
一种排序上料提高螺旋焊管成材率的方法.pdf

是翠****ng


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种排序上料提高螺旋焊管成材率的方法.pdf
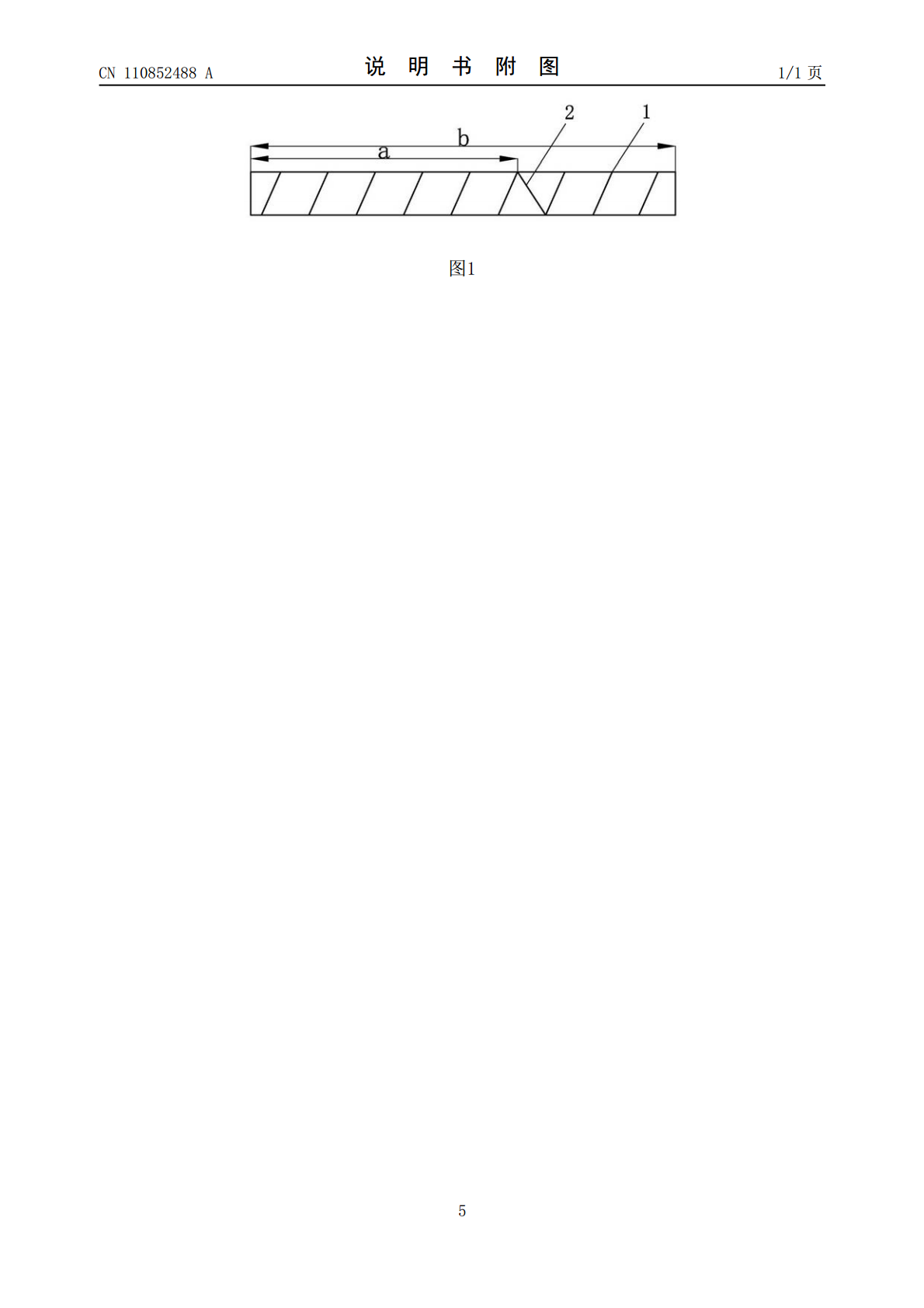
本发明公开了一种排序上料提高螺旋焊管成材率的方法,按卷重计算接板位置,排出上料顺序,割管避开接板,提高成材率,计算方法如下:(1)首先获得一个计算结果A,A=一卷原料可生产的钢管支数-整数只数量;(2)计算接板位置,接板位置=钢管长度12米-上一只钢管接板位置+A×钢管长度12米;(3)通常接板位置应在2米—9米,按照上述公式计算后,可以根据计算结果调整上料卷板,使计算出的接板位置符合此要求,使用此公式时应使用实测数据,不能使用标称数据。经过现场使用,采用本发明方法,毛边批量生产的螺旋焊管,成材率能达到9

