
金属焊接的平板钢化真空玻璃及其制造方法.pdf

玉军****la

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
玻璃焊接的平板钢化真空玻璃及其制造方法.pdf
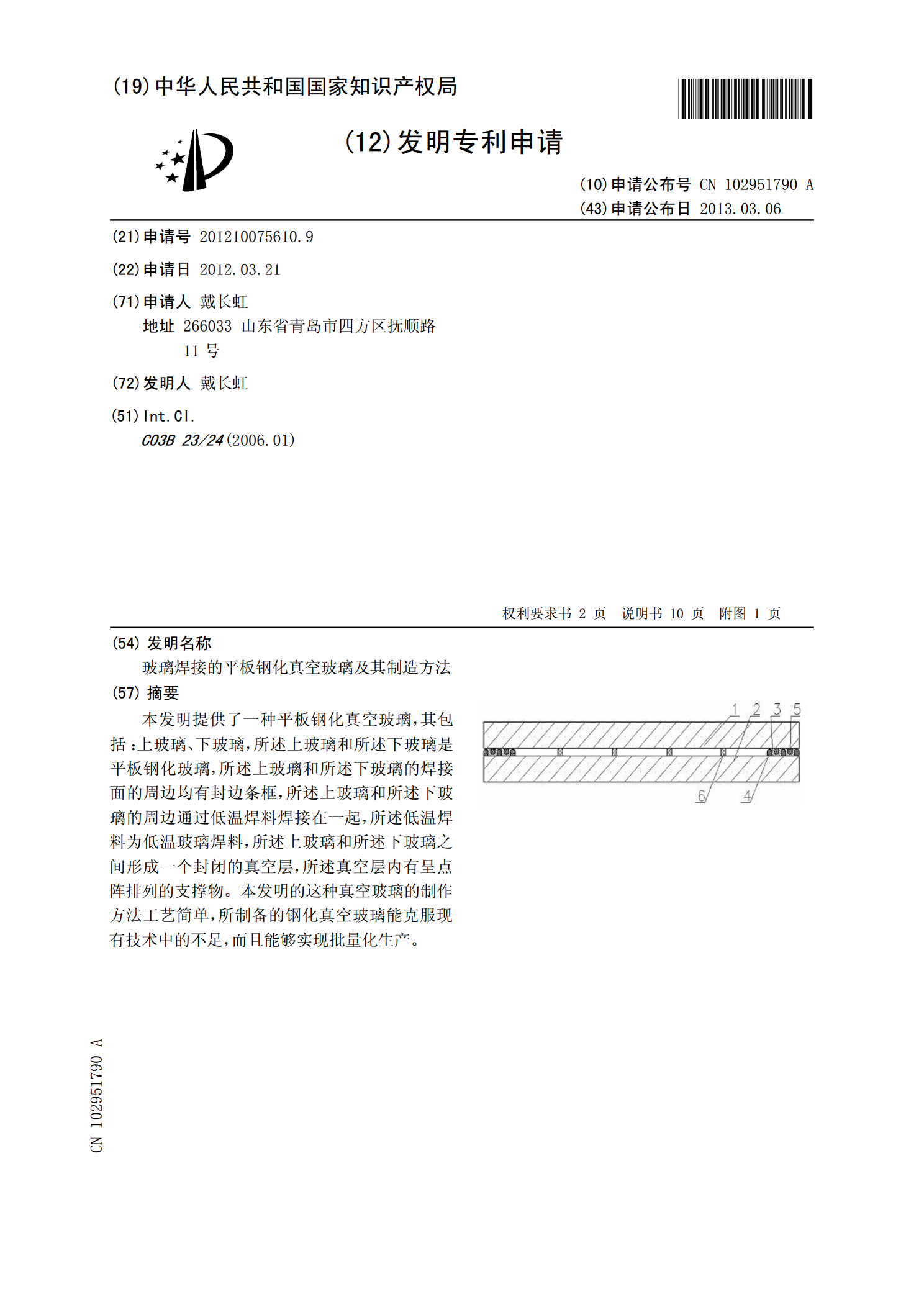
本发明提供了一种平板钢化真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低温玻璃焊料,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。
