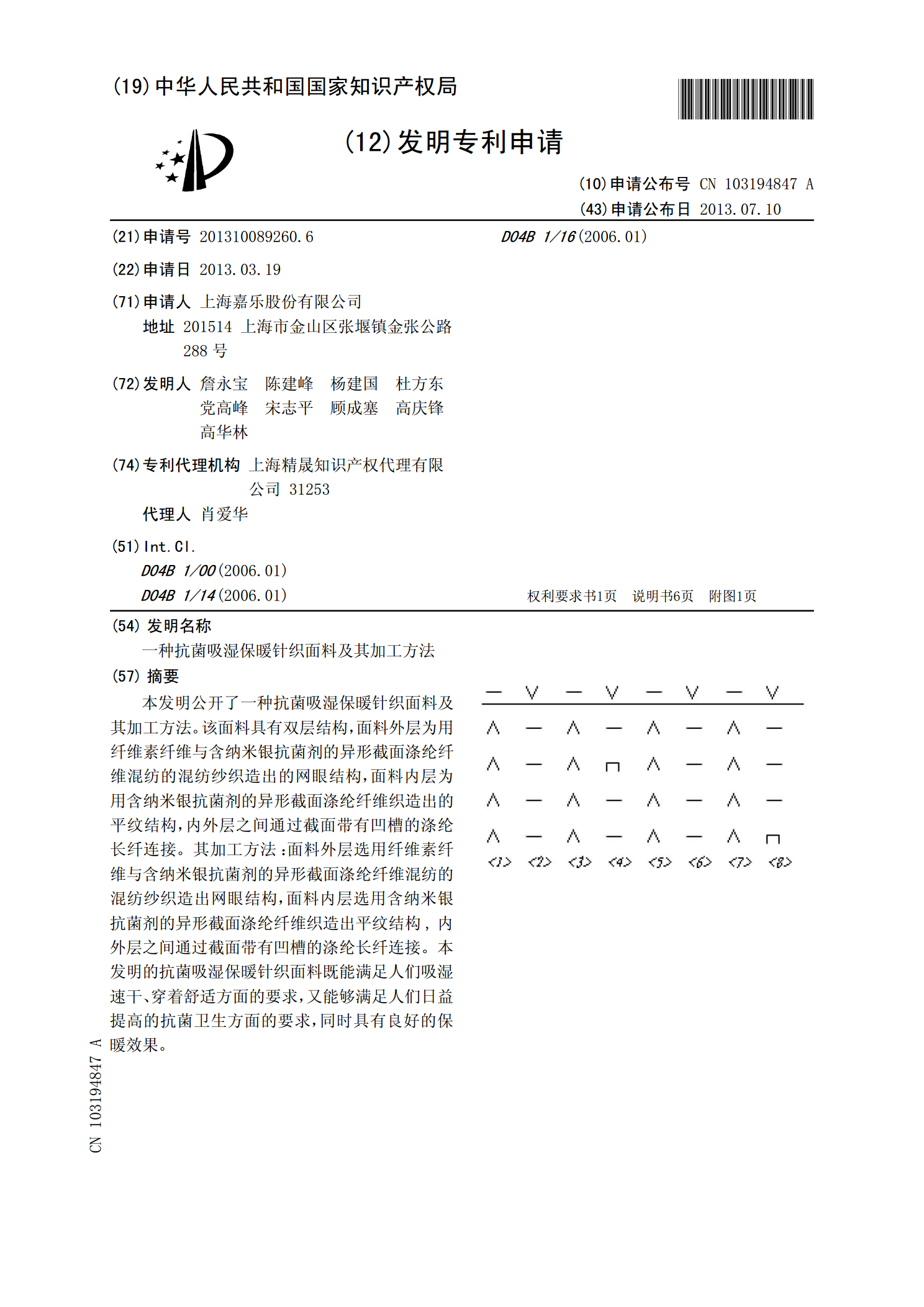
本发明公开了一种抗菌吸湿保暖针织面料及其加工方法。该面料具有双层结构,面料外层为用纤维素纤维与含纳米银抗菌剂的异形截面涤纶纤维混纺的混纺纱织造出的网眼结构,面料内层为用含纳米银抗菌剂的异形截面涤纶纤维织造出的平纹结构,内外层之间通过截面带有凹槽的涤纶长纤连接。其加工方法:面料外层选用纤维素纤维与含纳米银抗菌剂的异形截面涤纶纤维混纺的混纺纱织造出网眼结构,面料内层选用含纳米银抗菌剂的异形截面涤纶纤维织造出平纹结构,内外层之间通过截面带有凹槽的涤纶长纤连接。本发明的抗菌吸湿保暖针织面料既能满足人们吸湿速干、穿
一种保暖针织面料.pdf
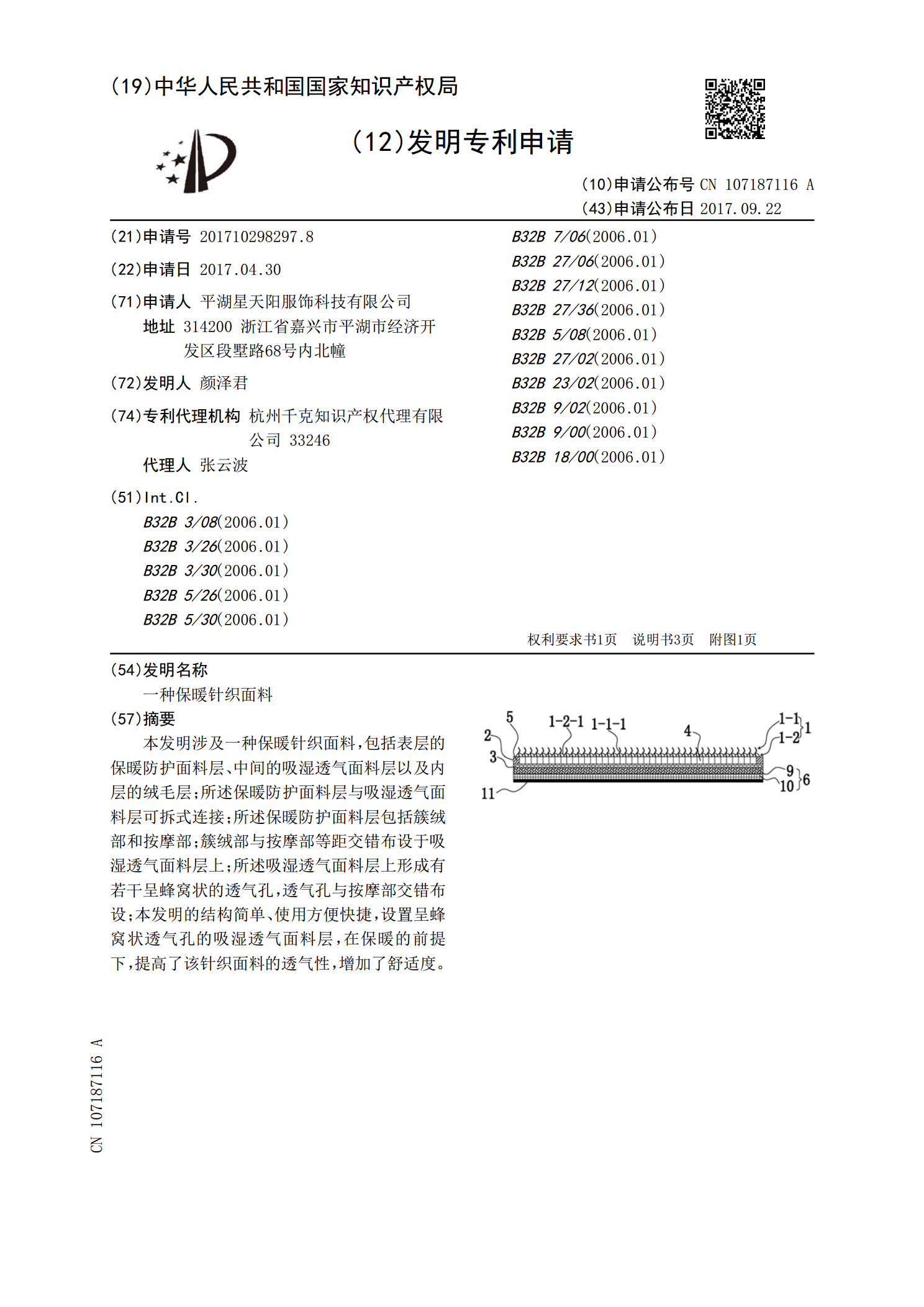
本发明涉及一种保暖针织面料,包括表层的保暖防护面料层、中间的吸湿透气面料层以及内层的绒毛层;所述保暖防护面料层与吸湿透气面料层可拆式连接;所述保暖防护面料层包括簇绒部和按摩部;簇绒部与按摩部等距交错布设于吸湿透气面料层上;所述吸湿透气面料层上形成有若干呈蜂窝状的透气孔,透气孔与按摩部交错布设;本发明的结构简单、使用方便快捷,设置呈蜂窝状透气孔的吸湿透气面料层,在保暖的前提下,提高了该针织面料的透气性,增加了舒适度。

防风保暖面料.pdf
本发明涉及一种防风保暖面料,广泛应用于制作服装、披风等,属于纺织面料领域。一种防风保暖面料,包括面料本体(1),其特征在于:所述面料本体(1)的内表面设有防风膜层(2)和胶层(3),所述防风膜层(2)为塑料薄膜层,所述防风膜层(2)通过胶层(3)固定在面料本体(1)的内表面。防风保暖面料具有防风、保暖的功能,用该种面料制成的衣物,保暖性好。