提高焊管成材率的探讨.docx
提高焊管成材率的探讨提高焊管成材率的探讨摘要:在焊接生产中,焊接成材率是一个非常重要的指标,它直接决定了焊接效率和质量。本文针对焊管的生产过程,探讨了提高焊管成材率的方法并进行了研究和分析。通过优化焊接工艺、改善材料选择和加强操作管理,可以有效提高焊管的成材率,提高焊接效率和质量。关键词:焊管、成材率、焊接工艺、材料选择、操作管理一、引言焊管是一种广泛应用于工业生产和建筑领域的管材产品。焊接是焊管生产的核心环节,焊接成材率直接影响到焊管产品的质量和效率。因此,提高焊管成材率是焊接生产中的重要课题。二、优化

优化定尺切割在提高HFW焊管成材率中的应用.docx
优化定尺切割在提高HFW焊管成材率中的应用标题:优化定尺切割在提高HFW焊管成材率中的应用摘要:随着工业技术的不断发展,焊接技术也得到了广泛应用。高频焊(HFW)焊管作为一种常见的焊接产品,其成材率直接关系到生产效率和产品质量。本文针对HFW焊管生产过程中常见的成材率低的问题,深入探讨了优化定尺切割在提高HFW焊管成材率中的应用。通过研究发现,优化定尺切割是提高HFW焊管成材率的关键措施之一,具有重要的实际应用价值。关键词:高频焊管;成材率;定尺切割;优化。一、引言在钢管行业中,HFW焊管因其高效、低成本
一种螺旋焊管机.pdf