金属焊接的平板钢化真空玻璃及其制造方法.pdf
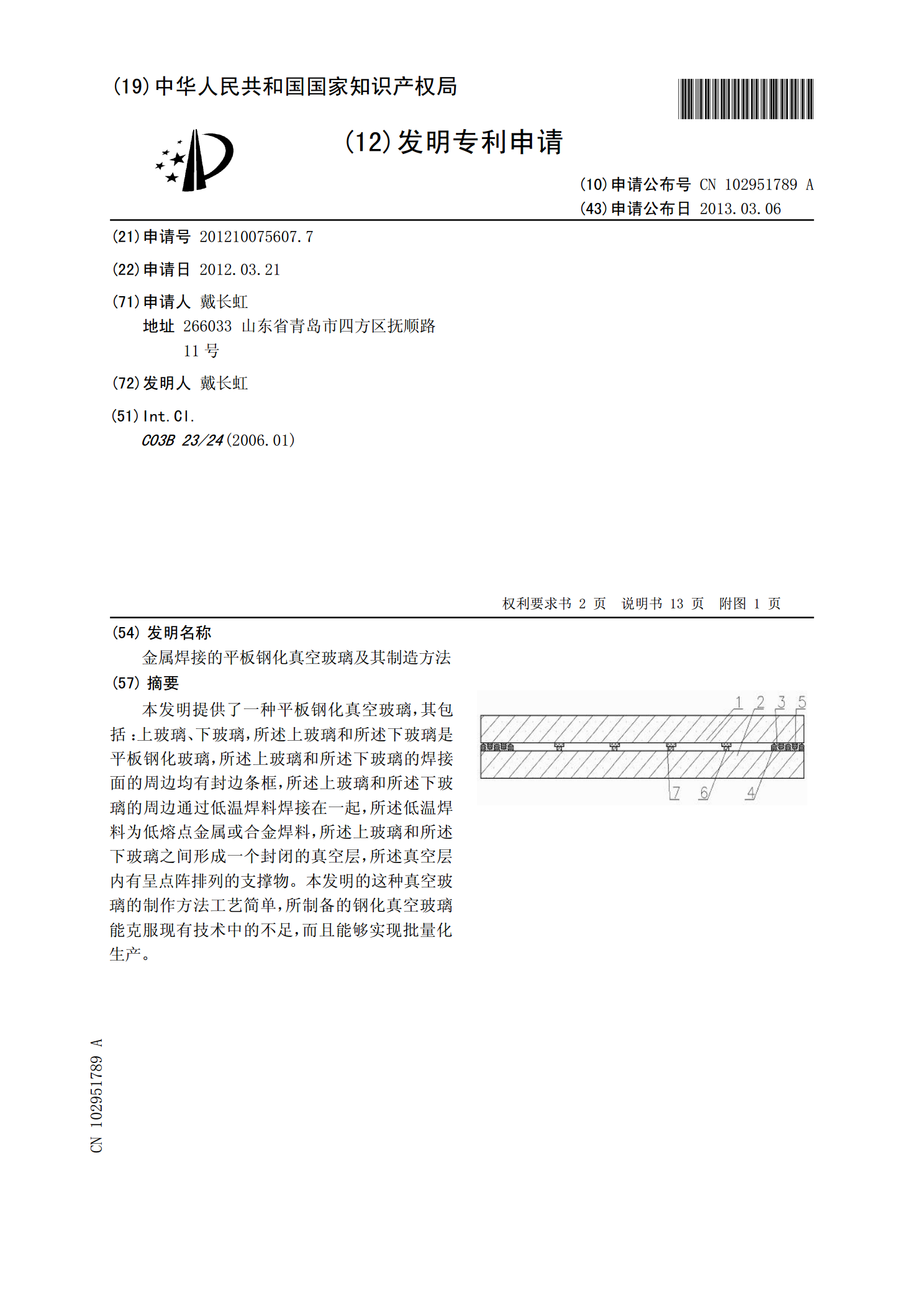
本发明提供了一种平板钢化真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低熔点金属或合金焊料,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。
金属焊接的平板钢化低空玻璃及其制造方法.pdf
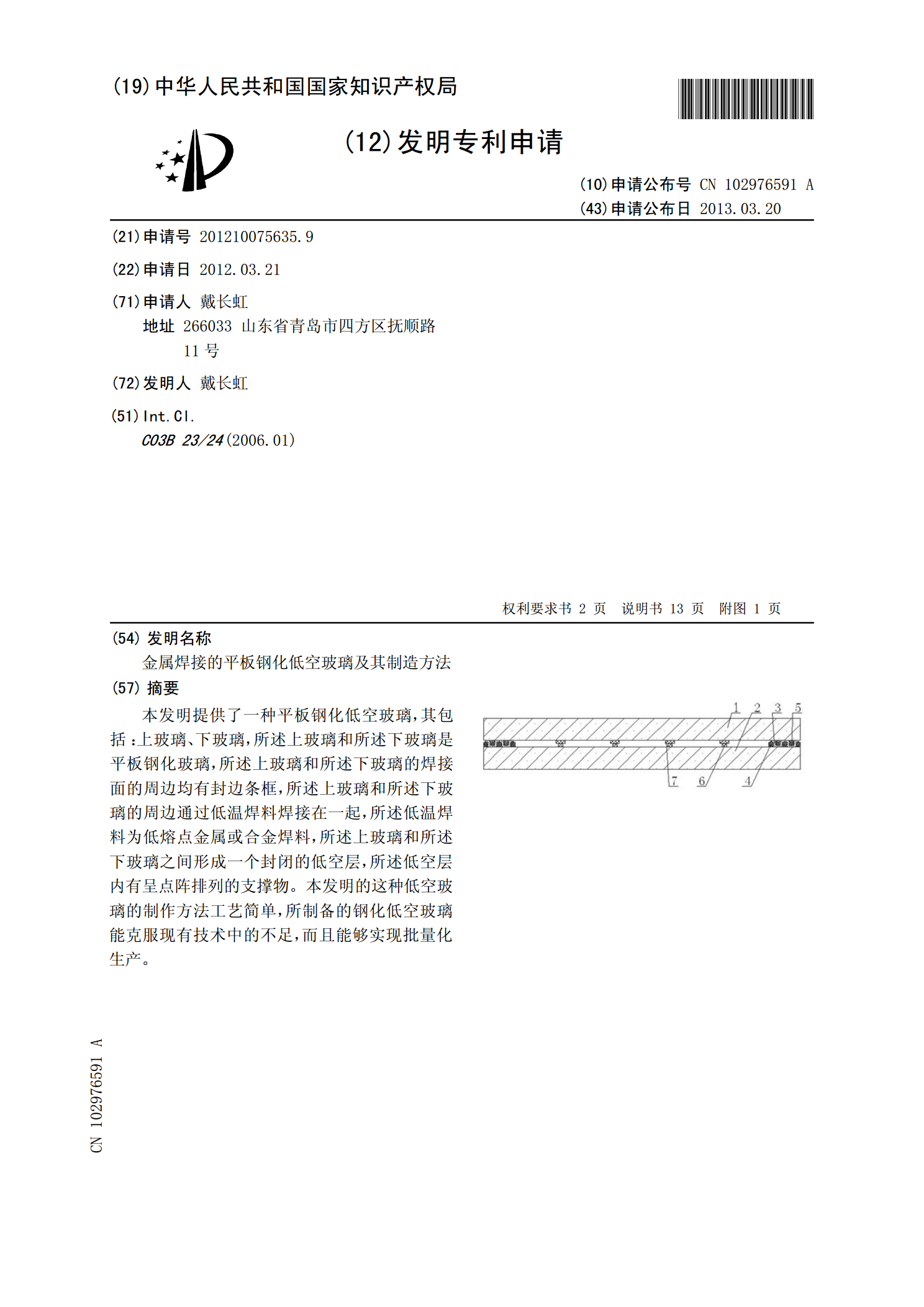
