
降低冷拔坯脱碳层深度的工艺探讨.doc

睿达****的的


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

降低冷拔坯脱碳层深度的工艺探讨.doc
减少GCr15冷拔坯脱碳层深度旳工艺探讨减少GCr15钢冷拔坯料脱碳层深度旳工艺探讨周建峰孙军王芝林(西宁特殊钢集团有限责任企业)摘要:本文简介了GCr15钢Φ26mm规格冷拔坯料旳脱碳质量问题,分析了脱碳产生机理,根据加热炉旳各项参数,进行加热工艺优化,同步采用钢锭表面喷涂保护涂层技术,有效地减少了冷拔坯料表面脱碳层深度。关键词:GCr15钢脱碳层深度减少1序言对于GCr15钢来说,脱碳层深度超标是一种质量缺陷,对于我企业二轧作业区生产旳Φ26mm规格冷拔坯料,脱碳导致旳危害更为严重。冷拔坯料脱碳层深度

降低冷拔坯脱碳层深度的工艺探讨.doc
减少GCr15冷拔坯脱碳层深度旳工艺探讨减少GCr15钢冷拔坯料脱碳层深度旳工艺探讨周建峰孙军王芝林(西宁特殊钢集团有限责任企业)摘要:本文简介了GCr15钢Φ26mm规格冷拔坯料旳脱碳质量问题,分析了脱碳产生机理,根据加热炉旳各项参数,进行加热工艺优化,同步采用钢锭表面喷涂保护涂层技术,有效地减少了冷拔坯料表面脱碳层深度。关键词:GCr15钢脱碳层深度减少1序言对于GCr15钢来说,脱碳层深度超标是一种质量缺陷,对于我企业二轧作业区生产旳Φ26mm规格冷拔坯料,脱碳导致旳危害更为严重。冷拔坯料脱碳层深度

