
多层绒感遮光窗帘面料的制造方法和面料.pdf

是来****文章

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多层绒感遮光窗帘面料的制造方法和面料.pdf
本申请涉及一种多层绒感遮光窗帘面料的制造方法和面料。该方法包括:S100、制作仿羊毛纱线的坯纱,所述坯纱作为纬纱A使用,制作纬纱B,S200、制作经纱A和经纱B,经纱A为黑色,S300、采用上述经纱A、纬纱A和纬纱B制作上层结构和下层结构,采用经纱B将上层结构和下层结构编织在一起,形成面料,其中,上层结构和下层结构通过接结经连接。本申请的上述方法有利于做出绒感较好且环保的具有良好遮光性能的面料。通过对材料以及相关工艺参数的优化,可以在较低的成本下,实现与羊毛类似的绒感,以及具有99.9999%的遮光率,同

多层免缝防钻绒面料的制备方法.pdf
本发明为一种多层免缝防钻绒面料的制备方法。它包括步骤(1)选取表面组织、里一组织、反面组织,其中所述反面组织的背面为里二组织;所述表面组织和里一组织经纬纱排列比为:表经:里一经=1:1~1.5,表纬:里一纬=1~1.5:1;所述里一组织的经纱分别与表面组织、反面组织的纬纱接结;(2)通过多维织机进行织造。
一种盘花植绒遮光布面料.pdf
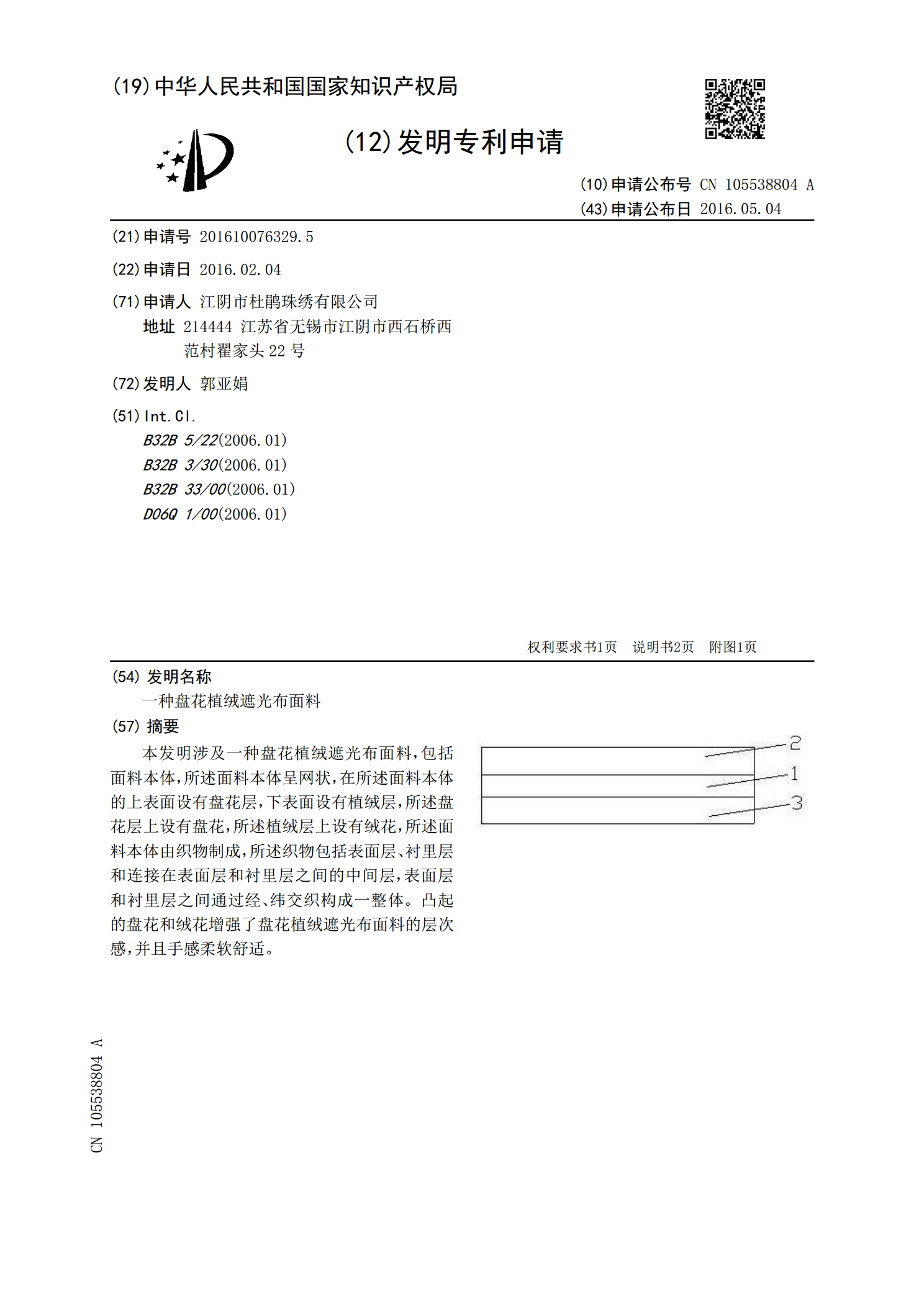
本发明涉及一种盘花植绒遮光布面料,包括面料本体,所述面料本体呈网状,在所述面料本体的上表面设有盘花层,下表面设有植绒层,所述盘花层上设有盘花,所述植绒层上设有绒花,所述面料本体由织物制成,所述织物包括表面层、衬里层和连接在表面层和衬里层之间的中间层,表面层和衬里层之间通过经、纬交织构成一整体。凸起的盘花和绒花增强了盘花植绒遮光布面料的层次感,并且手感柔软舒适。

一种精纺起绒面料的制造方法.pdf
本发明公开了一种精纺起绒面料的制造方法,其特征在于先进行前纺,得到粗纱,将粗纱投入细纱机中,依次经牵伸装置加工后得到细纱,最后经起绒罗拉组加工后,得到起绒单纱,将起绒纱线再依次进行蒸纱、络筒、与一根细一倍的普通纱并纱、倍捻、蒸纱加工后,进入准备工序,在织布机上织成布匹,将布匹依次进行烧毛、煮呢、洗呢、连续煮呢、烘干处理后,进行定型加工,最后将定型后的布匹依次进行剪毛、蒸呢、连续蒸呢加工后即可得到起绒面料。该发明结构简单,起绒效果佳,加工出的面料蓬松感及保暖性良好,不破坏纱线结构,不影响面料强力,抗起毛起球

鹿皮绒面料怎么洗_鹿皮绒面料的清洗方法.docx
鹿皮绒面料怎么洗_鹿皮绒面料的清洗方法麂皮绒面料不耐水,容易变形缩水或者起皱,在清洗的时候可以采用洗涤溶剂清洗,一般在93#汽油或者四氯乙烯,常用量:250ml—500ml。洗涤的时候应先将麂皮绒面料的衣服平铺整齐,用短毛刷蘸溶剂按绒毛倒向轻柔刷洗,特殊部位比如袖口和领口或者特别脏的地方需要反复刷洗,刷洗后用毛巾吸附污垢,然后第二次用海棉浸渍溶剂二次清洗,用毛巾净面,置通风阴凉处晾干。麂皮绒面料清洗方法二如果麂皮绒面料沾灰或者沾油都是比较难处理的,应该先用干布轻轻擦洗表面的灰尘或者油渍,然后用特制胶刷顺着