本发明提供了一种平板钢化低空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低熔点金属或合金焊料,所述上玻璃和所述下玻璃之间形成一个封闭的低空层,所述低空层内有呈点阵排列的支撑物。本发明的这种低空玻璃的制作方法工艺简单,所制备的钢化低空玻璃能克服现有技术中的不足,而且能够实现批量化生产。

玻璃焊接的平板钢化低空玻璃及其制造方法.pdf
本发明提供了一种平板钢化低空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低温玻璃焊料,所述上玻璃和所述下玻璃之间形成一个封闭的低空层,所述低空层内有呈点阵排列的支撑物。本发明的这种低空玻璃的制作方法工艺简单,所制备的钢化低空玻璃能克服现有技术中的不足,而且能够实现批量化生产。
单片钢化平板真空玻璃及其制备方法.pdf
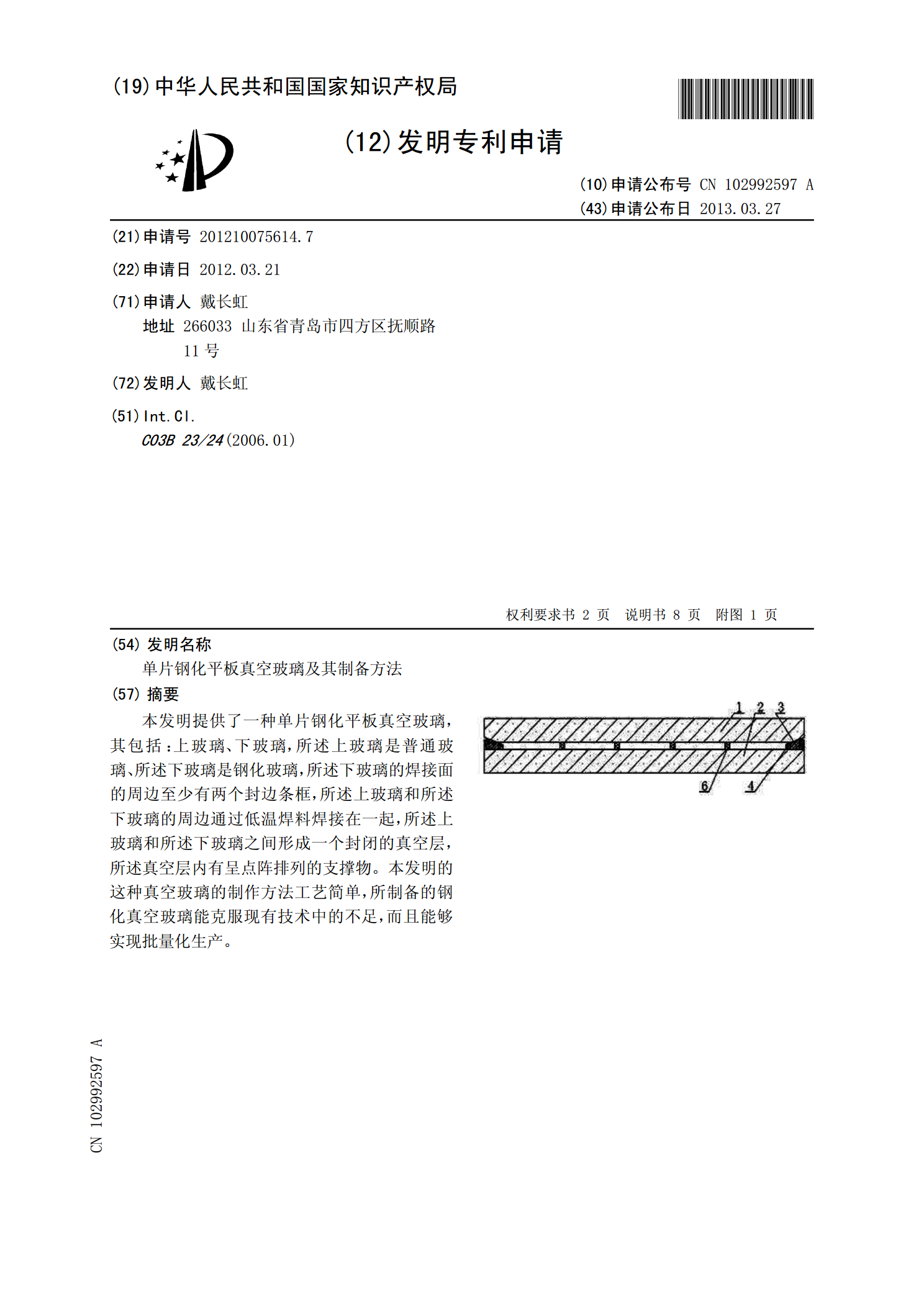
本发明提供了一种单片钢化平板真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃是普通玻璃、所述下玻璃是钢化玻璃,所述下玻璃的焊接面的周边至少有两个封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。