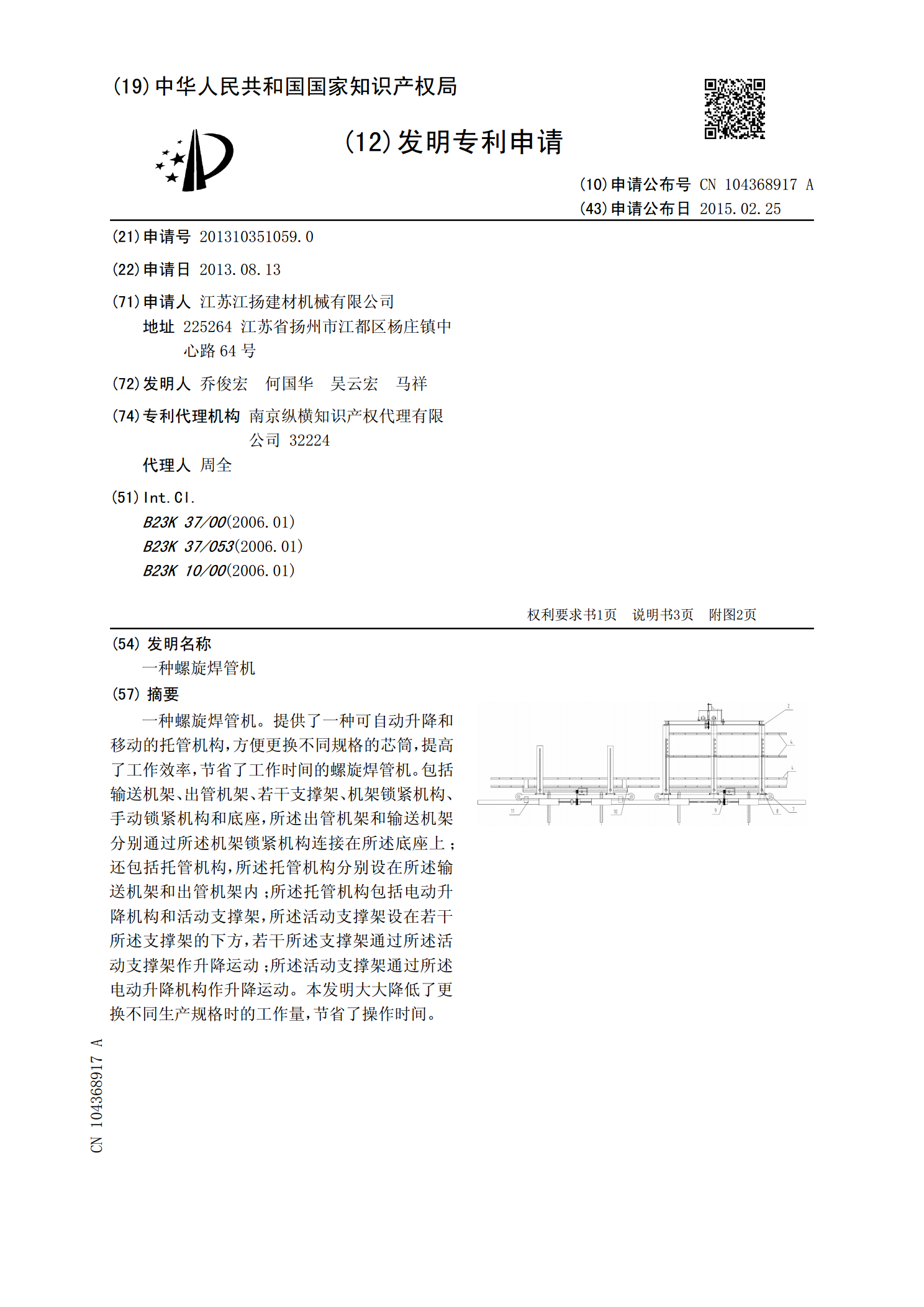
一种螺旋焊管机。提供了一种可自动升降和移动的托管机构,方便更换不同规格的芯筒,提高了工作效率,节省了工作时间的螺旋焊管机。包括输送机架、出管机架、若干支撑架、机架锁紧机构、手动锁紧机构和底座,所述出管机架和输送机架分别通过所述机架锁紧机构连接在所述底座上;还包括托管机构,所述托管机构分别设在所述输送机架和出管机架内;所述托管机构包括电动升降机构和活动支撑架,所述活动支撑架设在若干所述支撑架的下方,若干所述支撑架通过所述活动支撑架作升降运动;所述活动支撑架通过所述电动升降机构作升降运动。本发明大大降低了更换

一种提高钛合金线材成材率的方法.pdf
本发明涉及钛合金线材制备技术领域,公开了一种提高钛合金线材成材率的方法。该方法包括:A、将Φ7.8‑8.2mm的线材调直,卡在旋锻机入口处;B、采用旋锻机将Φ7.8‑8.2mm的线材减径至Φ1.8‑2.2mm;C、在减径过程中,当线材直径分别为Φ5.8‑6.2mm、Φ4.3‑4.7mm、Φ3.2‑3.6mm和Φ2.4‑2.8mm时采用真空退火炉进行退火;D、在减径过程中,使用抗磨液压油对线材进行润滑和冷却。该方法不使用拉丝粉作为润滑剂,减少了酸洗工序,使用辊模减径,消除了线材表面的划伤,保证了表面的光滑度