降低GCr15冷拔坯脱碳层深度的工艺探讨.docx
降低GCr15冷拔坯脱碳层深度的工艺探讨降低GCr15钢冷拔坯料脱碳层深度的工艺探讨周建峰孙军王芝林(西宁特殊钢集团有限责任公司)摘要:本文介绍了GCr15钢①26mm规格冷拔坯料的脱碳质量问题,分析了脱碳产生机理,根据加热炉的各项参数,进行加热工艺优化,同时采用钢锭表面喷涂保护涂层技术,有效地降低了冷拔坯料表面脱碳层深度。关键词:GCr15钢脱碳层深度降低1前言对于GCr15钢来说,脱碳层深度超标是一种质量缺陷,对于我公司二轧作业区生产的①26mm规格冷拔坯料,脱碳造成的危害更为严重。冷拔坯料脱碳层深度
一种能降低钢轨脱碳层深度的轧制工艺.pdf
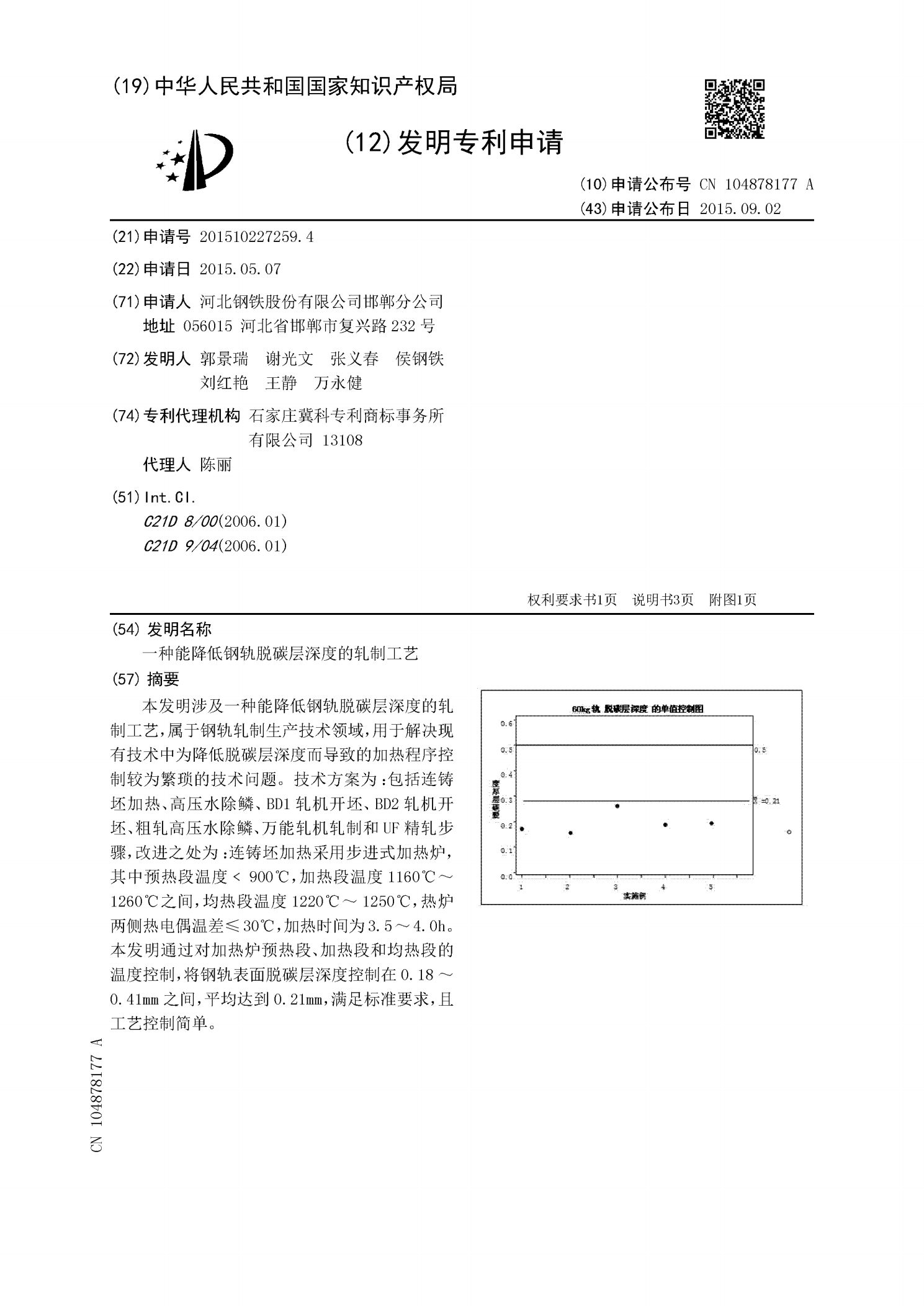
本发明涉及一种能降低钢轨脱碳层深度的轧制工艺,属于钢轨轧制生产技术领域,用于解决现有技术中为降低脱碳层深度而导致的加热程序控制较为繁琐的技术问题。技术方案为:包括连铸坯加热、高压水除鳞、BD1轧机开坯、BD2轧机开坯、粗轧高压水除鳞、万能轧机轧制和UF精轧步骤,改进之处为:连铸坯加热采用步进式加热炉,其中预热段温度﹤900℃,加热段温度1160℃~1260℃之间,均热段温度1220℃~1250℃,热炉两侧热电偶温差≤30℃,加热时间为3.5~4.0h。本发明通过对加热炉预热段、加热段和均热段的温度控制,将
降低轮毂轴承钢脱碳层深度的加热方法.pdf
本发明公开了一种降低轮毂轴承钢脱碳层深度的加热方法,所述轮毂轴承钢的钢坯装入加热炉进行加热,加热炉的加热段炉膛温度先控制在1160~1200℃,再在钢坯出炉前最后20分钟,温度控制在1220~1250℃;所述钢坯在加热段和均热段的加热总时间为50~60min。本方法在各钢厂现有加热炉结构、燃料及燃烧形式、钢坯运行方式均不变动的情况下,通过缩短加热时间、适当调整加热段和均热段温度等措施,使φ60规格的热轧态轮毂轴承钢表面脱碳层厚度不超过0.48mm,从而满足高端客户要求。